




Посадки с натягом (прессовые посадки) предназначены для образования неподвижных соединений. При запрессовке труб или колец (наиболее общий случай) величина натяга складывается из деформации сжатия внутренней трубы и деформации растяжения наружной трубы (рис.8) т.е.
 (10)
(10)
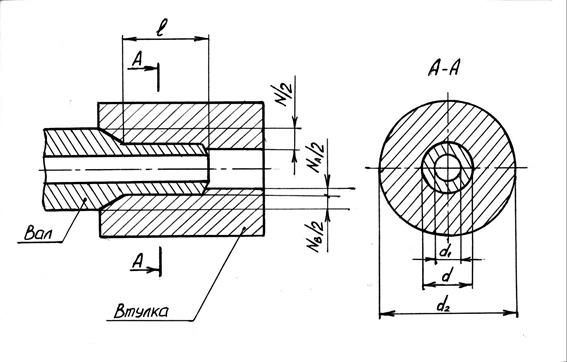
Рис. 6
Упругие силы, вызываемые натягом, создают по поверхности соединения деталей напряжения, препятствующие их взаимному смещению.
Предельные значения натягов выбранной прессовой посадки должны удовлетворять следующим условиям:
При наименьшем натяге должна обеспечиваться прочность соединения, т.е. не должно быть относительного поворота деталей от действия внешнего крутящего момента или осевого усилия, или их совместного действия. Это условие выполнятся, если
 , (11)
, (11)
где  - наибольший прикладываемый к одной детали момент кручения;
- наибольший прикладываемый к одной детали момент кручения;  - момент трения, зависящий от натяга, размеров соединяемых деталей, шероховатости поверхностей и других факторов.
- момент трения, зависящий от натяга, размеров соединяемых деталей, шероховатости поверхностей и других факторов.
При наибольшем натяге должна обеспечиваться прочность соединяемых деталей, т.е. наибольшее напряжение, возникающее в материалах деталей, не должно превышать допустимого значения.
Величину наименьшего натяга при условии, что сопрягаемые поверхности идеально гладкие, рассчитывают по формуле
 , (12)
, (12)
где  - удельное эксплуатационное давление по поверхности контакта, Па;
- удельное эксплуатационное давление по поверхности контакта, Па;  – номинальный диаметр соединения, мм; Ев, Еа – модули упругости материалов соединяемых деталей, для стали
– номинальный диаметр соединения, мм; Ев, Еа – модули упругости материалов соединяемых деталей, для стали  Па; для чугуна
Па; для чугуна  Па; для бронзы и латуни
Па; для бронзы и латуни  Па.
Па.
 ;
;  , (13)
, (13)
где  – геометрические параметры;
– геометрические параметры;  – диаметры соединяемых деталей, мм; (рис. 8);
– диаметры соединяемых деталей, мм; (рис. 8);  - коэффициенты Пуассона для материалов охватываемой и охватыющей детали (табл.6).
- коэффициенты Пуассона для материалов охватываемой и охватыющей детали (табл.6).
Величина удельного контактного эксплуатационного давления определяется (1):
При осевом сдвигающем усилии
 . (14)
. (14)
При крутящем моменте
 . (15)
. (15)
При их совместном воздействии

 (16)
(16)
где  – осевое усилие,
– осевое усилие,  – крутящий момент,
– крутящий момент,  ; d и l - номинальный диаметр и длина соединения,
; d и l - номинальный диаметр и длина соединения,  ; п = 1,5
; п = 1,5  2 - коэффициент запаса прочности соединения на возможные перегрузки и воздействие вибраций; f - коэффициент трения (сцепления).
2 - коэффициент запаса прочности соединения на возможные перегрузки и воздействие вибраций; f - коэффициент трения (сцепления).
В расчетах используют следующие приближенные значения коэффициента трения.
Таблица 5
Значение коэффициентов трения
| Метод Запрессовки | Материал деталей | Смазка | Коэффициент трения сцепления при рас прессовке в момент сдвига | ||
| Охватываемой | Охватывающей | Осевом | Круговом | ||
| Механическая запрессовка | Сталь 30-50 | Сталь 30-50 Чугун СЧ 28-48 Магниево-алюминиевые сплавы Латунь бронза | Машинное масло В сухую | 0,2 0,17 0,09 0,10 0,07 | 0,08 0,09 0,03 0,04 - |
| Нагрев или охлаждение | Сталь 30-50 | Сталь 30-50 Нагрев Охлаждение Чугун СЧ 28-48 Магниево-алюминиевые сплавы Латунь | В сухую | 0,40 0,40 0,18 0,15 0,25 | 0,35 0,16 0,13 0,10 0,17 |
| Сталь 30-50 | Сталь 30-50 Нагрев Охлаждение Чугун СЧ 28-48 Магниево-алюминиевые сплавы Латунь | В сухую | 0,40 0,40 0,18 0,15 0,25 | 0,35 0,16 0,13 0,10 0,17 | |
| Бр ЦС 6-6-3 БрАЖ 9-4 БрАЖ 11-6-6 | Чугун СЧ 15-32 Сталь 45 | - * - | 0,07 0,07 | - - |
Прежде чем приступить к выбору посадки, следует проверить обеспечение прочности соединяемых деталей. Для этого определяют предельное допустимое удельное контактное давление на основе теории наибольших касательных напряжений.
 ;
;
 , (17)
, (17)
где  и
и  - условный предел текучести или предел прочности сопрягаемых отверстий и вала (табл.6);
- условный предел текучести или предел прочности сопрягаемых отверстий и вала (табл.6);  - коэффициент, зависящий от отношения
- коэффициент, зависящий от отношения  и выбираемый по графику (рис.9).
и выбираемый по графику (рис.9).
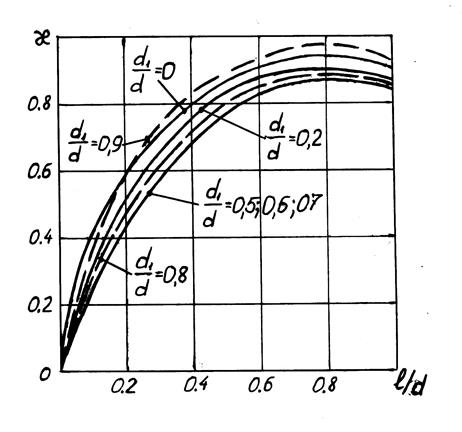
Рис. 7
Наибольший расчетный натяг, при котором возникает наибольшее допускаемое давление Рдоп, находят по формуле:
 ; (18)
; (18)
Таблица 6. Значения  для некоторых материалов
для некоторых материалов
| Марка материала |
 , Па , Па
|

| Марка материала |
, Па
|
|
| Сталь 25 | 2,74 
| 0,3 | Чугун 28-48 | 2,74
| 0,25 |
| Сталь 30 | 2,94
| Бронза БрАЖН 11-6-6 | 3,92
| ||
| Сталь 35 | 3,14
| Латунь ЛМЦОС 58-2-2-2 | 3,43
| ||
| Сталь 45 | 3,53
|
Стандартную посадку выбирают таким образом, чтобы детали не проворачивались относительно друг друга, поэтому

При выборе посадки необходимо учесть, что на прочность соединения вала и отверстия оказывает существенное влияние высота микро неровностей.
Для расчета компенсации влияния микро неровностей применяют следующую формулу:
 (19)
(19)
где  и
и  – коэффициенты, учитывающие величину смятия микронеровностей отверстия и вала (табл.7);
– коэффициенты, учитывающие величину смятия микронеровностей отверстия и вала (табл.7);
 ,
,  – высота неровностей поверхностей отверстия и вала (табл.8)
– высота неровностей поверхностей отверстия и вала (табл.8)
Таблица 7 Значения коэффициентов К1, К 2
| Метод сборки соединения | Материалы сопрягаемых деталей | ||
| Сталь | Сталь и чугун | Бронза и сталь | |
| Механическая без смазки | 0,5 | 0,15 | 0,7 |
| Механическая с смазкой | 0,25 | 0,15 | 0,7 |
| С нагревом охватывающей детали | 0,4 | 0,35 | 0,85 |
| С охлаждением вала | 0,6 | 0,35 | 0,85 |
Таблица 8
Выбор величин неровностей
| Номинальные размеры, мм | Валы | Отверстия | |||||||||
| S5 R5 | h6 p6 r6 t7 u7 | h7 s7 | u8 x8 z8 | H6 | H7 R7 | H8 U8 | H9 | ||||
| Rz, мкм | |||||||||||
| От 1 до 3 | 0,8 | 1,6 | 1,6 | 6,3 | 1,6 | 3,2 | 3,2 | 6,3 | |||
| Свыше 3 до 6 | 1,6 | 3,2 | |||||||||
| 6 до 10 | |||||||||||
| 10 до 18 | 3,2 | 3,2 | 6,3 | 6,3 | |||||||
| 18 до 30 | 6,3 | ||||||||||
| 30 до 50 | 3,2 | ||||||||||
| 50 до 80 | |||||||||||
| 80 до 120 | 6,3 | 6,3 | |||||||||
| 120 до 180 | |||||||||||
| 180 до 160 | 6,3 | ||||||||||
| 260 до 360 | |||||||||||
| 360 до 500 | |||||||||||
Таким образом, значения натягов при выборе посадок:

Величина натяга может зависеть от температуры при эксплуатации, неоднородности физико-химических свойств материалов, отклонения формы сопрягаемых поверхностей, которые здесь при расчетах не учтены. В случае необходимости использовать вышеуказанные рекомендации (3).
Пример 2
Обосновать выбор посадки с натягом в соединении кронштейна кулака (отверстия) и трубы при воздействии крутящего момента  и силы
и силы
 кН, действующей в осевом направлении, при следующих данных: d = 100 мм; d1 = 80 мм; d2 = 125мм; l = 80 мм.
кН, действующей в осевом направлении, при следующих данных: d = 100 мм; d1 = 80 мм; d2 = 125мм; l = 80 мм.
Материал обеих деталей – сталь 35, запрессовка механическая.
Решение: 1. Определяем эксплуатационное удельное давление на поверхности из условия обеспечения прочности соединения по формуле (16)

2. Для обеспечения прочности соединяемых деталей определяем максимальное допустимое удельное контактное давление  , при котором отсутствует пластическая деформация на контактных поверхностях деталей по формуле 17:
, при котором отсутствует пластическая деформация на контактных поверхностях деталей по формуле 17:


В качестве берется наименьшее из двух значений (17).
3. Определяем предельные значения натягов по формулам (12,18):


4. Рассчитываем поправку на смятие микронеровностей сопрягаемых поверхностей по формуле (19) 
По таблице 7,8 принимаем  ;
;

5. Выбираем стандартную посадку по ГОСТ 25347-82, при этом должны быть выполнены условия (20).
Стандартная посадка Ø 
Для этой посадки  , т.е. выдержано условие, предъявляемое формулами (20).
, т.е. выдержано условие, предъявляемое формулами (20).
В случае отсутствия стандартной посадки, удовлетворяющей расчетным величинам натягов, выбирают посадку с натягом, близким к расчетным данным и применяют дополнительное крепление.

