




| n50, 10-6 м²/с | |||||||
| n | 1.9 | 2.5 | 2.6 | 2.7 | 2.8 | 2.9 | 3.0 |
Таблица 42 – Значение коэффициента трения при установившемся процессе распрессовки или проворачивания
| Метод запрессовки | Материал детали | Коэффициент трения-сцепления при распрессовке в момент сдвига f | ||
| охватываемой (вала) | охватывающей (отверстия) | осевом | круговом | |
| Механическая запрессовка со смазкой (машинное масло) | Сталь | Сталь | 0,2 | 0,08 |
| Сталь | Чугун | 0,17 | 0,09 | |
| Механическая запрессовка без смазки | Сталь | Сталь | 0,24 | 0,14 |
| Сталь | Чугун | 0,18 | 0,12 | |
| Сталь | Латунь | 0,10 | 0,04 | |
| Сталь | Бронза | 0,07 | - | |
| Сталь | Магниево-алюминиевые сплавы | 0,09 | 0,03 | |
| Нагрев | Сталь | Сталь | 0,40 | 0,35 |
| Сталь | Чугун | 0,18 | 0,13 | |
| Сталь | Магниево-алюминиевые сплавы | 0,15 | 0,1 | |
| Сталь | Латунь | 0,25 | 0,1 | |
| Бронза | Чугун | 0,07 | - | |
| Бронза | Сталь | 0,07 | - | |
| Охлаждение | Сталь | Сталь | 0,40 | 0,16 |
Таблица 43 – Значение предела текучести Gt различных марок
Стали и чугуна
| Марка стали | Gt, МПа | Марка чугуна | Gt, МПа |
| Сталь 30 | Сч 20 | ||
| Сталь 35 | Сч 21 | ||
| Сталь 40 | Сч 24 | ||
| Сталь 45 | Сч 25 | ||
| Сталь 50 | Кч 33-8 | ||
| Сталь 30Г | Сч 35 | ||
| Сталь 50Г | Сч 10 | ||
| Сталь 60Г | Кч 35-10 | ||
| Сталь 65Г | Кч 37-12 | ||
| Сталь 45X | Кч 45-6 | ||
| Примечание – У чугунов условный технический предел текучести Gt=(0.7 ….0.1)Gp |
Таблица 44 – Значение модуля упругости Е и коэффициента
Пуассона для некоторых материалов
| Материал | Е, Н/m² | 
|
| Сталь и стальное литье | (1,96-2) · 
| 0,3 |
| Чугунное литье | (0,74-1,05) ·
| 0,25 |
| Бронза оловянистая |
0,84·
| 0,35 |
| Латунь Пластмассы | 0,78·
(0,005-0,35) ·
| 0,38 |
Таблица 45 – Значение коэффициентов Ляме С1 и С2 для расчета посадок с натягом
| d1/d н.с. или d н.с. /d2 | 1= 2=0,3
| 1= 2=0,25
| ||
| С1 | С2 | С1 | С2 | |
| 0,00 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 | 0,70 0,72 0,78 0,89 1,08 1,37 1,83 2,62 4,25 9,23 | ~1,3* 1,32 1,38 1,49 1,68 1,97 2,43 3,22 4,85 9,83 | 0,75 0,77 0,83 0,99 1,13 1,42 1,88 2,67 4,30 9,28 | ~1,25* 1,27 1,33 1,45 1,63 1,92 2,37 3,17 4,80 9,78 |
| Примечания – 1.* При d 2>>dн.с.
2.С1 и С2 – коэффициенты пропорциональности между величиной нормальных окружных напряжений на поверхностях соприкосновения и давлением соответственно для охватываемой и охватывающей деталей.
3. 1, 2 - коэффициенты Пуассона для материала охватываемой и охватывающей деталей.
4. d н.с., d1,d2 – соответственно номинальный диаметр соединения, внутренний диаметр полого вала, наружный диаметр втулки.
|
Таблица 46 – Коэффициент линейного расширения материалов
| Материал | -6 α 10 | Материал | -6 α 10 |
| Сталь 30 | 12,6 ± 2 | Чугун | 11 ± 1 |
| Сталь 35 | 11,1 ± 1 | Бронза БрОЦС6-6-3 | 17,2 ± 2 |
| Сталь 40 | 12,4 ± 2 | Бронза Бр АЖ9-4 | 17,8 ± 2 |
| Сталь 45 | 11,6 ± 2 | Латунь ЛАЖМц 66-6-3-2 | 18,7 ± 2 |
| Сталь 50 | 12 ± 1 | Латунь ЛМцОС 58-2-2-2 | 17 ± 1 |
Таблица 47 – Значения коэффициентов К, Кд, Кd, учитывающих величины смятия микронеровностей поверхностей отверстия втулки и вала при запрессовке
| Метод сборки соединения | К* | Кд | Кd |
| материал сопрягаемых деталей | |||
| сталь и чугун | бронза или сталь | ||
| Механическая запрессовка при нормальной температуре: | 0,1 - 0,2 | 0,6 - 0,8 | |
| - без смазки - со смазкой | 0,25 - 0,50 0,25 - 0,35 | ||
| С нагревом охватывающей детали | 0,4 - 0,5 | 0,3 - 0,4 | 0,8 - 0,9 |
| С охлаждением вала | 0,6 - 0,7 | ||
| Примечание – *Значения коэффициента К для материалов с одинаковыми механи-ческими свойствами |
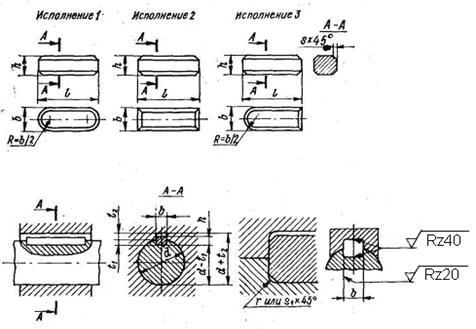
Таблица 48 – Основные размеры соединений с призматическими шпонками ГОСТ 23360-78
| |||||||||||
| Диаметр вала d | Номинальные размеры шпонки | Номинальные размеры паза | |||||||||
b  h h
| фаска s | интервалы длин l | глубина | радиус закругления s1*45º | |||||||
| max | min | от | до | на валу t1 | во втулке t2 | max | min | ||||
| От 6 до 8 Св 8 >10 > 10>12 | 2 2
3 3
4 4
| 0.25 | 0.16 | 1,2 1,8 2,5 | 1,0 1,4 1,8 | 0,16 | 0,08 | ||||
| Св 12 до 17 > 17 > 22 > 22 > 30 | 5 5
6 6
8 7
| 0,40 | 0,25 | 3,0 3,5 4,0 | 2,3 2,8 3,3 | 0,25 | 0,16 | ||||
| Св 30 до 38 > 38 > 44 > 44 > 50 > 50 > 58 > 58 > 65 | 10 8
12 8
14 9
16 10
18 11
| 0,60 | 0,40 | 5,0 5,0 5,5 6,0 7,0 | 3,3 3,3 3,8 4,3 4,4 | 0,4 | 0,25 | ||||
| Св 65 до 75 > 75 > 85 > 85 > 95 > 95 > 110 > 110 > 130 | 20 12
22 14
25 14
28 16
32 18
| 0,80 | 0,60 | 7,5 9,0 9,0 10,0 11,0 | 4,9 5,4 5,4 6,4 7,4 | 0,6 | 0,4 | ||||
| Св 130 до 150 > 150 > 170 > 170 > 200 > 200 > 230 | 36 20
40 22
45 25
50 28
| 1,20 | 1,00 | 12,0 13,0 15,0 17,0 | 8,4 9,4 10,4 11,4 | 1,0 | 0,7 | ||||
| Окончание таблицы 48 | ||||||||||||
| Диаметр вала d | Номинальные размеры шпонки | Номинальные размеры паза | ||||||||||
|
b h
| фаска s | интервалы длин l | глубина | радиус закругле-ния s1*45º | ||||||||
| max | min | от | до | на валу t1 | во втулке t2 | max | min | |||||
| Св 230 до 260 > 260 > 290 > 290 > 330 | 56 32
63 32
70 36
| 2,00 | 1,60 | 20,0 20,0 22,0 | 12,4 12,4 14,4 | 1,6 | 1,2 | |||||
| Св 330 до 380 > 380 > 440 > 440 > 500 | 80 40
90 45
100 50
| 3,00 | 2,50 | 25,0 28,0 31,0 | 15,4 17,4 19,5 | 2,5 | 2,0 | |||||
| Примечания – 1. ГОСТ 23360-78 не распространяется на шпоночные соединения, применяемые для крепления режущего инструмента. 2. Длины шпонок должны выбираться из ряда: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400, 450, 500. 3. Допускается применять шпонки с длиной, выходящей за пределы диапазона длин, указанного в таблице. 4. Материал – сталь чистотянутая для шпонок по ГОСТ 8786-68 или другая с временным сопротивлением разрыву не менее 590 МН/м². 5. Указания по шероховатости поверхности на рисунке в данной таблице не стандартизированы. 6. На рабочем чертеже проставляется один размер для вала t1 (предпочтительный вариант) или d-t1 и для втулки d+t2 . 7. В ответственных шпоночных соединениях сопряжения дна паза с боковыми сторонами выполняются по радиусу r, значение и предельные отклонения которого указываются на рабочем чертеже. 8. В отдельных обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т.д.) допускается применять меньшие размеры сечений стандартных шпонок на валах больших диаметров, за исключением выходных концов валов. 9. Пример условного обозначения призматической шпонки исполнения l с размерами b=18 мм h=11 мм l=100 мм: Шпонка 18х11х100 ГОСТ 23360-78 Пример условного обозначения такой же шпонки исполнения 2 (3): Шпонка 2 (3) 18х11х100 ГОСТ 23360-78 | ||||||||||||
Таблица 49 – Предельные отклонения несопрягаемых размеров соединения с призматическими шпонками
| Элемент соединения | Предельные отклонения размера | ||||
| высота h | длинна l | глубина (или проставляемый на чертеже размер) на валу t1(или d-t1)*и на втулке t2 (или d+t2) | |||
| при h, мм | |||||
| от 2 до 6 | от 6 до 18 | св. 18 до 50 | |||
| Шпонка | h11, h9 ** | h14 | - | - | - |
| Паз | - | H15 | +0,1 | +0,2 | +0,3 |
| * Для указанного размера те же предельные отклонения назначаются со знаком минус. ** При h=2÷6 мм. |
Таблица 50 – Предельные отклонения по ширине b шпоночных соединений с призматическими шпонками (по ГОСТ 26360-78) и ориентировочное назначение посадок
| Элемент соединения | Предельные отклонения размера b при соединении | ||||||
| любом | свободном | нормальном | плотном | ||||
| на валу | во втулке | на валу | во втулке | на валу | во втулке | ||
| Шпонка Паз | h9 - | - H9 | - D10 | - N9 | - Js9 | - P9 | - P9 |
| Для ширины пазов вала и втулки допускаются любые сочетания указанных выше полей допусков | |||||||
| Ширина шпонки Ширина паза на валу Ширина паза во втулке | h9 Р9 Js9 | h9 N9 D10*; Js9 | h9 H9*; N9 D10 | ||||
| Назначение посадок | Для единичного и серийного производства | Для серийного и массового производства | Для направляю-щих шпонок | ||||

| |||||||
| *Рекомендуется для соединений с длинными шпонками (l >2d). Перед применением желательна опытная проверка. Примечание – Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала Н11, если это не влияет на работоспособность соединения. |
Таблица 51– Допуски несопрягаемых размеров в соединениях с
призматическими шпонками (по ГОСТ 23360-78)
| Несопрягаемые размеры | Поля допусков |
| Высота шпонки | h11 |
| Длина шпонки | h14 |
| Длина шпоночного паза на валу | H15 |
| Длина шпоночного паза во втулке | H15 |
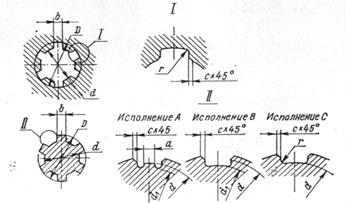
Таблица 52 – Размеры прямобочных шлицевых соединений (по ГОСТ- 1139-80)
| ||||||||
 (z- число зубьев) (z- число зубьев)
| b | d1 | a | c | r, не более | SF, мм³/мм | ||
| не менее | номинальный размер | предельное отклонение | ||||||
| Легкая серия | ||||||||
6  23 26 23 26
| 22,1 | 3,54 | 0,3 | +0,2 | 0,2 | |||
| 6 26 30
| 24,6 | 3,85 | 0,3 | +0,2 | 0,2 | |||
| 6 28 32
| 26,7 | 4,03 | 0,3 | +0,2 | 0,2 | |||
| 8 32 36
| 30,4 | 2,71 | 0,4 | +0,2 | 0,3 | |||
| 8 36 40
| 34,5 | 3,46 | 0,4 | +0,2 | 0,3 | |||
| 8 42 46
| 40,4 | 5,03 | 0,4 | +0,2 | 0,3 | |||
| 8 46 50
| 44,6 | 5,75 | 0,4 | +0,2 | 0,3 | |||
| 8 52 58
| 49,7 | 4,89 | 0,5 | +0,3 | 0,5 | |||
| 8 56 62
| 53,8 | 6,38 | 0,5 | +0,3 | 0,5 | |||
| 8 62 68
| 59,8 | 7,31 | 0,5 | +0,3 | 0,5 | |||
| 10 72 78
| 69,6 | 5,45 | 0,5 | +0,3 | 0,5 | |||
| 10 82 88
| 79,3 | 8,62 | 0,5 | +0,3 | 0,5 | |||
| 10 92 98
| 89,4 | 10,08 | 0,5 | +0,3 | 0,5 | |||
| 10 102 108
| 99,9 | 11,49 | 0,5 | +0,3 | 0,5 | |||
| 10 112 120
| 108,8 | 10,72 | 0,5 | +0,3 | 0,5 | |||
| Средняя серия | ||||||||
| 6 11 14
| 3,0 | 9,9 | - | 0,3 | +0,2 | 0,2 | ||
| 6 13 16
| 3,5 | 12,0 | - | 0,3 | +0,2 | 0,2 | ||
| 6 16 20
| 4,0 | 14,5 | - | 0,3 | +0,2 | 0,2 | ||
| 6 18 22
| 5,0 | 16,7 | - | 0,3 | +0,2 | 0,2 | ||
| 6 21 25
| 5,0 | 19,5 | 1,95 | 0,3 | +0,2 | 0,2 | ||
| 6 23 28
| 6,0 | 21,3 | 1,34 | 0,3 | +0,2 | 0,2 | ||
| Продолжение таблицы 52 | |||||||
| (z- число зубьев)
| b | d1 | a | c | r, не более | SF, мм³/мм | |
| не менее | номинальный размер | предельное отклонение | |||||
6  26 32 26 32
| 6,0 | 23,4 | 1,65 | 0,4 | +0,2 | 0,3 | |
| 6 28 34
| 7,0 | 25,9 | 1,70 | 0,4 | +0,2 | 0,3 | |
| 8 32 38
| 6,0 | 29,4 | - | 0,4 | +0,2 | 0,3 | |
| 8 36 42
| 7,0 | 33,5 | 1,02 | 0,4 | +0,2 | 0,3 | |
| 8 42 48
| 8,0 | 39,5 | 0,4 | +0,2 | 0,3 | ||
| 8 46 54
| 9,0 | 42,7 | - | 0,5 | +0,3 | 0,5 | |
| 8 52 60
| 10,0 | 48,7 | 2,44 | 0,5 | +0,3 | 0,5 | |
| 8 56 65
| 10,0 | 52,2 | 2,50 | 0,5 | +0,3 | 0,5 | |
| 8 62 72
| 12,0 | 57,8 | 2,40 | 0,5 | +0,3 | 0,5 | |
| 10 72 82
| 12,0 | 67,4 | - | 0,5 | +0,3 | 0,5 | |
| 10 82 92
| 12,0 | 77,1 | 3,00 | 0,5 | +0,3 | 0,5 | |
| 10 92 102
| 14,0 | 87,3 | 4,50 | 0,5 | +0,3 | 0,5 | |
| 10 102 112
| 16,0 | 97,7 | 6,30 | 0,5 | +0,3 | 0,5 | |
| 10 112 125
| 16,0 | 106,3 | 4,40 | 0,5 | +0,3 | 0,5 | |
| Тяжелая серия | |||||||
| 10 16 20
| 2,5 | 14,1 | 0,3 | +0,2 | 0,2 | ||
| 10 18 23
| 3,0 | 15,6 | 0,3 | +0,2 | 0,2 | ||
| 10 21 26
| 3,0 | 18,5 | 0,3 | +0,2 | 0,2 | ||
| 10 23 29
| 4,0 | 20,3 | 0,3 | +0,2 | 0,2 | ||
| 10 26 32
| 4,0 | 23,0 | 0,4 | +0,2 | 0,3 | ||
| 10 28 35
| 4,0 | 24,4 | 0,4 | +0,2 | 0,3 | ||
| 10 32 40
| 5,0 | 28,0 | 0,4 | +0,2 | 0,3 | ||
| 10 36 45
| 5,0 | 31,3 | 0,4 | +0,2 | 0,3 | ||
| 10 42 52
| 6,0 | 36,9 | 0,4 | +0,2 | 0,3 | ||
| 10 46 56
| 7,0 | 40,9 | 0,5 | +0,3 | 0,5 | ||
| 16 52 60
| 5,0 | 47,0 | 0,5 | +0,3 | 0,5 | ||
| 16 56 65
| 5,0 | 50,6 | 0,5 | +0,3 | 0,5 | ||
| 16 62 72
| 6,0 | 56,1 | 0,5 | +0,3 | 0,5 | ||
| 16 72 82
| 7,0 | 65,9 | 0,5 | +0,3 | 0,5 | ||
| 20 82 92
| 6,0 | 75,6 | 0,5 | +0,3 | 0,5 | ||
| 20 92 102
| 7,0 | 85,5 | 0,5 | +0,3 | 0,5 | ||
| 20 102 115
| 8,0 | 94,0 | 0,5 | +0,3 | 0,5 | ||
| 20 112 125
| 9,0 | 104,0 | 0,5 | +0,3 | 0,5 | ||
| Примечания – 1. Боковые стороны зубьев вала должны быть параллельны оси симметрии зуба до пересечения с окружностью диаметра d. 2. Фаска у пазов отверстия втулки может быть заменена закруглением радиуса f. 3. Размер а в соединениях легкой и средней серий дан для валов исполнения А. 4. Валы исполнения А тяжелой серии, как правило, методом обкатывания не изготовляются. 5. При центрировании по внутреннему диаметру валы изготовляются в исполне-нии А и С, при центрировании по наружному диаметру и боковым сторонам — в исполнении В. 6. Размеры, приведенные в таблице, не распространяются на специальные шлицевые соединения. |
Таблица 53 – Рекомендуемые поля допусков и посадки для размеров D и b при центрировании по D (по ГОСТ 1139-80)
| Поля допусков | Посадки | |
| Втулки | Вала | |
| Для размера D | ||
| Н7 | f7; g6; h7; js6; n6 | 
|
| H8 | e8 | 
|
| Для размера b | ||
| F8 | d9; e8; f7; f8; h8; h9;js7 | 
|
| D9 | d9; e8; f7; h8; h9;js7 | 
|
| Примечания – 1. Кроме указанных посадок допускаются и другие; 2. Сочетание посадок по размерам D и b стандартом не регламентировано (устанавливается конструктором); 3. Посадки, заключенные в рамку, являются предпочтительными; посадки, указанные в скобках, по возможности не применять; 4. Поле допуска h9 применяется при чистовом фрезировании незакаленных шлицевых валов; 5. При повышенных требованиях к точности допускается применение соседнего, более точного квалитета. |
Таблица 54 – Выбор посадок для различных способов центрирования
| Поверхность, по которой производят центрирование | Подвижность соединения | Реверсивность передачи | Посадка | |||
| по центриру-ющему диаметру | по нецентрирую-щему диаметру | по боко-вым сторо-нам | ||||
| d | Подвижное | Нереверсируемая | H7/f7 | H12/a11 | F10/e9 | |
| Реверсируемая | H7/g6 | D9/h9 | ||||
| D | Неподвижное | Нереверсируемая | H7/js6 | - | F8/f8 | |
| Реверсируемая | H7/n6 | - | F8/js7 | |||
| b | Неподвижное | - | d | D | F8/js7 | |
| - | H12/a11 |
Таблица 55 – Рекомендуемые поля допусков и посадки для размеров d и b при центрировании по d (по ГОСТ 1139-80)
| Поля допусков | Посадки | |
| Втулки | Вала | |
| Для размера d | ||
| Н7 | f7; g6; h7; js6; js7; n6 | 
|
| H8 | e8 |
|
| Для размера b | ||
| F8 | f7; f8; h7; js7; k7 | 
|
| H8 | h7; h8; js7 | 
|
| D9 | e8; f8; e9;h9;k7 | 
|
| F10 | e8; f8; h7; e9; h9; js7; k7 | 
|
| Примечания – 1. См. примечания к таблице 53 (кроме п.2); 2. Сочетание посадок по размерам d и b стандартом не регламентировано (устанавливается конструктором); 3. Поле F10 рекомендуется только для закаленных нешлифованных втулок. |
Таблица 56 – Рекомендуемые поля допусков и посадки для размера b при
центрировании по b (по ГОСТ- 1139-80)
| Поля допусков | Посадки | |
| Втулки | Вала | |
| F8 | d9; e8; f8; e9; h9;js7 | 
|
| D9 | d9; e8; f8; e9;h9; js7; k7 | 
|
| F10 | d9; e8; f8; e9; h9; k7 | 
|
| Примечания – 1. См. примечания к таблице 53 (кроме п. 2, 4); 2. Поле е9 рекомендуется для незакаленных сталей |
Таблица 57 – Поля допусков не центрирующих размеров
(по ГОСТ- 1139-80)
| Не центрирующий диаметр | Вид центрирования | Поле допуска | |
| Вала | Втулки | ||
| d | По D и b | См d1 в табл. 52 | Н11 |
| D | По d и b | а11 | Н12 |
Таблица 58 – Точность размеров, формы и взаимного расположения поверхностей. Подшипники шариковые и роликовые радиальные и шариковые радиально-упорные. Кольца внутренние (по ГОСТ 520-89)
| Номинальный диаметр отверстия d,мм | Диаметр отверстия | Ширина кольца Вs единичная | Непостоянство Vdp единичного диаметра для серий диаметров | Непостоянство Vdmp среднего диаметра | Радиальное биение кольца Kia | Торцевое биение кольца Sd | Осевое биение дорожки качения Sia *** | Непостоянство ширины кольца VBs | ||||||||||
| средний dmp | единичный ds | |||||||||||||||||
| 0; 8; | 1; | 2(5); 3(6); | ||||||||||||||||
| Отклонения, мкм | ||||||||||||||||||
| ∆dmp | ∆*ds | ∆Bs | Не более | |||||||||||||||
| верхнее | нижнее | верхнее | нижнее | верхнее | нижнее | нижнее** | ||||||||||||
| Класс точности 0 | ||||||||||||||||||
| От 0,6 до 2,5 | -8 | +1 | -9 | -40 | - | |||||||||||||
| Св. 2,5» 10 | -8 | +2 | - 10 | -120 | -250 | |||||||||||||
| » 10» 18 | -8 | +3 | -11 | - 120 | -250 | |||||||||||||
| » 18» 30 | -10 | +3 | - 13 | - 120 | -250 | |||||||||||||
| » 30» 50 | - 12 | +3 | - 15 | - 120 | -250 | |||||||||||||
| » 50» 80 | -15 | +4 | -19 | -150 | -380 | |||||||||||||
| » 80» 120 | -20 | +5 | -25 | -200 | -380 | |||||||||||||
| » 120» 180 | -25 | +6 | -31 | -250 | -500 | |||||||||||||
| »180» 250 | -30 | +8 | -38 | -300 | -500 | |||||||||||||
| Класс точности 6 | ||||||||||||||||||
| От 0,6 до 2,5 | -7 | + 1 | -8 | -40 | — | |||||||||||||
| Св. 2,5» 10 | -7 | + 1 | -8 | -120 | -250 | |||||||||||||
| » 10» 18 | -7 | +1 | -8 | -120 | -250 | |||||||||||||
| » 18» 30 | -8 | + 1 | -9 | -120 | -250 | б | ||||||||||||
| Окончание таблицы 58 | ||||||||||||||||||
| Номинальный диаметр верстия d,мм | Диаметр отверстия | Ширина кольца Вs единичная | Непостоянство Vdp единичного диаметра для серий диаметров | Непостоянство Vdmp среднего диаметра | Радиальное биение кольца Kia | Торцевое биение кольца Sd | Осевое биение дорожки качения Sia *** | Непостоянство ширины кольца VBs | ||||||||||
| средний dmp | единичный ds | |||||||||||||||||
| 0; 8; | 1; | 2(5); 3(6); | ||||||||||||||||
| Отклонения, мкм | ||||||||||||||||||
| ∆dmp | ∆*ds | ∆Bs | Не более | |||||||||||||||
| верхнее | нижнее | верхнее | нижнее | верхнее | нижнее | нижнее** | ||||||||||||
| Класс точности 0 | ||||||||||||||||||
| » 30» 50 | -10 | +1 | -11 | -120 | -250 | .10 | ||||||||||||
| » 50» 80 | -12 | +2 | -14 | -150 | -380 | |||||||||||||
| » 80» 120 | -15 | +3 | -18 | -200 | -380 | 1.1 | ||||||||||||
| » 120» 180 | -18 | +3 | -21 | -250 | -500 | |||||||||||||
| » 180» 250 | -22 | +4 | -26 | -300 | -500 | |||||||||||||
| * При двухточечном измерении для подшипников классов точности 0, 6, 5, 4, 2 серии диаметров 8, 9, 1, 2(5), 3(6) (4 – для классов точности 0, 6, 5, 4, а также серия диаметров 7 для классов 5, 4), причем для серии диаметров 8, 9 - d < 10мм, 1 – d < 40мм (класс точности 0), d < 60мм (класс точности 6), для серии 2(5) – d < 180мм (класс точности 0). ** Для колец, предназначенных для сдвоенных или комплектных подшипников классов точности 0, 6, 5, 4. *** Для шариковых радиальных и радиально-упорных подшипников (кроме сферических). Примечание – 1. Принятые обозначения: - ∆ dmp - отклонение среднего диаметра отверстия в единичном сечении, ∆ dmp = dmp-d; ∆ds - отклонение единичного диаметра отверстия, ∆ ds = ds-d; ∆Bs - отклонение единичной ширины кольца, ∆Bs = Bs-B (В – номинальная ширина кольца). 2. Для подшипников классов точности 0, 6 наибольший предельный размер ши-рины внутреннего кольца подшипников с коническим отверстием не должен превышать номинальный размер. 3. Для подшипников классов точности 0, 6 непостоянство ширины внутренних колец с коническим отверстием сферических подшипников не контролируют. 4. Радиальное биение внутренних колец подшипников 0-го класса с коническим отверстием, предназначенных для монтажа на закрепительных и стяжных втулках, не должно превышать 150% значений, указанных в таблице, а значение ∆ dmp устанавливается со знаком «плюс» и равно 300% табличного значения. При этом непостоянство диаметра отверстия не должно превышать поле допуска диаметра отверстия. 5. Для подшипников классов точности 6, 5, 4 при использовании отклонения ∆ ds непостоянство единичного диаметра (только для 5-го и 4-го классов точности) и конусообразность отверстия шариковых и роликовых подшипников – не более 50% допуска на dmp. 6. Отклонения размеров и точность вращения с d > 250мм по ГОСТ 520-89. | ||||||||||||||||||
Таблица 59 – Точность размеров, формы и взаимного расположения поверхностей. Подшипники

