




МЕТАЛЛОГРАФИЯ СВАРНЫХ ШВОВ
Сварное соединение — неразъёмное соединение, выполненное сваркой.
Сварное соединение - неразъемное соединение, выполненное сваркой. Сварное соединение (рис. 1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.
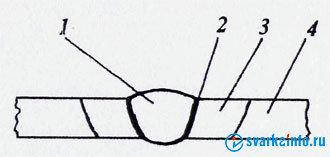
Рис. 1. 1. Сварное соединение
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона частично сплавившихся зёрен на границе основного металла и металла шва.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке.
Формирование структуры металла в зоне термического влияния
сварных соединений
Зона термического влияния является обязательным спутником сварного шва при всех способах сварки плавлением и давлением, кроме холодной сварки. Эта зона охватывает основной металл, не расплавляющийся в процессе сварки и сохраняющий неизменным свой химический состав, но изменивший свою структуру и механические свойства вследствие нагрева и охлаждения (термообработки) в процессе сварки.
Прочность сварного соединения и его эксплуатационные свойства во многом зависят от структурных изменений, которые происходят в ЗТВ. Строение и размеры ЗТВ зависят от химического состава и теплофизических свойств свариваемого металла, мощности источника теплоты, степени его концентрированности, скорости движения и других факторов. Ширина ЗТВ меняется от 1…3 мм при ручной дуговой сварке до 20 мм и более при электрошлаковой сварке.
Термический цикл любой точки металла сварного соединения характеризуется максимальной температурой нагрева, длительностью нагрева до определенной температуры и скоростью охлаждения. Для ЗТВ характерно неравномерное распределение максимальных температур нагрева (рис. 1.2).

Рис. 1.2. Термический цикл при сварке плавлением: 1, 2, 3, 4 – точки, в которых измерялась температура
Результат теплового воздействия на металл в ЗТВ зависит от его отношения к термообработке. В зависимости от способа и погонной энергии сварки возможны два предельных случая:
1) закалка – при быстром охлаждении – с образованием твердых и хрупких структур и возникающих при этом значительных по величине напряжений;
2) перегрев – при медленном охлаждении, – характеризующийся чрезмерным ростом зерна и снижением пластических и вязких свойств металла.
Оценить общий характер возможных превращений, протекающих в ЗТВ при сварке низкоуглеродистых сталей, можно по диаграмме железо–цементит, а при различных скоростях охлаждения – по термокинетическим диаграммам распада аустенита, которые построены для большинства марок углеродистых и легированных сталей. Скорость охлаждения обычно оценивается в интервале температур наименьшей устойчивости аустенита (500…550 °С). При малых скоростях охлаждения, соответствующих электрошлаковой и ванной сварке, превращение аустенита приводит к формированию структуры, состоящей из феррита и перлита. При средних скоростях охлаждения (автоматическая сварка под флюсом) в зависимости от марки стали образуются перлит и бейнит или бейнит и мартенсит с небольшим количеством феррита. При скорости охлаждения выше критической образуется только мартенсит. Мартенситное превращение сопровождается увеличением объема стали и возникновением больших напряжений, которые могут вызвать разрушение металла. В подобных случаях приходится принимать специальные меры к улучшению структуры металла ЗТВ и предотвращению образования мартенсита. Эти меры сводятся к изменению теплового режима в процессе сварки, выбору рациональной формы разделки кромок под сварку и последующей термообработке.
На рис. 1.3 показана схема структур, образующихся в зоне термического влияния при сварке стыкового соединения из малоуглеродистой стали за один проход.

Рис. 1.3. Строение ЗТВ при сварке низкоуглеродистой стали
Над сечением шва показана кривая температур, а рядом – часть диаграммы железо–цементит в том же масштабе. В зависимости от температуры нагрева в ЗТВ различают следующие участки:
1. перегрева;
2. нормализации;
3. неполной перекристаллизации;
4. рекристаллизации.
Участок перегрева. Он включает металл, нагретый до температур выше 1100 °С, т. е. несколько ниже температуры плавления. Металл на этом участке в процессе нагрева претерпевает аллотропические превращения (α - железа в γ - железо), сопровождающиеся ростом аустенитного зерна. В тех случаях, когда перегрев сочетается с последующим быстрым охлаждением (закалка), металл на этом участке после сварки обладает пониженной пластичностью и прочностью по сравнению с основным металлом. Участок особенно опасен для закаливающихся сталей, поэтому выбор рациональной технологии сварки сводится в первую очередь к обеспечению наименьшего ухудшения свойств на этом участке ЗТВ.
Участок нормализации (перекристаллизации). Этот участок охватывает металл, нагретый до температуры, немного превышающей температуру аллотропических превращений (900…1050 °С). Происходящий здесь процесс перекристаллизации при нагреве и охлаждении приводит к значительному измельчению зерен металла. Структура металла становится более мелкозернистой по сравнению с исходной. Механические свойства металла этого участка обычно лучше, чем основного металла.
Участок неполной перекристаллизации. Он включает металл, нагретый до температур 700…850 °С. При этих температурах происходит частичная перекристаллизация, т. е. часть феррита остается в исходном состоянии, другая – образует аустенит. При последующем охлаждении и распаде аустенита образуется мелкозернистая структура, поэтому здесь, наряду с зернами основного металла, не изменившимися в процессе сварки, присутствуют зерна, образовавшиеся при перекристаллизации.
Участок рекристаллизации (старения). Он наблюдается при сварке сталей, предварительно подвергшихся пластической деформации (ковке, прокатке). Температурный интервал участка 450…650 °С. На этом участке ЗТВ происходят сращивание (укрупнение) раздробленных при нагартовке зерен основного металла и некоторое его разупрочнение по сравнению с исходным состоянием. При сварке изделий из литья рекристаллизации не наблюдается. Для металлов и сплавов, склонных к старению, необходимо учитывать некоторое снижение пластичности на этом участке.
Об изменении прочностных и в определенной степени пластических свойств в различных участках металла шва и ЗТВ можно судить по изменению твердости (рис. 1.4).
Повышение твердости обычно связано с повышением прочности и снижением пластичности. Характер распределения твердости в ЗТВ может быть различным, он определяется химическим составом стали и режимом сварки. Обычно в сварных изделиях не допускается твердость в зоне сварки более НВ = 300 МПа.
Таким образом, зона термического влияния неоднородна по структуре и механическим свойствам. Наиболее ослабленным является участок перегрева, а наилучшие механические свойства имеет участок нормализации. В целом механические свойства ЗТВ хуже, чем у основного металла, поэтому ее размеры необходимо ограничивать.
Чувствительность стали к изменению термического цикла сварки зависит от содержания в ней углерода, а также элементов, повышающих ее прокаливаемость и склонность к перегреву.
В сварных соединениях низкоуглеродистой и большинства низколегированных сталей рост зерна в околошовной зоне не оказывает заметного влияния на свойства металла.
При сварке углеродистых и особенно легированных сталей быстрое охлаждение околошовной зоны вызывает часто закалку металла и образование структур, имеющих значительные твердость и хрупкость. В этих случаях для улучшения структуры и свойств ЗТВ применяют термическую обработку, обычно высокий отпуск.

Рис. 1.4. Изменение механических свойств в металле шва и околошовной зоне: а – твердость; б – прочность; в – пластичность
В последние годы в строительстве возрос объем сварочных работ с применением углеродистых и низколегированных сталей, поставляемых в термоупрочненном состоянии. По сравнению с горячекатаным термоупрочненный металл (закаленный и отпущенный при определенной температуре) имеет более высокие механические свойства и более низкую температуру хладноломкости.
При сварке такой стали в зоне термического влияния может наблюдаться разупрочнение (рис. 1.5). Протяженность разупрочненной зоны («мягкой прослойки») и величина разупрочнения оказывают большое влияние на прочностные свойства сварного соединения. При правильном выборе сварочных материалов и режимов сварки прочность сварных соединений может быть практически равной прочности основного металла, если протяженность разупрочненного участка и величина разупрочнения малы.

Рис. 1.5. Схема возможных вариантов распределения твердости в сварном соединении: ОМ – основной металл; св. шов – сварной шов, ЗТВ – зона термического влияния
При сварке давлением (например, контактная сварка) сварной шов может иметь как литую структуру, так и пластически деформированную. Например, при контактной точечной сварке прохождение тока вызывает разогрев и расплавление металла в зоне сварки, создающее ядро сварной точки. Точечная сварка низкоуглеродистой стали без расплавления металла хотя и возможна, но недостаточно надежна и поэтому на практике почти не применяется.
Диаметр ядра, определяющий в основном прочность сварной точки, зависит от диаметра рабочей поверхности электрода, толщины листов, давления, силы тока и времени его прохождения. При неправильно подобранном режиме сварки может не произойти достаточного расплавления металла, и получается непроваренная точка. Когда ядро расплавляется, прилегающая к нему по окружности зона металла находится в пластическом состоянии и плотно сжимается давлением электродов. Давление создает уплотняющее кольцо пластического металла, удерживающего жидкий металл ядра. При недостаточном давлении уплотняющее кольцо не может удержать жидкий металл ядра, и происходит внутренний выброс (выплеск) металла в зазор между листами.
Кристаллизация жидкого металла происходит так же, как и при электродуговой сварке, т. е. от поверхности ядра к его середине. Ядро имеет столбчатую дендритную структуру. При охлаждении и затвердевании происходит уменьшение объема расплавленного металла ядра. В результате в центральной части ядра могут образовываться усадочная раковина, пористость и рыхлость металла. Чем толще металл, тем сильнее неблагоприятное влияние усадки. Наиболее надежным способом борьбы с этим явлением может служить повышение рабочего давления.
При сварке давлением также имеется ЗТВ, однако ее общие размеры относительно малы и не оказывают решающего влияния на прочность сварного соединения.

