




005 Контрольная операция
010 Токарная
015 Токарная с ЧПУ
020 Токарная с ЧПУ
025 Протяжная
030 Слесарная
035 Круглошлифовальная
040 Слесарная
045 Токарно-винторезная
050 Слесарная
055 Токарно-винторезная
060 Вертикально-сверлильная
065 Вертикально-сверлильная
070 Вертикально-сверлильная
075 Разметка
080 Вертикально-фрезерная
085 Слесарная
090 Маркировочная
095 Промывочная
100 Контрольная
105 Покрытие
110 Контрольная
115 Токарно-винторезная
120 Контрольная
Анализ заводского тех. процесса.
Анализируя заводской тех. процесс для детали «Фланец», можно сказать, что тех. процесс рационален, технологичен и подходит для изготовления в заводских условиях. Для обработки детали в основном используются универсальное оборудование, оснастка, а так же режущий и мерительный инструмент. Черновые и чистовые базы выбраны правильно, соблюдены принципы единства и совмещения баз. Правильно была разработана последовательность операций в тех. процессе. полученная деталь имеет такие припуски, допуски, размеры, шероховатость и технические требования, которые заданны на чертеже.  Метод получения рационален и подходит для серийного производства. Заготовка соответствует техническим требованиям, размерам и припускам заданным на чертеже.
Метод получения рационален и подходит для серийного производства. Заготовка соответствует техническим требованиям, размерам и припускам заданным на чертеже.
При разработке курсового проекта, для снижения трудоемкости, можно объединить некоторые операции, например, вертикально-сверлильные 060…070 в одну.
В существующем тех.процессе заготовку получают штамповкой, без центрального отверстия, но для снижения материалоемкости и трудоемкости заготовку можно сделать штамповкой с центральным отверстием, более точную с меньшим количеством припуска, что приведет к снижению материалоемкости и трудоемкости изготовления детали.
Маршрут обработки детали
005 Контрольная
010 Токарная
015 Токарная с ЧПУ
020 Протяжная
025 Слесарная
030 Токарная с ЧПУ
035 Круглошлифовальная
040Сверлильно-фрезерная с ЧПУ
045 Слесарная
050 Вертикально-сверлильная
055 Слесарная
060 Маркировочная
065 Промывка
070 Контрольная
075 Покрытие
080 Контрольная
 2.8 Выбор оборудования
2.8 Выбор оборудования

|
Рисунок 1 - Станок токарно-винторезный Модель ГС526У
Станок предназначен для выполнения самых разнообразных токарных работ, а также для нарезания метрической, дюймовой и питчевой резьб.
Станок может применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов. Класс точности станка «П»
Отличительной особенностью станка является возможность нарезания резьб 11 и 19 ниток на 1" (обеспечивается коробкой подач). Фартук станка имеет собственный привод ускоренного перемещения каретки и суппорта.
Станки с индексом «С» оснащены сверлильно-фрезерным устройством.
 |
Таблица 10 - Технические характеристики Станок токарно-винторезный Модель ГС526У:
| Наименование параметра | Знаечение | |
| Наибольший диаметр изделия, обрабатываемого над станиной: Наибольший диаметр изделия, обрабатываемого над суппортом: | мм мм | ЧЮ |
| Наибольшая длина обрабатываемой заготовки в центрах: | мм | |
| Центр в шпинделе с конусом по ГОСТ 13214-79: | Морзе 6 | |
| Конец шпинделя по ГОСТ 12593-72: | 6К | |
| Диаметр цилиндрического отверстия в шпинделе: | мм | |
| Наибольшая высота резца, устанавливаемого на станке: | мм | |
| Количество скоростей шпинделя: прямого вращения обратного вращения | ||
| Пределы частоты вращения шпинделя: | мин | 16…2000 |
| Пределы рабочих подач суппорта: продольных поперечных | мм/об мм/об | 0,05... 2,8. 0,025... 1,4 |
| Пределы шагов нарезаемых резьб: метрических модульных дюймовых питчевых Наибольший крутящий момент на шпинделе: | мм, модуль, ниток/дюйм, питч | 0,5... 112 0,5... 112 56...0,5 56...0,5 |
| Мощность электродвигателя главного движения: | кВт | |
| Габаритные размеры станка, не более (LxBxH): | мм | 3380x1265x1485 |
| Масса станка, не более: | кг |
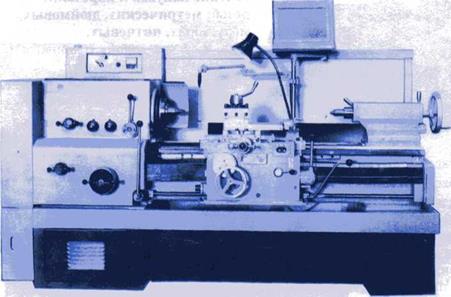
Рисунок 2 - Станок универсальный токарно-винторезный Модель 1К623ДГ
Станок предназначен для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимеловой спирали. Достоинства конструкции:
- высокая мощность главного привода, большая жесткость и прочность всех звеньев кинематической цепи главного движения и цепи подач, надежная виброустойчивость
 станка, широкий диапазон скоростей (скоростное и силовое) резания инструментом, оснащенным твердым сплавом и керамическими пластинами;
станка, широкий диапазон скоростей (скоростное и силовое) резания инструментом, оснащенным твердым сплавом и керамическими пластинами;
- шпиндель станка установлен на специальных подшипниках, которые обеспечивают жесткость шпинделя и точность станка;
- станок может использоваться для обработки закаленных заготовок из жаропрочной и инструментальной стали, требующих тяжелых режимов резания;
- токарная обработка разнообразных материалов может производиться на станке с ударной нагрузкой без изменения точности;
- задняя бабка выполнена на аэростатике, которая значительно облегчает ее перемещение, уменьшает износ направляющих, снижает утомляемость рабочего и повышает его производительность;
- конструкцией станка предусмотрены блокировки, обеспечивающие безопасную и надежную работу станка;
- расположение органов управления и форма рычагов обеспечивают удобство при работе на станке.
Таблица 11 – технические характеристики Станок универсальный токарно-винторезный Модель 1К623ДГ:
| Наименование параметра | Значение | |
| Наибольший диаметр обратываемой заготовки: над станиной над суппортом | мм мм | |
| Наибольший диаметр изделия, устанавливаемого над выемкой в станине: | мм | |
| Наибольшая длина обрабатываемого изделия: | мм | |
| Расстояние от горна фланда шпинделя до правого края выемки: | мм | |
| Размер внутреннего конуса в шпинделе: | Морзе 6 | |
| Диаметр цилиндрического отверстия в шпинделе: | мм | |
| Число ступеней часто! вращения шпинделя: | ||
| Пределы частот прямого вращения шпинделя: | 1/мин | 12…2000 |
| Число ступеней рабочих подач: продольных поперечных | мм |
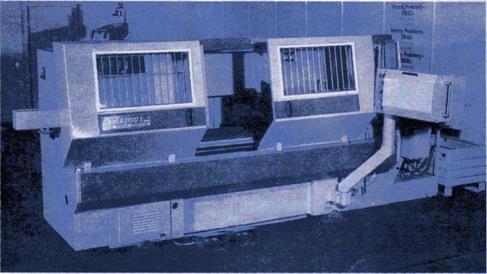 |
Рисунок 3 – Токарно патронно-центровой станок с ЧПУ Модель 16А20Ф3
 Станок предназначен для токарной обработки деталей типа тел вращения в замкнутом полуавтоматическом цикле.
Станок предназначен для токарной обработки деталей типа тел вращения в замкнутом полуавтоматическом цикле.
Станок может оснащаться системой ЧПУ как отечественного, так и зарубежного исполнения.
Электромеханические привода зажима патрона и перемещения пиноли задней бабки позволяют сократить время на установку и снятие детали. Станок оснащен транспортером стружкоудаления, обеспечивающим свободный сход стружки.программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с помощью клавиатуры пульта оператора, а также с кассеты внешней памяти, перфоленты при использовании фотосчитывающего устройства и могут корректироваться с пульта оператора УЧПУ с визуализацией на панели цифровой индикации. Область применения станка: мелкосерийное и серийное производство.
Таблица 12 – Технические характеристики Токарно патронно-центровой станок с ЧПУ Модель 16А20Ф3:
| Наименование параметра | Значение | |
| Наибольший диаметр изделия устанавливаемого под станиной: | мм | |
| Наибольший диаметр обрабатываемого изделия: над станиной | мм | |
| над суппортом Наибольшая длина обрабатываемого изделия в зависимости от установки инструментальной головки: | мм | 750-900 |
| Диаметр цилиндрического тверстия в шпинделе: Пределы частот вращения шпинделя | мм об/мин | 20…2500 |
| Максимальная рекомендуемая скорость рабочей подачи: Продольной Поперечной Наибольший ход суппортов: Продольных поперечных | мм/мин мм/мин мм мм | |
| Максимальная скорость быстрых перемещений: продольных поперечных | мм/мин мм/мин | |
| Пределы шагов нарезаемых резьб: | мм | 0,25…40 |
| Количество позиций инструментальной головки Мощность главного привода | кВт | 6,8,12 7,5,11 |
| Сумарная потребляемая мощность | кВт | |
| Габариты | мм | 3700х5160х1650 |
| Масса станка | Кг |

Рисунок 4 – Круглошлифовальный полуавтомат модели 3М174
Полуавтоматы ЗМ173, ЗМ174, ЗМ175 предназначены для шлифования в центрах цилиндрических и пологих конических поверхностях деталей в условиях серийного и массового производства. Легкость управления и переналадки станков позволяет применять их в единичном производстве.
Обработка изделия проводится продольным или врезным шлифованием в ручном или полуавтоматическом цикле. Преимущества станков:
- мощный привод, большие размеры шлифовального круга, высокая жесткость станка;
- автоматическая регулировка величин поперечной и продольной подач, частоты вращения
обрабатываемой детали в процессе шлифования;
- удобное расположение управляемых частей, надежные блокировки, управление основными
рабочими движениями одной рукояткой;
- плавное регилирование частоты вращения обрабатываемой детали и скорости движения стола;
- механический перегон шлифовальной бабки при настройке;
- беззазорная винтовая пара качения механизма подачи;
- высокая производительность, точность и чистота шлифования.
 Таблица 13 – Технические требования Круглошлифовальный полуавтомат модели 3М174:
Таблица 13 – Технические требования Круглошлифовальный полуавтомат модели 3М174:
| Наименование параметра | Назначение | |
| Наибольшие размеры устанавливаемого изделия: диаметр длина | мм мм | 400, 1400, 2000, 2800 |
| Наибольшие размеры шлифовального круга: | мм | 750х80х305 |
| Скорость резания, не более: | м/с | |
| Диапазон скоростей перемещения стола: | м/мин | 0,05…5,0 |
| Диапазон частот вращения обрабатываемой детали (плавное регулирование): | об/мин | 20…180 |
| Диапазон автоматических подач шлифовального круга: | мм | 0,0025…0,05 |
| Тонкая толчковая подача: | мм | 0,001 |
| Наибольшая величина врезания: | мм | 0,9 |
| Угол поворота верхнего стола: по часовой стрелке против часовой стрелки | град град | 4,5,6 |
| Мощность двигателя привода шлифовального круга: | кВт | 18,5 |
| Наибольшая масса устанавливаемой детали: | кг | |
| Габаритные размеры станка: | мм | 5760…83Д |
| Масса: | кг | 10420…13850 |

Рисунок 5 – Станок вертикальный многооперационный ВМ12-500 NCT2000М
 |
Станок предназначен для высокопроизводительной обработки отверстий и чистового фрезерования сложных криволинейных контуров с автоматической сменой инструмента в серийном производстве в условиях УХЛ4 по ГОСТ - 15150-69.
Станок ВМ12-500 - 3-х координатный вертикальной компоновки. Оснащен устройством числового программного управления класса CNC NCT 2000M. Программируются все перемещения и скорости рабочих органов, смена инструмента, подача смазывающей и охлаждающей жидкости.
В конструкции станка заложены известные и надежные решения, которые обеспечивают высокую стабильность получения размеров при обработке и безотказность. Жесткое основание имеет базовые поверхности для установки стойки и крестового стола.
На стойке монтируется шпиндельная головка, а внутри стойки - магазин на 20 инструментов. На стойке установлены точные шарико-винтовые пары на всех координатах на прецизионных подшипниках в опорах. Направляющие скольжения прямоугольной формы, оснащены накладками с низким коэффициентом трения.
Смена инструмента без автооператора осуществляется посредством 5 взаимодействия шпиндельной головки и магазина инструментов.
Приводы перемещений шпиндельной головки, салазок и стола унифицированы. Станок скомпонован в едином блоке со шкафами электрооборудования.
Станок закрыт ограждением защиты оператора от стружки и смазывающей охлаждающей жидкости, которое имеет раздвижные дверцы для обслуживания и ящики для сбооа стружки.
Таблица 14 – технические требования на станок вертикальный многооперационный ВМ12-500 NCT2000М
| Наименование параметра | Значение |
| Размер рабочей поверхности стола, мм | 500х320 |
| Диаметр отверстия, обрабатываемого на станке по стали, мм: | |
| - сверлом | 1-12 |
| - зенкером, разверткой | 3-40 |
| Перемещение по координатам, мм: | |
| -Х | |
| -Y | |
| -Z | |
| Точность координатных перемещений по осям X', Y', Z, мм: | |
| - при одновременном позиционировании | 0,016 |
| - при двустороннем позиционировании | 0,020 |
| Стабильность позиционирования по координатам X', Y', Z, мм | 0,010 |
| Частота вращения шпинделя, об/мин | 50-5600 |
| Наибольший крутящий момент на шпинделе, Н·м (кгс·м) | 49,5 (4,95) |
| Направление вращения | Реверсивное |
| Скорость рабочих подач по координатам X', Y', Z | 20-2500 |
| Скорость быстрых перемещений по координатам X', Y', Z, мм/мин | |
| Расстояние от рабочей поверхности стола до торца шпинделя, мм: | |
| - наибольшее | |
| - наименьшее | |
| - Площадь станка в плане, м2 | |
| Масса (без УЧПУ), кг |
 2.9 Выбор режущего инструмента
2.9 Выбор режущего инструмента
Таблица 15 - Выбор режущего инструмента
| Наименование | Обозначение |
| Сверло ø14 | ГОСТ 2092-77 |
| Сверло ø 8 | ГОСТ 12121-77 |
| Резец расточной | ГОСТ 18883-73 |
| Резец проходной упорный | ГОСТ 18879-73 |
| Резец канавочный | ГОСТ 18876-73 |
| Фреза концевая | ГОСТ 17026-71 |
| Метчик М16-6Н | 2620-1617 |
| Метчик Rc ¼ | 2680-0016 |
| Метчик М8-7Н | 2620-1219 |
| Протяжка | РГ… |

