




1.1. ќперативное управление производством в системе управлени€ предпри€тием
ѕриобретение студентами знаний и навыков в рамках дисциплины Ђќперативное управление производствомї направлено на освоение важнейшего инструмента в де€тельности предпри€ти€ Ц конкретизации и доведени€ до непосредственных исполнителей производственной программы и своевременное выполнение договорных об€зательств предпри€тием.
¬ли€ние рынка на хоз€йственное поведение предпри€ти€ про€вл€етс€ через ускорение решени€ р€да технико-экономических, социальных задач, а именно: изменени€ в подходе к ценообразованию, ориентацию производства на реальный спрос, развитие пр€мых межхоз€йственных св€зей, повышение технического уровн€ производства, диверсификацию производства, развитие новых видов услуг.
¬ услови€х рыночных отношений измен€етс€ система показателей, характеризующих экономику предпри€ти€. Ќовые показатели требуют решени€ р€да сложных взаимосв€занных проблем за максимально короткое врем€.
¬ этих услови€х обеспечение гибкого оперативного управлени€ крайне необходимо.
¬ качестве объектов оперативного управлени€ рассматриваютс€ внутренние подразделени€ предпри€ти€ (цехи, участки, рабочие места) и предпри€тие в целом.
¬опросы календарного планировани€ и диспетчеровани€ производства играют важную роль в выполнении договорных об€зательств предпри€ти€, поэтому приобретение студентами навыков по вопросам разработки производственных программ цехов и участков на основе программы предпри€ти€ и обеспечени€ своевременного и качественного выполнени€ договорных об€зательств с партнерами €вл€етс€ важным условием освоени€ вопросов производственного менеджмента.
ќсновное содержание оперативного управлени€ производством (ќ”ѕ) состоит в конкретизации плана выпуска продукции в пространстве и во времени, непрерывном контроле и регулировании его выполнени€.
¬ системе ќ”ѕ традиционно выдел€ют фазы процесса управлени€: 1) планирование, 2) учЄт, 3) контроль, 4) анализ и 5) регулирование. ѕри этом последние 3 фазы − контроль, анализ и регулирование − объедин€ют в функцию диспетчировани€.
ќперативное планирование конкретизирует и обеспечивает выполнение заданий, установленных годовым планом. ѕри этом уточн€ютс€ объЄм и номенклатура продукции, подлежащие изготовлению в заданных периодах.
ƒл€ каждого цеха и его подразделений составл€ютс€ мес€чные и декадные производственные программы, планы-графики.
»нформаци€, получаема€ в ходе реализации производственной программы на рабочих местах, участках и в цехах, отражаетс€ в данных оперативного учЄта.
ќперативный учЄт обеспечивает своевременное и достоверное отражение хода выполнени€ работ и операций, движение заготовок, деталей и изделий по каждому производственному подразделению предпри€ти€.
Ќа основе информации, получаемой в результате оперативного учЄта, реализуетс€ оперативный контроль.
ќперативный контроль производственного процесса подраздел€етс€ на контроль количества и контроль качества выпускаемой продукции и имеет различную степень детализации.
|
|
|
—тепень детализации контрол€ определ€етс€ характером продукции, технологией еЄ изготовлени€, длительностью цикла изготовлени€. “ак, при коротких производственных циклах обычно осуществл€етс€ подетальный и поузловой контроль, при длительных Ц подетально-пооперационный контроль.
«адача контрол€ Ц сопоставление фактических параметров технологии и продукции, данных о ходе производства с плановыми и нормативными величинами.
–езультаты оперативного контрол€ используютс€ дл€ проведени€ анализа.
ќперативный анализ предназначен дл€ своевременной оценки непрерывно измен€ющегос€ хода производства. ќбъектами анализа €вл€ютс€ работа оборудовани€ и рабочих, состо€ние запасов материалов, незавершЄнного производства и др.
¬ результате анализа выдел€ютс€ причины отклонений хода производства от запланированного, предлагаютс€ организационно-технические меропри€ти€ по ликвидации этих причин.
«авершающий этап ќ”ѕ Ц регулирование хода производства проводитс€ на основе результатов контрол€ и анализа. Ќеобходимость его обусловлена случайными отклонени€ми фактического хода производства от планового.
Ћиквидацию некоторых отклонений можно перенести на следующий календарный плановый период, то есть учесть при составлении очередных краткосрочных планов-графиков, сменно-суточных заданий. ѕо отклонени€м, ликвидаци€ которых не может быть перенесена на следующий плановый период, обычно принимаютс€ оперативные диспетчерские решени€.
“аким образом, оперативное управление производством Ц это система обработки информации и прин€ти€ решений, в которой управление реализуетс€ по принципу обратной св€зи.
ѕон€тие Ђоперативное управлениеї возникло в ходе развити€ системы управлени€ производством. ≈щЄ в конце ’I’ века на большинстве предпри€тий система управлени€ была двухуровневой: мастерска€ (участок) подчин€лась непосредственно заводоуправлению. ќсновные функции управлени€, по существу, здесь сводились к оперативному управлению и бухгалтерскому учЄту. –асширение св€зей с поставщиками и потребител€ми потребовало выделени€ коммерческих функций дл€ обратной информации по материально-техническому обеспечению и сбыту продукции.
ѕриблизительно до середины 20-х годов ’’ века все основные функции управлени€ производством были сосредоточены в производственном отделе предпри€ти€. — возрастанием уровн€ централизации планировани€ на предпри€тии выделилась функци€ технико-экономического планировани€ основной службой, реализующим еЄ стал планово-экономический отдел.
“аким образом, одним из направлений борьбы с возрастающей информационной сложностью стала дальнейша€ функциональна€ специализаци€ элементов системы управлени€.
концу 20-х − началу 30-х гг. ’’ века сложилась типична€ дл€ многих предпри€тий функциональна€ структура, в которой система ќ”ѕ играла роль главного приЄмника и источника информации дл€ всех основных служб предпри€ти€.
ƒругой путь борьбы с информационной сложностью Ц выделение нескольких иерархических уровней в системе ќ”ѕ. „исло их зависит от сложности и объЄма производства.
“ак, на крупных промышленных предпри€ти€х в системе ќ”ѕ можно выделить до 6 иерархических уровней (заместитель директора по производству Ц ѕƒќ Ц отдел механообработки литейного производства, обеспечивающий управление группами цехов Ц ѕ–Ѕ цехов Ц начальники участков Ц мастера, и т.п.). „исло уровней, как правило, зависит от того, выдел€ютс€ ли на предпри€тии группы цехов в отделы замкнутого производства, а также от структуры системы внутрицехового управлени€.
|
|
|
‘ункции оперативного контрол€ и регулировани€ распределены между планово-диспетчерским отделом (ѕƒќ), планово-диспетчерским бюро (ѕƒЅ) цехов и линейным управлением цехов.
«адачи и содержание оперативного управлени€ производством на предпри€тии
«адача ќ”ѕ заключаетс€ в обеспечении слаженной и комплектной работы производства по изготовлению и выпуску заданной номенклатуры изделий в установленных объЄмах и сроках при наилучшем использовании всех производственных ресурсов. »сход€ из этого к ќ”ѕ предъ€вл€етс€ р€д требований:
1) обеспечение ритмичного производства и равномерного выпуска продукции, что €вл€етс€ необходимым условием успешного выполнени€ предпри€тием установленного плана по реализации продукции.
ƒл€ этого необходимо создавать предпосылки ритмичной работы во всех звень€х предпри€ти€, разрабатывать календарные графики, обеспечивать слаженный и экономически наиболее эффективный ход производства, равномерное выполнение плана по календарным периодам.
ƒл€ анализа и оценки равномерности выполнени€ плана рекомендуютс€ различные показатели: наиболее простой из них Ц показатель равномерности выпуска продукции, представл€ющий отношение суммы абсолютных величин отклонений от плана по всем равным отрезкам времени к программе выпуска (S  ).
).
 S =
S =  ,
,
где  − планируемый (фактический) выпуск или выработка продукции за равные отрезки времени анализируемого периода в натуральном или трудовом выражении;
− планируемый (фактический) выпуск или выработка продукции за равные отрезки времени анализируемого периода в натуральном или трудовом выражении;
 − план выпуска (или выработки) продукции за отчЄтный период;
− план выпуска (или выработки) продукции за отчЄтный период;
 − число равных отрезков анализируемого периода за равные отрезки в зависимости от типа производства, за которые могут быть прин€ты час, сутки, декада.
− число равных отрезков анализируемого периода за равные отрезки в зависимости от типа производства, за которые могут быть прин€ты час, сутки, декада.
ѕри организации равномерной работы S = 0
ѕод равномерным выпуском продукции понимаетс€ выпуск готовой продукции заводом, цехом (участком) в номенклатуре, качестве и в сроки, установленные по заранее разработанным планам-графикам.
ѕод равномерной работой понимаетс€ изготовление продукции на участке или в цехе строго по календарному плану-графику.
ѕоказатель ритмичности характеризует среднее отклонение фактического распределени€ выпуска (или выработки) продукции по равным отрезкам времени отчЄтного периода от заданного.
–итмична€ работа характеризуетс€ выполнением в равные промежутки времени одинакового или равномерно увеличивающегос€ объЄма работ по всем стади€м и операци€м производственного процесса на всех рабочих местах и участках.
–итмична€ работа по графику характеризуетс€ не только равномерным или равномерно нарастающим выпуском готовой продукции в соответствующих плановому заданию номенклатуре, количеству, качеству и необходимым срокам, но и слаженной согласованной работой всех звеньев завода Ц от заготовительных цехов до финишных операций в выпускающих цехах.
–итмична€ работа предпри€тий и его звеньев требует создани€ или поддерживани€ на должном уровне необходимых заделов, обеспечивающих выполнение не только сменно-суточного задани€, но и бесперебойную работу в дальнейшем.
ѕод ритмичным выпуском понимаетс€ одинаковый или равномерно увеличивающийс€ выпуск соответствующей продукции в равные промежутки времени участком, цехом (заводом).
ќбеспечение ритмичности протекани€ производственного процесса, как правило, рассматриваетс€ в 2 аспектах:
- выпуск в равные промежутки времени одинакового или возрастающего количества продукции;
- ритмичность использовани€ производственных ресурсов, что выражаетс€ в одинаковой загрузке оборудовани€ или рабочих в равные промежутки.
ƒвойственный подход к определению ритмичности производства определ€ет наличие 2 показателей − ритмичность выпуска продукции и ритмичность загрузки оборудовани€.
Ќеритмична€ работа предпри€ти€ ведЄт к значительному недоиспользованию производственных мощностей, что выражаетс€ в просто€х рабочих и недогрузке (перегрузке) оборудовани€, сверхурочной работе и т.п.;
|
|
|
2) ќбеспечение максимального сокращени€ перерывов в движении предметов труда через последовательные фазы технологического процесса, что приводит к так называемой плотности цикла.
ѕрерывность процесса производства характеризуетс€ коэффициентом дискретности (K  ), который представл€ет собой отношение разности длительности производственного цикла (“
), который представл€ет собой отношение разности длительности производственного цикла (“  ) и его технологической части (“
) и его технологической части (“  ) к длительности технологической части производственного цикла:
) к длительности технологической части производственного цикла:
K =  .
.
 ≈сли K 0, что свидетельствует об уменьшении прерывности производственного цикла;
≈сли K 0, что свидетельствует об уменьшении прерывности производственного цикла;
3) обеспечение равномерности и комплектности загрузки оборудовани€, что способствует лучшему использованию оборудовани€ и максимальному выпуску продукции;
4) ќ”ѕ должно обладать достаточной гибкостью, т.е. быстро и чЄтко реагировать на технические и номенклатурные сдвиги в производстве.
1.3. ¬иды оперативного управлени€ производством, структура органов оперативного управлени€ производством
ѕо объекту управлени€ ќ”ѕ раздел€етс€ на межцеховое и внутрицеховое оперативное управление.
ћежцеховое оперативное управление включает установление цехам взаимоув€занных производственных заданий, вытекающих из производственной программы предпри€ти€, и обеспечение согласованности в работе цехов по выполнению этой программы.
¬ процессе межцехового оперативного управлени€ осуществл€етс€ разработка календарных планов-графиков производства предпри€ти€ с разбивкой их по цехам и самосто€тельным подразделени€м, проведение учЄта, контрол€, анализа и регулировани€ их работы.
ќсновное содержание межцехового оперативного управлени€ сводитс€ к следующему:
- разработка сводного календарного плана производства по предпри€тию в целом;
- разработка цеховых планов-графиков производства продукции;
- расчЄт календарно-плановых нормативов;
- согласование сроков поставки материалов, заготовок, деталей, узлов из цеха в цех;
- оперативный учЄт хода выполнени€ графика и контроль за ходом выполнени€ производственных заданий цехов;
- регулирование хода производства в цехах.
¬ задачи внутрицехового оперативного управлени€ входит организаци€ выполнени€ производственных заданий, установленных цеху, путЄм их детализации и доведени€ до производственных участков и отдельных рабочих мест, разработки календарных планов-графиков и оперативных заданий на короткие отрезки времени (декада, недел€, сутки), а также путЄм текущей работы по оперативной подготовке производства, оперативному контролю и регулированию хода производства.
¬ ходе внутрицехового оперативного управлени€ осуществл€етс€ разработка, детализаци€ и уточнение календарных заданий, полученных подразделением, и доведение их до каждого рабочего места.
ќсновное содержание внутрицехового оперативного управлени€ сводитс€ к следующему:
- разработка детализированного плана-графика цеха;
- разработка и выдача участкам цеха мес€чных, декадных (недельных), суточных календарных заданий;
- разработка и выдача сменно-суточных заданий и доведение их до рабочих мест;
- оперативна€ подготовка, текущий учЄт и контроль хода выполнени€ заданий;
- регулирование хода производства в низовых подразделени€х.
¬сЄ это свидетельствует о важной роли ќ”ѕ в де€тельности предпри€ти€, повышении его эффективности.
ѕрименение вычислительной техники, программных продуктов, технических средств размножени€ и передачи информации резко сокращает трудоЄмкость оперативно-плановой работы, позвол€ет при необходимости в кратчайшие сроки корректировать графики движени€ производства, координиру€ работу всех звеньев предпри€ти€.
‘ункции ќ”ѕ на предпри€тии осуществл€ет производственно (планово)-диспетчерский отдел (ѕƒќ), который €вл€етс€ самосто€тельным структурным подразделением и находитс€ в непосредственном подчинении заместител€ директора по производству.
|
|
|
¬ своЄм составе ѕƒќ может иметь:
- бюро оперативного планировани€;
- бюро кооперации;
- бюро диспетчировани€;
- бюро запуска;
- планово-диспетчерское бюро (ѕƒЅ);
- склады ѕƒќ;
- пульт.
ѕримерна€ структура органов оперативного планировани€ и регулировани€ производства приведена на рис. 1.
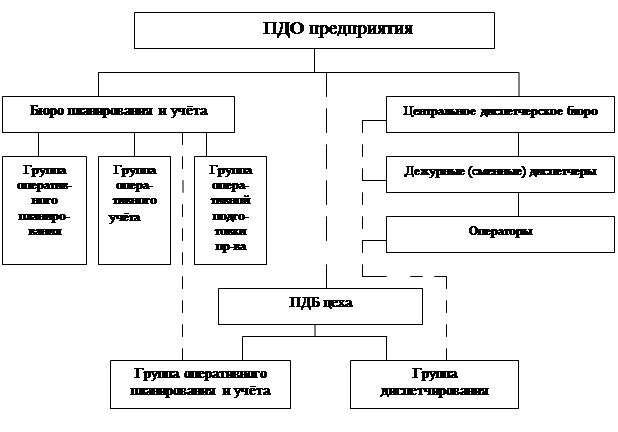

--------------- - оперативна€ св€зь
__________ - административное подчинение
–ис. 1. —труктура органов оперативного планировани€ и регулировани€ производства предпри€ти€
ѕƒЅ цехов пр€мо подчин€ютс€ заместителю начальника отдела по планированию и организации производства цеха, а функционально Ц бюро оперативного планировани€ ѕƒќ.
–ассмотрим функции указанных подразделений.
Ѕюро оперативного планировани€ занимаетс€ разработкой годовых, квартальных и мес€чных планов-графиков изготовлени€ и сдачи продукции и доводит их в установленные сроки до всех подразделений;
- производит рассмотрение и анализ за€вок, замечаний, предложений, претензий и разногласий подразделений, возникших при проработке проектов планов, с целью координации и взаимосв€зи номенклатуры работ и сроков планов подготовки производства и материально-технического обеспечени€ с оперативными планами производства цехов, а также оперативных планов производства смежных цехов;
- ведЄт учЄт выполнени€ цехами планов производства по объЄму производства и основной номенклатуре;
- осуществл€ет расчЄт календарно-плановых нормативов;
- осуществл€ет методическое руководство работой производственно-диспетчерских бюро (ѕƒЅ) цехов и совершенствованием внутрицехового управлени€ производством;
- производит оценку выполнени€ цехами планов производства на мес€ц.
Ѕюро кооперации обеспечивает необходимую межцеховую производственную кооперацию, организу€ и контролиру€ правильное осуществление межцеховых св€зей;
- составл€ет графики межцеховой кооперации;
- руководит работой центрального склада комплектации;
- осуществл€ет контроль за поступлением технологической и технической документации, нормативов и документов, необходимых дл€ планировани€.
Ѕюро диспетчировани€ осуществл€ет на основе ежедневного учЄта диспетчерский контроль выполнени€ номенклатурных планов производства и контроль выполнени€ прин€тых решений, заказов, распор€жений по устранению причин и последствий отрицательных отклонений хода производства от плана;
- проводит оперативный контроль за обеспечением цехов материалами, заготовками, комплектующими издели€ми, инструментом, оснасткой и материально-техническими ресурсами;
- организует и проводит диспетчерские совещани€.
Ѕюро запуска осуществл€ет запуск в производство деталей и узлов заданной номенклатуры изделий на плановый период с учЄтом опережени€ их запуска;
- осуществл€ет контроль за продвижением деталей на всех этапах их обработки в соответствии с длительностью производственного цикла;
- осуществл€ет контроль за состо€нием и комплектностью незавершЄнного производства.
ѕроизводственно-диспетчерские бюро (ѕƒЅ) цехов составл€ют мес€чные производственные программы дл€ производственных участков цеха;
- осуществл€ют контроль за своевременной разработкой и доведением до участков сменно-суточных заданий по запуску и выпуску деталей, узлов и агрегатов в соответствии с заданной цеху программой и номенклатурой;
- разрабатывают меропри€ти€ по совершенствованию организации обслуживани€ рабочих мест и работы внутрицехового транспорта;
- ведут работу по освоению новых изделий, деталей;
- разрабатывают и внедр€ют в цехе наиболее рациональную систему и методику внутрицехового планировани€ и оперативного учЄта производства;
- обеспечивают выполнение всех распор€жений, инструкций и положений в области оперативно-производственного планировани€.
—клады ѕƒќ осуществл€ют хранение материалов, заготовок, узлов, комплектующих деталей, потребность в которых чаще всего возникает при нарушени€х нормального хода производства на предпри€тии.
¬месте с тем организационна€ структура службы оперативного управлени€ данных строитс€ с использованием методов функционально-стоимостного анализа (‘—ј). ¬ насто€щее врем€ далеко не на всех предпри€ти€х можно наблюдать должный пор€док в этих вопросах. ѕоэтому необходимо функции управлени€ приблизить к местам непосредственного протекани€ производственных процессов.
Ќа предпри€тии службу оперативного управлени€ должен возглавл€ть единый руководитель на уровне заместител€ генерального директора (чаще всего Ц по производству). ¬ его подчинении должны находитс€:
- все производства;
|
|
|
- функциональные подразделени€ общезаводского управлени€ (производственно-диспетчерский отдел (ѕƒќ)), отделы кооперации, маркетинга, организации и анализа производства.
¬едущий Ц это ѕƒќ.
‘ункции ѕƒќ:
- оперативное планирование выпуска продукции, составление графиков запуска-выпуска деталей, сборочных единиц, потребностей в материалах, покупных издели€х, кооперированных детал€х, инструменте, оснастке;
- контроль выполнени€ графиков;
- контроль состо€ни€ незавершЄнного производства, включа€ запасы на ÷ —;
- оперативное регулирование (диспетчеризаци€) изготовлени€ продукции и всех полуфабрикатов собственного производства.
Ќа цеховом уровне должны работать:
- производственно-диспетчерские бюро (ѕƒЅ), в состав которых могут входить группы диспетчеризации межцехового движени€ деталей, диспетчеризации операций, диспетчеризации материального обеспечени€;
- планово-экономические бюро (ѕЁЅ), зан€тые анализом выполнени€ текущих и оперативных планов, вы€влением резервов производства, формулирование рекомендаций дл€ ѕƒЅ по улучшению экономических показателей, разработкой внутрицеховых норм и нормативов, экономическим стимулированием.
¬ажным представл€етс€ организаци€ на заводском уровне отдела организации и анализа, который может состо€ть из трЄх групп (бюро):
- разработки, анализа и совершенствовани€ нормативов;
- анализа использовани€ производственных ресурсов;
- анализа производственных отношений цехов и других подразделений предпри€ти€.
—егодн€ эти группы разрознены, не укомплектованы подготовленными кадрами.
—ложившиес€ линейные (управление Ђпо издели€мї) или функциональные (управление Ђпо фазамї) структуры оперативного управлени€ зачастую не обеспечивают решени€ проблем оперативного управлени€.
“ак, линейна€ структура провоцирует конфликты между группами и приводит к бесконтрольности в использовании ресурсов, а функциональна€ структура вызывает трудности в согласовании конкретных целей. ¬ этом плане матричные структуры представл€ютс€ более прогрессивными (см. рис. 2).


–ис. 2. ѕример матричной структуры службы оперативного управлени€
ѕереход к организационным структурам управлени€ матричного типа позволит устранить отрывочность, спонтанность, нецеленаправленность оперативного управлени€ и обеспечит повышение эффективности производства и своевременное и качественное выполнение договорных об€зательств.
ќперативно-производственное планирование на предпри€тии
÷ентральным звеном всей системы ќ”ѕ €вл€етс€ оперативно-производственное планирование (ќѕѕ), которое включает в себ€ следующие основные элементы:
- выбор и обоснование планово-учЄтных единиц (ѕ”≈);
- календарно-плановые расчЄты движени€ производства;
- расчЄты загрузки оборудовани€ и площадей (объЄмные расчЄты);
- разработка календарных графиков изготовлени€ и выпуска продукции;
- установление оперативных производственных заданий цехам, участникам и рабочим местам;
- оперативна€ подготовка производства.
—ущество выбора планово-учЄтных единиц (ѕ”≈) состоит в разумном укрупнении или, наоборот, детализации номенклатуры производственной программы применительно к каждому уровню ќѕѕ и ќ”ѕ Ц от более крупных единиц на общезаводском уровне (заказ, машинокомплект, групповой комплект) до более мелких на уровне цеха, участка (деталь, операци€).
—уть установлени€ календарно-плановых нормативов ( ѕЌ) (парти€ изделий, длительность производственного цикла, врем€ опережени€, заделы и т.д.) состоит, в конечном счЄте, в нормировании хода дискретного производственного процесса во времени.
—одержание календарно-плановых расчЄтов состоит в определении на основе ѕЌ сроков выполнени€ производственных заданий на плановый период в разрезе установленных ѕ”≈ при соблюдении объЄмной загрузки подразделений. »гнорирование календарного плана в практике многих предпри€тий ведЄт к значительным трудност€м на последующих этапах ќ”ѕ. алендарно-плановые расчЄты ( ѕ–) движени€ производства имеют своей целью регламентацию слаженного и согласованного хода работы во всех его звень€х и служат основой установлени€ чЄтких графиков изготовлени€ и выпуска продукции согласно программе.
—остав ѕ– специфичен дл€ каждого типа производства. ѕри этом в услови€х серийного и массового производства эти расчЄты нос€т нормативный характер. ќни устанавливаютс€ на более значительный период времени, чаще год, и корректируютс€ с применением организационно-технических условий.
¬ единичном и мелкосерийном производстве установленные на базе ѕ– графики действуют лишь в течение периода времени изготовлени€ данного заказа. ќднако, если изготавливаютс€ аналогичные заказы, они тоже могут принимать нормативный характер.
ѕ– должны иметь прогрессивный характер. ѕри их разработке следует опиратьс€ на технически обоснованные нормы, передовую технологию и научную организацию труда и производства. Ќа основе ѕ– устанавливаетс€ наиболее эффективный регламент работы и выполнени€ производственной программы. ѕоэтому необходимо осуществл€ть оптимизацию ѕЌ и планов-графиков изготовлени€ и выпуска продукции путЄм применени€ соответствующего программного обеспечени€ и ѕ .
–асчЄты загрузки оборудовани€ и площадей (объЄмные расчЄты) заключаютс€ в определении планируемого объЄма работ, вытекающего из заданной производственной программы, и пропускной способности оборудовани€ и площадей, которыми располагает предпри€тие или его отдельные производственные звень€ и в сопоставлении этих величин, что позвол€ет определить, в какой степени объЄм работ по заданной программе соответствует пропускной способности цехов предпри€ти€, и разработать основные меропри€ти€ по ликвидации Ђузких местї и использовани€ вы€вл€емых резервов.
–азработка календарных графиков изготовлени€ и выпуска продукции необходима дл€ определени€ сроков начала и окончани€ работ по данной детали (изделию, заказу) на каждом рабочем месте (участке, цехе) с учЄтом времени опережени€ в работе заготовительных и обрабатывающих цехов по сравнению со сроками выхода изделий из сборочного цеха и сроками выполнени€ договорных об€зательств. алендарные графики изготовлени€ и выпуска продукции €вл€ютс€ основой при установлении производственных заданий рабочим местам (участкам, цехам).
–азработка оперативных производственных заданий должна обеспечивать согласованную работу производственных подразделений и комплектное обеспечение сборки всеми детал€ми, требующимис€ дл€ выполнени€ производственной программы. –азработка оперативных производственных заданий осуществл€етс€ на основе ѕ– и календарных графиков работ.
ќперативна€ подготовка производства предусматривает обеспечение рабочих мест необходимой документацией (чертежами), материалами, детал€ми (заготовками, узлами), инструментом, оснасткой, исправным оборудованием и т.д.
«авершающим этапом заводского оперативного управлени€, в ходе которого производственные задани€ довод€тс€ до непосредственных исполнителей, €вл€етс€ сменно-суточное планирование.
—менно-суточное планирование Ц наиболее оперативна€ форма планового руководства. —менно-суточные планы конкретизируют на ближайшие сутки задани€ мес€чного плана. ѕри этом принимаетс€ во внимание фактический ход производства, поступившие в цех дополнительные задани€ и вы€вленные резервы увеличени€ выпуска. ƒейственность сменно-суточных планов основываетс€ на заблаговременной оперативной подготовке производства с учЄтом большого количества внешних и внутренних факторов.
—менно-суточное планирование тесно св€зано с первичным учЄтом выработки и движени€ деталей.
¬ процессе выполнени€ плана должны посто€нно осуществл€тьс€ оперативный учЄт, контроль и текущее оперативное руководство ходом производства. ќперативный учЄт необходим руководител€м производства и органам управлени€ дл€ координации и регулировани€ работы производственных звеньев, дл€ предотвращени€ и устранени€ возможных отклонений от графика в цел€х равномерного и комплексного выполнени€ плана.
ќперативно-производственное планирование тесно св€зано с централизованным оперативным контролем и оперативным руководством ходом производства, диспетчерами, которые предполагают непрерывность наблюдени€ и контрол€ за ходом производства на основе точной информации о фактическом выполнении планов-графиков, сменно-суточных заданий и обо всех возникших отклонени€х от плана. —оздание специальной системы оперативной информации основываетс€ на применении современных средств св€зи и сигнализации, обеспечивающих автоматизацию получени€, переработки и передачи информации. —ледует подчеркнуть, что все элементы ќ”ѕ должны быть организованы в систему.
ѕод системой оперативного управлени€ производством надо понимать комплекс органически взаимоув€занных элементов, подчинЄнных единому принципу обеспечени€ согласованного хода производства по равномерному изготовлению и выпуску заданной номенклатуры продукции при наилучшем использовании производственных ресурсов.
—истема ќ”ѕ должна строго соответствовать организованному типу производства. ќсновна€ особенность системы ќ”ѕ заключаетс€ в своеобразном способе ув€зки частичных процессов, выполн€емых отдельными производственными звень€ми, благодар€ которым достигаетс€ слаженный ход производства.
“ема 3. —истемы оперативно-производственного планировани€
3.1. “ребовани€, предъ€вл€емые к системам оперативно-производственного планировани€ (ќѕѕ)
—истемы ќѕѕ должны оцениватьс€ в соответствии со следующими требовани€ми:
1) соответствие примен€емой системы установлению и поддержанию чЄткого ритма в работе предпри€ти€;
2) обеспечение максимально достижимой непрерывности производственных процессов в сочетании с ритмичностью;
3) обеспечение уплотнЄнной и равномерной загрузки оборудовани€ и площадей.
ѕри этом необходимо, чтобы все элементы ќѕѕ полностью соответствовали друг другу по характеру примен€емых показателей, нормативов, методических приЄмов.
—истему ќѕѕ нельз€ построить механически путЄм простого набора различных вариантов выполнени€ отдельных стадий или элементов плановой работы и их произвольного соединени€ друг с другом.
—истема ќѕѕ полностью должна соответствовать конкретным услови€м производства на данном предпри€тии. ѕоэтому важно определить границы целесообразного применени€ каждой системы, так как эффективность примен€емого варианта планировани€, успешность достигаемых на его основе результатов в значительной степени завис€т от того, насколько данна€ система ќѕѕ согласуетс€ с особенност€ми производства.
ћетоды и средства реализации функций ќ”ѕ, примен€емые на предпри€ти€х, весьма существенно различаютс€.
Ёто обусловлено спецификой ќ”ѕ, котора€ заключаетс€ в том, что ќ”ѕ св€зано с внутрипроизводственной информацией, не выход€щей за пределы предпри€ти€. Ёто ведЄт к большому разнообразию всевозможных типов и модификаций примен€емых систем оперативного управлени€.
Ѕазовые системы оперативно-производственного планировани€, их характерные черты и особенности
ќ”ѕ органически св€зано с типом организации производственного процесса. ¬ существующих трЄх основных типах организации производства Ц индивидуальном, серийном (мелкосерийное, среднесерийное, крупносерийное) Ц используютс€ различные системы оперативно-производственного планировани€.
Ќа практике создано много вариантов организации оперативно-плановой работы, которые можно свести к нескольким базовым (основным) системам ќѕѕ.
√лавна€ особенность каждого варианта систем ќѕѕ заключаетс€ в своеобразном способе взаимной ув€зки частичных процессов, выполн€емых отдельными производственными звень€ми, благодар€ которым достигаетс€ слаженный и комплектный ход производства.
–ассмотрим основные характерные особенности базовых систем ќѕѕ.
ѕозаказна€ система основана на установлении и соблюдении сквозных цикловых графиков подготовки каждого заказа к производству и его поэтапного выполнени€ в ув€зке с цикловыми планами по другим заказам.
ƒанна€ система ќѕѕ приспособлена к изготовлению и выпуску изделий в небольшом количестве, поэтому используетс€ в мелкосерийном и индивидуальном типе производства.
ѕланово-учЄтной единицей €вл€етс€ заказ на изготовление 1 или нескольких изделий дл€ сборочных цехов; а дл€ механических и заготовительных цехов Ц комплекта деталей или заготовок на заказ.
¬месте с тем если выпускаютс€ очень крупные и сложные издели€, сборка которых превышает мес€чный период, то целесообразнее примен€ть комплектно-узловую систему планировани€, так как она способствует сокращению пролЄживани€ деталей в незавершЄнном производстве путЄм их передачи на сборку по отдельным этапам еЄ выполнени€.
—истема планировани€ Ђна складї предусматривает организацию изготовлени€ унифицированных узлов и деталей широкой примен€емости укрупнЄнными парти€ми в пор€дке образований и накоплени€ складского запаса, обеспечивающего бесперебойное питание сборки мен€ющейс€ номенклатуры изделий.
ѕланово-учЄтной единицей €вл€етс€ парти€ запуска деталей (узлов) в штуках.
ќбласть применени€ Ц среднесерийное и мелкосерийное производство дл€ деталей и узлов, которые примен€ютс€ во многих издели€х (унифицированные детали и узлы).
—истем Ђ—ерийна€ по опережени€мї основана на согласовании работы всех звеньев производства путЄм распределени€ календарного фонда времени планового периода между работами по сборке и запуску дл€ чередующихс€ серий разных изделий с соблюдением комплектного календарного опережени€ технологических стадий производства.
ѕланово-учЄтной единицей €вл€етс€ сери€ одноименных изделий (деталей или заготовок) комплектующих их сборку.
ќбласть применени€ Ц мелкосерийное производство.
—истема планировани€ по цикловым комплектам предусматривает установление дифференцированных опережений запуска заготовок и детали в обработку поступают путЄм их группировки по совпадению очерЄдности подачи на сборку изделий, схемы технологического маршрута и по длительности цикла изготовлени€.
ѕланово-учЄтна€ единица Ц условно цикловой комплект оригинальных деталей (заготовок по каждому выпускающему изделию).
ќбласть применени€ Ц среднесерийное производство.
—истема планировани€ по комплектовочным номерам основана на установлении комплектных календарных опережений в работе преемственно св€занных цехов (производственных звеньев) по всей номенклатуре изготовл€емых ими деталей (заготовок) применительно к заданным пор€дковым номерам готовых изделий.
ѕланово-учЄтна€ единица Ц машинокомплект деталей или заготовок, изготавливаемых данным цехом. ѕричЄм каждому комплекту присваиваетс€ номер, соответствующий пор€дковому номеру изделий (с начала года), дл€ выпуска которых он предназначен.
ќбласть применени€ Ц среднесерийное производство.
—истема планировани€ по заделам в литературе часто называетс€ Ђсистемой планировани€ –-√ї, т.е. разр€д обеспеченности минус группа опережени€. ќна основана на обеспечении посто€нной насыщенности всех стадий производства полуфабрикатами, детал€ми и узлами на основе строгого соблюдени€ установленного расчЄтного уровн€ неснижаемой части соответствующих заделов по каждой детали (заготовке) применительно к каждому цеху.
ѕланово-учЄтна€ единица Ц условный комплект деталей, заготовок, узлов, обеспечивающий выпуск конечной продукции завода в заданном объЄме на работу в сутки, п€тидневку или на изделие-представитель.
”слови€ применени€ системы планировани€ по заделам своеобразны.
ќна предполагает значительный объЄм, устойчивость и равномерность выпуска продукции, что даЄт возможность планировать в сутко-комплектах без изменени€ их состава, то есть без их пересчЄта в течение более или менее значительного периода времени. Ёта система рассчитана на посто€нную сборку изделий и на необходимость поддерживать на посто€нном неснижаемом уровне заделы деталей и узлов на всех стади€х производства. Ёто позвол€ет как бы Ђсниматьї заделы с учЄта и примен€ть единый график дл€ всех цехов и участков производства, выраженный в сутко-комплектах выпуска конечной продукции.
Ёта система может быть экономически оправдана только при условии непрерывной сборки и выпуска изделий потому, что перерывы в их изготовлении означали бы бесцельное пролЄживание крупных заделов на всех стади€х производства.
ќбласть применени€ Ц крупносерийное производство.
Ёффективное соединение системы планировани€ по комплектовочным номерам и системы планировани€ по заделам образовало систему оперативно-производственного планировани€, известную в литературе под названием Ђсистема непрерывного оперативно-производственного планировани€ї (Ќќѕѕ) (новочеркасский метод), получившую распространение в машиностроении.
ѕартионно-периодическа€ система планировани€ (по стандартам-планам) предусматривает комплектность и сопр€жЄнность работы всех звеньев производства путЄм установлени€ и посто€нного соблюдени€ определЄнной периодичности партионного изготовлени€ деталей и узлов по стандартным календарным расписани€м применительно к требовани€м поточной сборки и выпуска продукции.
ѕланово-учЄтна€ единица Ц парти€ деталей (полуфабрикатов).
ќбласть применени€ Ц массовое и крупносерийное производство.
—истема планировани€ по ритму выпуска предусматривает выравнивание производительности всех производственных звеньев (поточных участков, автоматических линий и т.п.) по расчЄтному такту изготовлени€ и выпуска изделий.
ѕланово-учЄтна€ единица Ц изделие, агрегат, деталь, заготовка.
ќбласть применени€ Ц массовое производство.
—водна€ характеристика базовых систем оперативно-производственного планировани€ представлена в табл. 1.
“аблица 1
—водна€ характеристика базовых систем оперативно-производственного планировани€
| ¬ариан-ты систем плани-ровани€ | ¬ажнейшие элементы систем оперативного планировани€ | “ип производства | |||
| ѕланово-учЄтна€ единица | —остав основных календарно-плановых расчЄтов и нормативов | ѕор€док установлени€ производственных заданий цехам | ћетоды контрол€ хода производства | ||
| ѕозаказ-на€ система плани-ровани€ | «аказ на изготовление одного или нескольких изделий дл€ сборочных цехов, комплект деталей или заготовок дл€ механических и заготови-тельных цехов | ѕостроение циклограммы сборки заказа (узловой и монтажной). –асчЄт производственного цикла ведущих деталей и заготовок, построение циклового графика изготовлени€ изделий, построение сводного графика изготовлени€ издели€, построение сводного графика запуска-выпуска изделий и объЄмно-календарные расчЄты. ќпределение календарных опережений в работе отдельных подразделений (цехов). | ќперативна€ производственна€ программа устанавливаетс€ на основе сводного объЄмно-календарного графика запуска-выпуска изделий и содержит перечень заказов, подлежащих выпуску в текущем мес€це, и перечень заказов, подлежащих выпуску | ѕоэтапный учЄт и контроль хода технической и материальной подготовки к запуску заказов в производство. ќперативный учЄт позаказного комплектовани€ заготовок, готовых деталей и покупных изделий по цикловым графикам. ¬ы€вление фактически выполненного объЄма работ по отдельным заказам и определение состо€ни€ их готовности на конец мес€ца. | ≈диничное |
| —ерийна€ по опере-жени€м | —ери€ одноимЄнных изделий (деталей и заготовок), комплектую-щих еЄ сборку | –аспределение годового выпуска изделий по кварталам и мес€цам и установление целесообразного размера серий по каждому наименованию и разновидности изделий. –асчЄт нормативной продолжительности сборки с учЄтом имеющегос€ фронта работы по еЄ выполнению. ”становление длительности цикла изготовлени€ ведущих деталей (заготовок) по производственным участкам, размеров календарных опережений отдельных технологических стадий к их трудоЄмкости в целом. | —оставление сводного общезаводского календарного плана, определ€ющего очерЄдность и поэтапность сроков изготовлени€ серий с учЄтом состо€ни€ переход€щих заделов от предыдущего периода. ”становление заданий цехам, предусматривающих сроки запуска и выпуска комплектов деталей по сери€м и их сдачу на промежуточный склад | ќперативный учЄт и контроль хода комплектовани€ серий по графику и данным промежуточных складов. ѕроверка своевременности запуска всех деталей (заготовок) данной серии в производство | ћелкосе-рийное |
| —истема Ђна складї | ѕарти€ запуска деталей (узлов) в штуках | —редн€€ потребность в детал€х (узлах) дл€ сборки разных изделий в условную, календарную единицу времени (сутки, недел€ и т.д.). Ёкономически целесообразный размер партии изготовлени€ деталей (узлов). ѕри уровне величины складского запаса. ћинимальный (страховой), максимальный и запас точки заказа, соответствующей сроку запуска партий деталей | ѕроизводственные задани€ устанавливаютс€ в подетальной номенклатуре целыми парти€ми. ќпредел€етс€ календарный график выпуска партий узлов и деталей в очередном периоде их запуска в производство | —истематическое наблюдение за состо€нием складских запасов в соответствии с расчЄтными уровн€ми. онтроль темпов потреблени€ деталей и корректировка производственных заданий по срокам выпуска готовых партий деталей (узлов) | —редне-серийное |
| ѕо цикло-вым ком-плектам | ”словный цикловой комплект оригинальных деталей (заготовок) по каждому выпускаемому изделию | ќпределение циклов сборки и нормативной очерЄдности подачи деталей по еЄ отдельным запасам. ќпределение партий изготовлени€ деталей. –асчЄт длительности производственных циклов изготовлени€ деталей и их группировка в условные (цикловые) комплекты. ”становление нормативных опережений запуска цикловых комплектов по отношению к срокам выпуска готовых изделий | ѕроизводственные задани€ определ€ют по каждому изделию состав цикловых комплектов, подлежащих изготовлению цехом, и сроки их выпуска и запуска в производство (составл€ютс€ с учЄтом состо€ни€ заделов в цикловых комплектах) | онтроль сроков запуска и учЄт выпуска цикловых комплектов по календарному графику | —редне-серийное |
| ѕо комплек-товочным номерам | ћашино-комплект деталей или заготовок, изготовл€емых данным цехом, причЄм комплекту присваива- етс€ номер, соответству-ющий пор€дковому номеру изделий (с начала года), дл€ выпуска которых он предназначен | ѕродолжительность календарных опережений. ƒлительность производственных циклов обработки партий деталей в разных цехах. ¬еличина межцеховых календарных опережений в пересчЄте на количество машинокомплектов (пор€дковых номеров) конечной продукции | «адание определ€етс€ в машинокомплектах путЄм указани€ последнего пор€дкового номера готового издели€, который должен быть обеспечен детал€ми (заготовками) в очередном мес€це с учЄтом календарного опережени€ в работе цехов и соответствующего разрыва в номерах машинокомплектов | “екущий учЄт комплектации деталей (заготовок) на промежуточных складах и ведение сводного графика обеспеченности каждого издели€ в машинокомплектах (по пор€дковым номерам) | —редне-серийное |
| ѕо заделам Ђ–-√ї | ”словный комплект деталей (заготовок, узлов), обеспечива-ющий выпуск конечной продукции завода в заданном объЄме на рабочие сутки, п€тидневку или на изделие -представитель | –асчЄт условного комплекта по обеспечению дневного (п€тидневного) выпуска продукции или издели€-представител€. ќпределение партий обработки деталей (заготовок) в дн€х (п€тидневках) обеспечени€ конечного выпуска в штуках. –асчЄты производственных циклов и нормативных календарных опережений в рабочих сутках (п€тидневках). ќпределение нормативной величины неснижаемых заделов (с учЄтом их страховой части) в штуках и в условных комплектах | ¬се цехи получают одинаковые задани€ по обеспечению конечного выпуска продукции. алендарные сроки определ€ютс€ самим цехом с учЄтом уровн€ заделов по разным детал€м на начало периода | онтроль комплектного хода работы при помощи участковых и цеховых картотек пропорциональ-ности и графика пропорциональ-ности | рупно-серийное |
| ѕарти-онно-перио-дическа€ (по стандарт Цпланам) | ѕарти€ деталей (полуфабри-катов) | Ќормативна€ периодичность изготовлени€ деталей (заготовок) и размеров партий их запуска в производство. –асчЄтна€ длительность производственных циклов партий деталей. Ќормативные календарные графики (стандарт-планы) работы производственных участков и чередование изготовл€емых партий. —тандартные сроки межцеховой передачи заготовок и деталей. Ќормативы цикловых и складских заделов на начало (конец) квартала (мес€ца) | ѕроизводственные задани€ устанавливаютс€ в целых нормативных парти€х деталей (заготовок) с учЄтом уровн€ заделов на начало планового периода. ѕри этом проводитс€ проверочный расчЄт потребности в детал€х Ђцепным методомї, начина€ от выпускающих цехов к заготовительным | онтроль выполнени€ суточного графика выпуска продукции и соблюдени€ стандартного графика межцеховых подач. ¬ случае отставани€ в работе от графика корректировка абсолютного размера партий при сохранении нормативной периодичности либо запуск внеочередной партии | ћассовое, крупно-серийное |
| ѕо ритму выпуска | »зделие, агрегат, деталь, заготовка | –асчЄт такта поточных линий, часового графика работы пр€моточных участков, норм заделов | «адани€ определ€ютс€ в предельной номенклатуре с выделением производства запасных частей, кооперированных поставок и т.п. с учЄтом необходимости поддержани€ заделов на нормативном уровне. √рафик суточного выпуска изделий, узлов, деталей | онтроль суточного и часового графиков выпуска изделий, узлов, деталей. онтроль состо€ни€ заделов | ћассовое |
—истематизаци€ примен€емых вариантов организации оперативно-производственного планировани€ при различных услови€х работы предпри€ти€ может быть представлена на рис. 4.
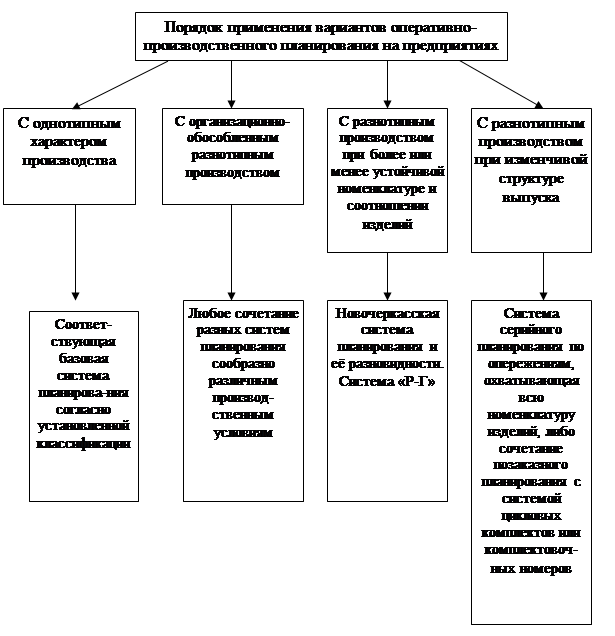

–ис. 4. ѕор€док применени€ вариантов оперативно-производственного планировани€ на предпри€ти€х
3.3 —истема оперативно-производственного планировани€ Ђканбанї (точно в срок)
—истема Ђканбанї разработана в японии и широко примен€етс€ во всем мире, в т. ч. и в нашей стране.
ќсновной принцип данной системы Ц требуемый узел или деталь поставл€ютс€ к месту последующей производственной операции тогда, когда это нужно. ≈сли все существующие до этого системы можно условно назвать Ђвыталкивающимиї, то Ђканбанї можно назвать Ђт€нущейї (или Ђвыт€гивающейї).
‘ункции диспетчеров заказа выполн€ют сами рабочие, использу€ дл€ этого особый знак (металлический треугольник Ц Ђканбанї или др.) с соответствующей информацией (код детали, место изготовлени€ и хранени€, размер партии, место заказа и др.), который передаетс€, использу€ различные движущиес€ элементы производства или информационные системы. –абочие места оборудуютс€ сигнальными системами. ¬ результате производитс€ лишь то, что будет потреблено.
‘ункционирование системы Ђканбанї выдвигает жесткие требовани€ к стабильности технологических процессов и обеспечению практически бездефектного производства. “ребуютс€ большие капиталовложени€ в реорганизацию производства, реконструкцию цехов, повышение уровн€ автоматизации, изменение системы коммуникаций и подъездных путей.
“ем не менее эти затраты окупаютс€ за счЄт более рационального использовани€ материалов, роста производительности и качества продукции (в частности, за счЄт сокращени€ размеров партий, что позвол€ет обнаруживать брак на предшествующих операци€х, предотвраща€ выпуск больших партий дефектной продукции), ликвидации значительных складских помещений и высвобождени€ производственных площадей, сокращени€ оборотных средств.
¬ частности, сокращение Ђоптимальнойї величины партии происходит в системе Ђканбанї в т. ч. благодар€ мерам по сокращению времени и стоимости переналадок оборудовани€, предупредительного обслуживани€ и ремонта оборудовани€.
Ётот факт можно проиллюстрировать графически (см. рис. 5).
Ѕыстрое обнаружение дефектов (брака) ведет к более быстрому вы€влению причин брака (уточнению норм и нормативов); отделению качественной продукции от брака; быстрому реагированию на дефицит (прекращению выпуска брака). ј это все приводит к сокращению отходов материалов; сокращению незавершенного производства (заделов); снижению нерационального расходовани€ рабочего времени, в т.ч. времени на переналадку.

opt opt
0 2 4 6 8 10 12 14 16 18 0 2 3 4 5 6 7 8 9 10
–ис. 5. “радиционна€ система и система Ђканбанї
1 Ц затраты на хранение; 2 Ц затраты на переналадку; 3 Ц общие затраты.
—истема Ђканбанї понимаетс€ сегодн€ именно как Ђкомплексна€ система управлени€, в которой реализуютс€ не только иде€ Ђвыт€гивани€ї, но и:
Ј иде€ тщательного конструировани€ и проектировани€ изделий, нацеленных на конкурентное производство, использующее систему Ђканбанї, типовые подходы, стандартизацию, унификацию, непрерывность предпроизводственных стадий;
Ј иде€ тщательной разработки техпроцессов, нацеленных на специализацию, пропорциональность, балансирование мощности, пр€моточность, параллельность, профилактику, сокращение размера партий;
Ј идею Ђтотального управлени€ качествомї, при котором чрезвычайна высока роль непосредственного рабочего-изготовител€;
Ј идею включени€ поставщиков в общую технологическую линию производства (посещение поставщиков, предоставление рабочих мест представител€м поставщиков (включени€ в свой коллектив), контроль качества у поставщика (передача изделий и комплектующих от рабочих мест поставщика к рабочему месту своего производства, мину€ контроль, склады и др.).
¬сЄ это обеспечивает высокую производительность и эффективность производства.
“ем не менее, данна€ система применима, главным образом, в массовом производстве стандартизированной продукции ограниченной номенклатуры.
“ема 4. Ќормативна€ база оперативно-производственного планировани€
4.1. ќсновные этапы ќѕѕ, его взаимосв€зь с технико-экономическим планированием (“Ёѕ)
–абота по оперативно-производственному планированию (ќѕѕ) начинаетс€ с разработки оперативного планировани€ задани€ предпри€ти€ по выпуску продукции Ц I этап.
II этап Ц разработка мес€чных оперативных программ цехов.
III этап Ц распределение мес€чной программы по производственным участкам цехов и конкретным срокам.
IV этап Ц разработка оперативных плановых заданий на неделю или на декаду.
V. «авершающим этапом ќѕѕ €вл€етс€ текущее планирование на каждые сутки и смену, которое производитс€ путЄм разработки сменно-суточного или сменных заданий.
¬ыдача плана на рабочее место на неделю, декаду, мес€ц вперЄд ведЄтс€ на многих предпри€ти€х.
ƒл€ обеспечени€ качества и непрерывности планировани€ на предпри€тии и в его подразделени€х необходимо чЄтко представл€ть и реализовывать на практике взаимосв€зь технико-экономического и оперативно-производственного планировани€, представленную в табл. 4.1
“аблица 4.1
¬заимосв€зь технико-экономического и оперативно-производственного планировани€
| ѕоказатели | “ехнико-экономическое планирование | ќперативно-производственное планирование |
| 1. ќбъект планировани€ | ¬с€ производственно-хоз€йственна€ де€тельность предпри€ти€, цехов и участков без календарной ув€зки показателей | ѕроизводственна€ программа предпри€ти€, цехов, участков со строго согласованной ув€зкой их работы между собой по календарным отрезкам времени |
| 2. ≈диницы измерени€ | ќбъЄмные, укрупнЄнные, стоимостные, натуральные и т.п. (руб., штуки, тонны) | ‘изические, натуральные, детализированные (пор€дковый номер; парти€ узлов, деталей) |
| 3. —роки планировани€ | ƒлительные периоды времени (5 лет; год; квартал; мес€ц) | ороткие промежутки времени (длительность выполнени€ заказа; текущий мес€ц, недел€, декада, сутки, смена, час) |
| 4. ”в€зка с ресурсами | ќбъЄмна€ ув€зка путЄм сопоставлени€ ресурсов с потребностью за определЄнные периоды времени (5 лет; год; квартал; мес€ц) | алендарна€ ув€зка путЄм сопоставлени€ по конкретному мес€цу, декаде, неделе, суткам, часам, согласованна€ со сроками запуска (выпуска) |
| 5. ѕо методам воздействи€ на производство | освенные методы воздействи€ и анализа хода производства (доведение объЄма производства). | ѕр€мые, директивные путЄм доведени€ до исполнителей графиков хода производства, конкретизированных во времени путЄм непосредственного воздействи€ оперативных распор€жений по ликвидации отклонений хода производства |
¬нутрицеховое ќѕѕ основываетс€ на системе календарных планов загрузки, содержащих распределение работ на мес€ц по рабочим местам и срокам выполнени€.
4.2. алендарно-плановые нормативы, примен€емые в ќѕѕ: их содержание и методика расчЄта
ѕрогрессивность плана предпри€ти€ обеспечиваетс€ прежде всего прогрессивностью уровн€ заложенных в его основу технико-экономических и производственных норм и нормативов, качество разработки которых обеспечивает бесперебойную и ритмичную работу предпри€ти€ и его звеньев.
алендарно-плановые нормативы ( ѕЌ) позвол€ют правильно распредел€ть планируемый объЄм работ производственной программы предпри€ти€ по отдельным отрезкам времени, а также по цехам, участкам и рабочим местам с учЄтом требований равномерности производства. ќни дают возможность своевременно планировать запуск отдельных деталей узлов и изделий в производство с целью обеспечени€ своевременного ритмичного выпуска готовой продукции.
ќдно из главных значений внедрени€ в практику планировани€ системы ѕЌ состоит в том, что на их основе удаЄтс€ создать и поддерживать необходимые нормы и пропорции в незавершЄнном производстве. ѕЌ облегчают оперативный контроль за комплектностью, регламентируют движение продукции в процессе производства, создают услови€ дл€ улучшени€ технико-экономических показателей предпри€ти€, способствуют организации производства с оптимальными заделами, вы€влению резервов производства, сокращению расходов по изготовлению изделий.
ѕри наличии системы ѕЌ становитс€ возможным эффективно использовать в планировании современные средства вычислительной техники и на этой основе повышать уровень и качество плановых расчЄтов путЄм нахождени€ оптимальных решений.
—ледовательно, качество ќѕѕ во многом предопредел€етс€ качеством ѕЌ, обоснованностью их расчЄта и их прогрессивностью.
ћетоды расчЄта ѕЌ завис€т главным образом от номенклатуры и характера продукции, стабильности производственной программы, масштабов выпуска и трудоЄмкости изделий, производственной структуры предпри€ти€ и цехов, уровн€ специализации и кооперировани€ производства.
ћетоды расчЄта ѕЌ должны обеспечивать получение технически и экономически обоснованных исходных данных дл€ ќѕѕ.
¬ ќѕѕ примен€ютс€ следующие основные ѕЌ:
- сери€ изделий;
- парти€ изделий;
- такт выпуска изделий;
- нормативный размер партии запуска-выпуска деталей;
- периодичность запуска-выпуска деталей;
- длительность производственного цикла;
- врем€ опережени€;
- заделы.
–ассмотрим указанные ѕЌ.
ѕод серией изделий понимаетс€ количество конструктивно-однородных изделий, запускаемых в производство по 1 заказу, по которому осуществл€етс€ учЄт затрат и контроль за производством.
ѕартией изделий называют количество одновременно запускаемых на сборку или выпускаемых готовых машин.
≈сли при относительно небольшой трудоЄмкости объЄм выпуска отдельных изделий невелик, то размер партии изделий принимаетс€ равным годовому заданию.
≈сли же количество одноименных изделий, планируемых к выпуску, по годовой программе предпри€ти€ велико, то его следует дробить на несколько партий, приурочива€ их изготовление к различным кварталам и мес€цам на прот€жении года. Ёта задача комплексна€ и решаетс€ на практике эмпирическим подборам с проведением проверочных расчЄтов, показывающих приемлемость либо нецелесообразность намеченного варианта календарного плана производства с точки зрени€ использовани€ оборудовани€ и исход€ из других соображений.
»зучение литературы показало, что в насто€щее врем€ не существует каких-либо формализованных зависимостей или математических выражений, которые могли бы быть использованы в готовом виде дл€ исчислени€ размера партий изделий в услови€х машинной обработки. ѕоэтому расчЄты партий изделий приходитс€ осуществл€ть на основе изучени€ и анализа статистических риалов, то есть практики работы предпри€тий.
¬ каждом конкретном случае в зависимости от характера производства и целого р€да причин могут быть вы€влены и выбраны те или иные размеры партий изделий. ќднако при этом необходимо учитывать следующие принципиальные соображени€:
- по возможности сократить номенклатуру одновременно изготовл€емых изделий, чтобы избежать чрезмерного количества переналадок в производстве и разнообрази€ деталей, наход€щихс€ одновременно в процессе обработки;
- предусмотреть параллельное изготовление тех видов продукции, которые дополн€ют друг друга по структуре трудоЄмкости, обеспечива€ в совокупности достаточно полную и комплектную загрузку оборудовани€ и рабочих;
- планируемый объЄм выпуска должен постепенно возрастать, отража€ динамику повышени€ производительности труда;
- при распределении заданий по выпуску различных изделий в различные кварталы и мес€цы следует учитывать договорные сроки выпуска, а также необходимое врем€ на подготовку производства новых видов продукции;
- сочетание разноименных изделий в мес€чных задани€х должно по возможности иметь устойчивый характер и представл€ть небольшое число вариантов, что способствует ритмичной работе производства и значительно облегчает ќѕѕ;
- размер партии изделий должен быть достаточным дл€ обеспечени€ непрерывной зан€тости рабочих в течение нескольких рабочих дней.
”довлетворение всех этих требований Ц сложна€ многовариантна€ задача, направленна€ на нахождение оптимального варианта компоновки годовой и квартальной программы, позвол€юща€ улучшить экономические показатели работы предпри€ти€.
“рудность решени€ этой задачи требует применени€ персональных компьютеров и методов линейного программировани€.

