




контроль осуществляется следующим образом: (в массовом производстве) из всего количества или раз в два часа берется небольшая выборка изделий X=Σxi/n;R=Xmax-Xmin
предварительно строится контрольная 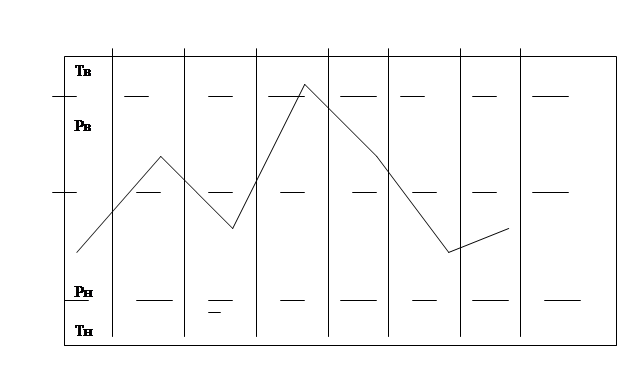
Тн,Тв- нижняя и верхняя границы поля допуска
Рн, Рв- нижняя и верхняя предупредительные границы
Рассчитанные средние значения показываются на контрольной карте. Если средние значения находятся в пределах предупредительных границ, то вся изготовленная за это время продукция принимается. В случае выхода за предупредительную границу процесс останавливается, проводится его регулировка, а вся выпущенная за это время продукция полностью проверяется.
Рн=Тн+А*γ Рв=Тн-А*γ
γ- половина поля допуска
А- коэффициент, зависящий от размера выборки
СКК не применяется для продукции, которая может быть опасной для человека.
Эффективность СКК: сокращение затрат на контроле, сокращение штата контролеров, создаеся возможность для регулирования производства, как правило, неполадки обнаруживаются и устраняются до появления брака, создается возможность наглядного изображения тенденций изменения качества, повышается ответственность исполнителей.
Жизненный цикл изделия и СОНТ.
Цикл жизни машины непосредственно в производстве охватывает период от начала промышленного выпуска, его наращивания, стабилизации и, наконец, спада выпуска до полного прекращения производства данных изделий. Таким образом, рассматривая промышленный выпуск новых изделий, можно установить несколько характерных зон от освоения и начала промышленного производства до снятия с производства,определяемого появлением более конкурентоспособных изделий и моральным старением данного изделия.
Жизненный цикл изделий состоит из целого ряда стадий, этапов и отдельных работ, выполняемых для обеспечения его существования. Стадия жизненного цикла - условно выделяемая его часть, характеризующая спецификой направленности работ,производимых на этой стадии,и конечными результатами. Жизненный цикл делится на следующие стадии: исследование и проектирование; изготовление, обращение и реализация; эксплуатация или потребление. Более детально примерную схему полного жизненного цикла изделий отражает рисунок

Рисунок 2.1 – Характерные зоны промышленного выпуска изделия.
Блоки 1—4 (научно-исследовательские работы, техническое задание, проектно-конструкторские работы, технологическая подготовка и освоение производства) формируют - систему создания освоения новой техники (СОНТ). Это совокупность взаимосвязанных процессов, обеспечивающих научную, конструкторскую, технологическую и организационную готовность предприятия (объединения) к выпуску нового изделия заданного уровня качества. В процессе СОНТ устанавливаются плановый объем выпуска, сроки окончания всех стадий и этапов подготовки и освоения производства, уровень необходимых затрат.
При недостаточной концентрации материальных и трудовых ресурсов, недостаточно глубоких и всесторонних научно-исследовательских работах, слабом развитии опытно-конструкторской базы, недостаточном внимании к унификации и стандартизации, автоматизированным методам проектирования процессы СОНТ приводят к запуску в производство морально устаревших конструкций изделий. Наоборот, при применении прогрессивных методов стадий СОНТ плановый выпуск достигается вовремя и снятие с производства осуществляется без больших потерь для народного производства.

