




Для пластинчатых цепей профиль зуба звездочек оформляется по ГОСТ 592-81. Сами звездочки изготавливают чаще методом литья из стали Л35 и иногда фрезеруют из листовой стали марок сталь 40, сталь 50. Диаметр делительной окружности звездочки определяют по формуле
 , (5)
, (5)
где  – число зубьев звездочки.
– число зубьев звездочки.
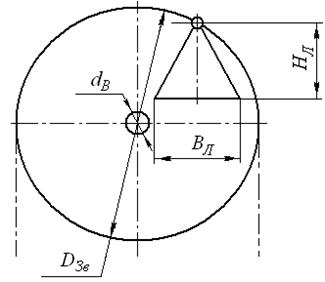
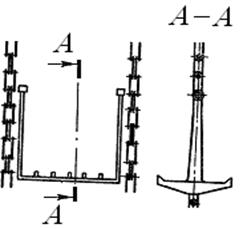
В люлечных элеваторах звездочки должны обеспечивать прохождение люлек над валом (см. рисунок 5). Для этого должно выполняться условие
 , (6)
, (6)
где  – диаметр вала звездочек, можно принять (50-70) мм;
– диаметр вала звездочек, можно принять (50-70) мм;
 и
и  – высота и ширина люльки, соответственно, мм.
– высота и ширина люльки, соответственно, мм.
|
| Рисунок 5 – Схема прохождения люльки над валом |
По выражению (6) из условия равенства рассчитывается ориентиро- вочный диаметр звездочки  , затем рассчитывается число зубьев звездочки
, затем рассчитывается число зубьев звездочки  по формуле
по формуле
 + (8-10). (7)
+ (8-10). (7)
Далее по формуле (5) с точностью до сотых долей миллиметра рассчитывается точный диаметр звездочки.
Люльки
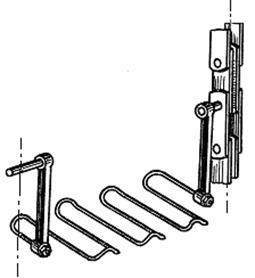
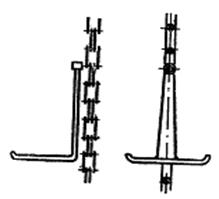
В люлечных элеваторах грузонесущими органами являются люльки. Люльки шарнирно подвешиваются к цепи и сохраняют вертикальность подвески на всех участках трассы (см. рисунок 6). Если конвейер двухцепной, люлька подвешивается между цепями на оси или полуосях (см. рисунок 6 а, б, в). У одноцепного конвейера люльки подвешиваются консольно (см. рисунок 6 г). Конструкция люлек и размеры определяются размерами и массой транспортируемых грузов. Люлька должна быть прочной, легкой, недорогой и несложной в изготовлении. Ее устройство должно обеспечивать удобную загрузку и выгрузку. В случае применения автоматической загрузки и разгрузки дно люльки обычно выполняется в виде гребенки, между зубьями которой могут проходить зубья загрузочных и разгрузочных устройств (см. рисунок 6 б). При ручной загрузке и разгрузке дно люльки выполняют в виде сплошной или решетчатой полки.
Отдельные элементы люлек изготавливают из стальной или дюралюминиевой проволоки. Диаметр проволоки зависит от массы транспортируемого груза, укладываемого в люльку. Если масса грузов больше (10-20) кг, то детали люльки можно выполнять из уголков или круглых прутков.
Расстояние между люльками или шаг люлек определяют ориентировочно по формуле
 , (8)
, (8)
где v – скорость транспортирования груза, м/с;
Z – штучная производительность, шт/час;
n – количество изделий в люльке.
Окончательное значение tЛ принимается исходя из того, что крепление люлек производят в шарнирах цепи, а значит шаг люлек должен быть кратен двойному шагу цепи tЦ
 , (9)
, (9)
где i – любое целое число.

|
| |
| а) | б) | |
|
| |
| в) | г) | |
| Рисунок 6 – Люльки | ||
По формуле (9) определяют i, увеличивают до целого значения, а затем по этой же формуле рассчитывают точное значение шага люлек  . Дале по формуле (8) уточняют скорость транспортирования.
. Дале по формуле (8) уточняют скорость транспортирования.
5 ВАРИАНТЫ ЗАДАНИЙ ДЛЯ ВЫПОЛНЕНИЯ

