




1. ќпредел€етс€ ведуща€ операци€ производственного процесса.
¬едущей операцией следует считать ту, у которой отношение подготовительно-заключительного к штучному времени €вл€етс€ максимальным:
 → max.
→ max.
2. –ассчитываетс€ минимальный размер партии деталей (n  ) по ведущей операции:
) по ведущей операции:
n =  ÷
÷  ≈ n,
≈ n,
где  − процент допустимых потерь на переналадку оборудовани€, %.
− процент допустимых потерь на переналадку оборудовани€, %.
3. ќпредел€етс€ периодичность запуска-выпуска партий деталей в обработку (R  ):
):
R =  ,
,
где  − величина партии деталей, равна€ еЄ минимальной величине, округлЄнной до ближайшего целого числа, шт.
− величина партии деталей, равна€ еЄ минимальной величине, округлЄнной до ближайшего целого числа, шт.
 − среднесуточна€ потребность в данной детали, шт/дн.
− среднесуточна€ потребность в данной детали, шт/дн.
ƒл€ упрощени€ ќѕѕ целесообразно унифицировать полученные значени€ периодичности запуска.
–екомендуютс€ следующие унифицированные величины периодичности изготовлени€ деталей: 3 мес€ца, 1 мес€ц, 10 рабочих дней, 5 рабочих дней, 2,5 рабочих дн€ (R  ).
).
ѕри этом размер партии устанавливаетс€ исход€ из нормативной (унифицированной) периодичности запуска (выпуска), прин€той на соответствующем производственном участке, т.е. = ∙  .
.
¬ случае если дл€ обработки деталей примен€етс€ оборудование, не требующее значительного времени на наладку, отправным критерием при установлении нормативной величины партии должна служить непрерывность выполнени€ каждой операции − не менее смены. ѕри этом дл€ наиболее производительной операции технологического процесса размер партии будет как минимум равен сменной или полусменной выработке деталей при высокой производительности соответствующего оборудовани€.
ѕродолжительность обработки партии деталей в данном случае рекомендуетс€ определ€ть по наиболее трудоЄмким операци€м, дл€ того чтобы избежать чрезмерного увеличени€ длительности производственного цикла.
¬ результате последующей корректировки размера партии еЄ величину привод€т в соответствие с потребностью в детал€х дл€ выполнени€ программы выпуска.
ƒл€ обеспечени€ периодического изготовлени€ деталей необходимо стремитьс€ к тому, чтобы установленный размер партии укладывалс€ в объЄме производственного задани€ целое число раз или был кратен этой величине.
“актом выпуска (ч) называетс€ период времени между выпуском двух смежных деталей с поточной линии. “акт выпуска измер€етс€ в дн€х, недел€х, часах, минутах.
–итм выпуска (R) Ц промежуток времени между выпуском двух смежных транспортных (передаточных) партий с поточной линии.
«ависимость между величиной партии и периодом еЄ повторений в производстве (R) выражаетс€ так:
R =  ,
,
где N Ц программа запуска (выпуска) за планируемый период “(дн).
ƒлительность производственного цикла (“)
ѕроизводственным циклом изготовлени€ детали называетс€ календарное врем€, в течение которого она изготавливаетс€, начина€ от запуска исходного сырь€ или материала на 1-ю операцию и конча€ выпуском готовой продукции.
ƒлительность производственного цикла складываетс€:
- из технологического времени, т.е. времени, непосредственно затрачиваемого на изготовление продукции;
|
|
|
- времени межоперационной межцеховой транспортировки издели€;
- времени межоперационного и окончательного контрол€;
- времени межоперационного пролЄживани€ издели€ в ожидании освобождени€ оборудовани€.
¬ серийном производстве “ определ€етс€ по парти€м или серии.
–азличают: “ цикла операции; “ цикла в пределах цеха; “ цикла по предпри€тию в целом.
ќбща€ длительность производственного цикла издели€ определ€етс€ циклом ведущей детали.
ƒлительность цикла сборки узла, в который входит ведуща€ деталь, определ€етс€ длительностью общей сборки издели€, начина€ от времени поступлени€ в сборку ведущего узла.
–асчЄт длительности производственного цикла необходим дл€ определени€ сроков запуска изделий в обработку при заданных сроках его выпуска, расчЄтов времени опережени€, определени€ размеров производственных заделов, размеров оборотных средств в незавершЄнном производстве.
алендарным опережением называетс€ величина календарного времени от запланированной даты выпуска серий изделий до запуска деталей или узлов на определЄнной стадии производства.
ѕо опережени€м можно определить, за сколько дней до выпуска готового издели€ должна быть запущена в обработку парти€ данных деталей на каждой технологической стадии производства. ¬еличина опережени€ может быть выражена в дн€х, в издели€х или в пор€дковых номерах изделий, которые присваиваютс€ также комплектам заготовок, узлов.
¬еличина опережени€ слагаетс€ из длительности производственного цикла и резервного времени, обеспечивающего своевременное начало работ на последующей фазе процесса при возникновении каких-либо перебоев.
ќпережение может рассчитыватьс€ как по запуску детали по каждому цеху, так и по выпуску еЄ цехом.
ќпережение рассчитываютс€ по отдельным цехам и детал€м издели€.
¬рем€ опережени€ на запуск ( ) определ€етс€ как сумма длительности изготовлени€ детали (издели€) во всех цехах, включа€ и цех дл€ которого рассчитываетс€ врем€ опережени€, а также резервное врем€ во всех цехах, т.е. врем€ опережени€ на запуск заготовительного цеха относительно сборочного равно длительности цикла изготовлени€ детали (издели€).
) определ€етс€ как сумма длительности изготовлени€ детали (издели€) во всех цехах, включа€ и цех дл€ которого рассчитываетс€ врем€ опережени€, а также резервное врем€ во всех цехах, т.е. врем€ опережени€ на запуск заготовительного цеха относительно сборочного равно длительности цикла изготовлени€ детали (издели€).
¬рем€ опережени€ на выпуск ( ) рассчитываетс€ как сумма длительности изготовлени€ детали (издели€) во всех цехах, следующих за цехом, дл€ которого рассчитываетс€ врем€ опережени€, и резервного времени во всех цехах (включа€ цех, дл€ которого рассчитываетс€ врем€ опережени€).
) рассчитываетс€ как сумма длительности изготовлени€ детали (издели€) во всех цехах, следующих за цехом, дл€ которого рассчитываетс€ врем€ опережени€, и резервного времени во всех цехах (включа€ цех, дл€ которого рассчитываетс€ врем€ опережени€).
√рафически расчЄт времени опережени€ представлен на рис. 6

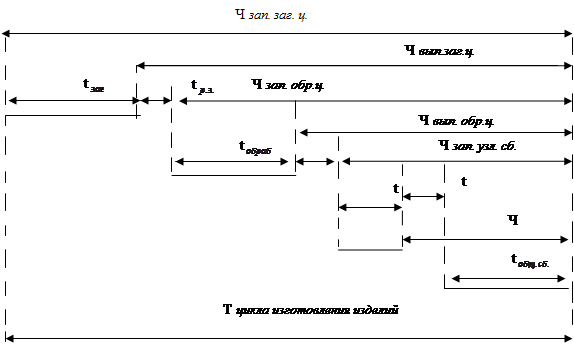
–ис. 6. –асчЄт времени опережени€ по изделию,
где „ зап. i Ц врем€ опережени€ на запуск в i-м цехе;
„ вып.i Ц врем€ опережени€ на выпуск в i-м цехе;
t  Ц резервное врем€ в i-м цехе.
Ц резервное врем€ в i-м цехе.
–асчЄты опережени€ запуска-выпуска необходимы дл€ того, чтобы определить частные сроки запуска и выпуска деталей, что необходимо дл€ своевременного комплектного обеспечени€ любого цеха заготовками и детал€ми и своевременного выпуска продукции.
¬виду того, что в каждом цехе возможны отключени€ от нормального хода производства по разным причинам (поломка оборудовани€, невыход рабочего и др.), вследствие чего удлин€етс€ производственный цикл, то необходимо предусматривать страховые сроки в межцеховом опережении, в результате чего образуютс€ страховые запасы деталей.
«аделами называютс€ заготовки, полуфабрикаты и детали в процессе их обработки, готовые детали и узлы, наход€щиес€ на всех стади€х производственного процесса.
|
|
|
«аделы необходимы дл€ обеспечени€ непрерывности производственного процесса и ритмичного выпуска продукции.
ќбщий размер производственного задела складываетс€ из внутрицеховых и межцеховых заделов.
¬нутрицеховые заделы бывают:
- технологический;
-транспортный;
- страховой;
- межоперационный оборотный.
технологическим ( ) относ€тс€ заделы на рабочих местах, размер которых на каждом рабочем месте равен установленной партии, то есть числу деталей, подлежащих одновременно обработке в соответствии с технологическим процессом:
) относ€тс€ заделы на рабочих местах, размер которых на каждом рабочем месте равен установленной партии, то есть числу деталей, подлежащих одновременно обработке в соответствии с технологическим процессом:
 ,
,
где − величина технологического задела, шт.;
 − общее число рабочих мест на участке (цехе);
− общее число рабочих мест на участке (цехе);
 − размер транспортной (передаточной партии).
− размер транспортной (передаточной партии).
“ранспортный задел ( ) включает в себ€ узлы и детали, наход€щиес€ в процессе транспортировки между рабочими местами. –азмер его устанавливают по-разному. ѕри передаче деталей с операции на операцию транспортными парти€ми задел равен величине транспортной партии:
) включает в себ€ узлы и детали, наход€щиес€ в процессе транспортировки между рабочими местами. –азмер его устанавливают по-разному. ѕри передаче деталей с операции на операцию транспортными парти€ми задел равен величине транспортной партии:
 ,
,
где  − величина транспортного задела, шт.
− величина транспортного задела, шт.
ћежоперационный оборотный задел ( ) - задел, возникающий при перерывах в работе одних рабочих мест при продолжающейс€ работе других.
) - задел, возникающий при перерывах в работе одних рабочих мест при продолжающейс€ работе других.
 ,
,
где  − максимальна€ величина межоперационного оборотного задела, шт.
− максимальна€ величина межоперационного оборотного задела, шт.
 − длительность i и (i +1) операций, мин.;
− длительность i и (i +1) операций, мин.;
 ;
;  − количество рабочих мест на i и (i +1) операци€х;
− количество рабочих мест на i и (i +1) операци€х;
 − расчЄтный период времени, при котором количество работающих станков на смежных операци€х остаЄтс€ неизменным, мин.
− расчЄтный период времени, при котором количество работающих станков на смежных операци€х остаЄтс€ неизменным, мин.
—траховые (резервные) заделы ( ) создаютс€ дл€ обеспечени€ рабочих мест заготовками, полуфабрикатами или готовыми детал€ми на случай перерывов в подаче их от питающих рабочих мест, со складов, из цехов.
) создаютс€ дл€ обеспечени€ рабочих мест заготовками, полуфабрикатами или готовыми детал€ми на случай перерывов в подаче их от питающих рабочих мест, со складов, из цехов.
= 4 Ц 5% сменного задани€.
ѕоскольку правильное размещение заделов по отдельным стади€м производственного цикла играет решающую роль в обеспечении ритмичной работы, то расчЄт величины разделов ведЄтс€ отдельно по его составл€ющим.
¬ ќѕѕ чаще всего используетс€ классификаци€ заделов в зависимости от места образовани€. ѕо этому признаку различают заделы цикловые и складские.
÷икловые заделы включают партии узлов, деталей или заготовок, запущенных в производство, но ещЄ незаконченных обработкой на той или иной технологической стадии и наход€щихс€ в цехах на производственных участках, то есть цикловой задел состоит из технологического задела (т.е. задела на рабочих местах) и транспортного задела.
–асчЄт циклового задела производитс€ на основе нормативной величины партий деталей, длительности производственного цикла и планового задани€ по изготовлению данной детали и состоит в определении количества партий одноименных деталей, которые должны находитс€ в процессе обработки в каждый данный момент времени. —редн€€ величина нормативного циклового задела ( ) определ€етс€
) определ€етс€
=  ,
,
где  − длительность производственного цикла изготовлени€ детали;
− длительность производственного цикла изготовлени€ детали;
 − среднесуточна€ потребность сборки в этих детал€х.
− среднесуточна€ потребность сборки в этих детал€х.
—кладской задел состоит из оборотных заделов (складские запасы заготовок, деталей, используемых дл€ повседневного питани€ цехов) и страховых заделов, создаваемых дл€ ликвидации возможных перебоев в производстве. —кладские заделы деталей представл€ют собой переменную величину.
ћинимальный складской задел устанавливаетс€ с учЄтом некоторого резерва на случай возможного опоздани€ изготовлени€ очередной партии.
Ёта часть складского задела соответствует страховому заделу. ќна устанавливаетс€ на основе опытных данных.
ћаксимальный складской задел ( ) равен сумме страховой и оборотной части в момент поступлени€ очередной партии деталей.
) равен сумме страховой и оборотной части в момент поступлени€ очередной партии деталей.
=  ,
,
где  − размер партии изготовлени€ i детали.
− размер партии изготовлени€ i детали.
—редний размер складского задела необходимо рассчитывать дл€ равномерного расходовани€ деталей дл€ питани€, дальнейших технологических стадий производства он определ€етс€:
 =
=  .
.
«аделы, наход€щиес€ на 1-е число планового периода (мес€ца, квартала) в производстве на межцеховых и внутрицеховых складах, называютс€ переход€щими заделами.
|
|
|
ѕереход€щие заделы включают внутрицеховые или цикловые заделы и складские оборотные заделы. (¬ серийном производстве переходный задел выражаетс€ целыми парти€ми).
ѕереход€щий задел складских готовых деталей перед сборкой состоит из 2 частей − оборотной и страховой.
ќборотна€ часть переход€щего складского задела () определ€етс€ при помощи календарного графика изготовлени€ партий деталей. ƒл€ этого количество дней от 1-го числа предсто€щего мес€ца до поступлени€ на склад ближайшей партии деталей ( ) умножаетс€ на среднесуточную потребность сборки в этих детал€х (
) умножаетс€ на среднесуточную потребность сборки в этих детал€х ( ):
):
 .
.
»спользование расчЄтных формул дл€ определени€ величины переход€щих заделов способствует обоснованности ќѕѕ, но не €вл€етс€ гарантией точности самого расчЄта. “олько при составлении календарных планов запуска Ц выпуска деталей можно наиболее точно определить величину переход€щих заделов.
¬ этом случае величина переход€щего оборотного задела устанавливаетс€ путЄм сопоставлени€ календарных сроков запуска-выпуска партий деталей и самих размеров партий в 2 смежных цехах.
¬ переход€щем цикловом заделе будут все партии деталей, которые, согласно графику, допущены в обработку и ещЄ наход€тс€ в производстве на начало планируемого периода.
Ќесмотр€ на элементарную форму определени€ заделов, эти расчЄты целесообразно проводить с помощью персональных компьютеров, так как номенклатура деталей на предпри€тии может достигать нескольких тыс€ч позиций.
–асчЄты переход€щих нормативных заделов ведутс€ раздельно по каждой плановой позиции деталей, изготовл€емых парти€ми, и нос€т единовременный характер. ќни, как правило, провод€тс€ 1 раз в год на производственную программу планируемого года за 10−15 дней до его начала с последующей корректировкой только при резких изменени€х программы или фактического хода производства.
—трахова€ часть переход€щего складского задела устанавливаетс€ в дн€х и определ€етс€ на основе опытных данных предпри€ти€. ќна создаЄтс€ в цел€х компенсации вс€кого рода перебоев в ходе производства и дл€ обеспечени€ непрерывности сборки и выпуска изделий.
“аблица 4.2

