




ѕри литье в разовые формы (песчаные и оболочковые) припуск на усадку можно прин€ть равной величине свободной литейной усадке сплава Epsл. ƒл€ чугуна величина свободной литейной усадки Epsл =1%. ѕо полученным чертежам элементов литейных форм можно изготавливать литейно-модельную оснастку (металлические модельные плиты).
ѕодсчет коэффициентов ¬√, ¬“, »ћ
Mдетали= 9.1кг
ћотливки = 1,1ћдетали = 10.01 кг.
¬√ = 0,75 Ц принимаем дл€ ¬„60
ћиспользованного в отливке металла= ћотливки/ ¬√= 10.01 / 0,75=13.34 кг
¬“ = ћдетали/ћ отливки = 9.1/10.01 = 0,91
»ћ = ¬√* ¬“ = 0,75*0,91 = 0,683
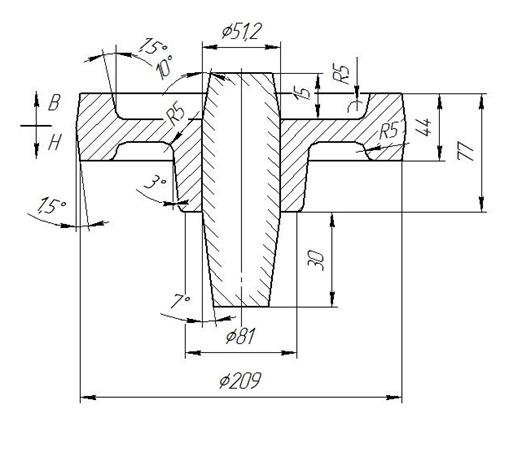
–ис. 3.5. Ёскиз отливки ступицы.
4. јнализ технологичности конструкции отливки
| N | ѕризнаки технологичности | —пособ изготовлени€ | ||
| Ћ | ќ– | |||
| ’орошие литейные свойства | - | |||
| –аспол. отлив. в форме | –асположение отливки в одной полуформе | - | ||
| ѕлоский разъем формы | + | |||
| ћинимальное количество разъемов формы | + | |||
| “ребов. к наружн. поверх. ќтливки | ќтсутствие выступающих частей, мешающих извлечению модели (отливки) из формы | + | ||
| Ќаличие конструктивных уклонов совпадающих с литейными | +/- | |||
| ќтсутствие больших углублений на наружных поверхност€х отливки | + | |||
| “ребов. к внутр. поверх. ќтливки | ћинимальное количество стержней, примен€емых при сборке формы. | + | ||
| ”добство простановки и надежность креплени€ стержней в форме | + | |||
| ”добство вывода газов из стержней и удаление стержней из отливки | + | |||
| “реб. к констр. стенки отливки | ќбеспечение минимально допустимой толщины стенок | + | ||
| ќтсутствие местных скоплений металла | + | |||
| Ќаличие оптимальных размеров скруглений между пересекающимис€ и сопр€гаемыми стенками отливки | + | |||
| ќтсутствие тонких горизонтальных поверхностей большой прот€женности | + | |||
| ћаксимальный выход годного металла | 0.75 | |||
| “реб. к отливке подверг механ. обра- ботке | ’ороша€ обрабатываемость резанием | Kv=1+/- | Kv= 1.7 + | |
| ћаксимальна€ весова€ точность отливки (mдет/mотл) | 0.91 | 0.31 | ||
| –асположение обрабатываемых поверхностей на одном уровне | + | + | ||
| ¬озможность механической обработки отливки за один установ на станке | - | - | ||
| ћинимальна€ шероховатость отливки | - | - | ||
| ћинимальна€ длина обрабатываемых поверхностей отливки | + | - | ||
| ћинимальна€ величина дефектного сло€ на поверхности заготовки | - | + | ||
| Ќизкий уровень внутренних напр€жений в заготовке | + | + | ||
| –авномерна€ высока€ жесткость конструкции | + | + | ||
| ¬озможность контрол€ качества | + | + | ||
| ћаксимальный коэффициент использовани€ металла | 0.683 | 0.31 |
¬ывод
—равнива€ коэффициент использовани€ материала дл€ двух различных способов получени€ одной и той же детали, приходим к выводу, что литье в песчаную форму, €вл€етс€ экономически и технологически более целесообразным в услови€х массового производства. “.к. его »ћ=0.683 (кроме того, часть материала ушедша€ в прибыль подвергаетс€ переплавке и вновь используетс€ в производственном процессе), а »ћ детали, полученной механической обработкой гораздо меньше, 0.31. роме того, хочетс€ заметить, что дл€ данной задачи, в услови€х низкой ответственности и механической нагруженности детали лита€ структура €вл€етс€ более приемлемой.
|
|
|

