




Настройка средств измерения может производится:
а) с помощью образцовых концевых мер, а так же их наборов
б) с помощью образцовой детали – размеры и форма которых совпадает частично или полностью с размерами контролируемой детали
Образцовая деталь выбирается, среди контролирующих деталей аттестуется.
Достоинства: упрощение процесса
Недостатки: влияние погрешности формы, ограниченная твердость поверхности детали (появление впадин)
ОД измеряются специально с повышенными требованиями к точности формы, шероховатости и твердости поверхности.
Образцовые детали и меры могут использоваться при настройки средств измерения в 2-х режимах:
- детали не аттестованы (при проверке погрешности ОД или меры учитывается погрешность случайность, которая оценивается на размер ОД).
В таблице 1 приведены погрешности концевых мер, а таблице 2 - аттестации образцовых мер и деталей
| Ном. Р-р (мм) | Класс точности мер | |||
| 0кл | 1кл | 2кл | 3кл | |
| До10 | 0,1 | 0,2 | 0,4 | 0,8 |
| 10-18 | 0,12 | 0,25 | 0,5 | 1,0 |
| 18-30 | 0,15 | 0,3 | 0,5 | 1,0 |
| 30-50 | 0,2 | 0,3 | 0,5 | 1,2 |
| 50-80 | 0,25 | 0,4 | 0,66 | 1,5 |
Таблица 2
Образцовые меры и детали
| Ном. Р- ры | Ряды точности | |||||||||
| 1-3 | 1,5 | 0,6 | 0,8 | 1,5 | 1,5 | |||||
| 3-6 | 0,8 | 1,5 | ||||||||
| 6-10 | 0,8 | 1,5 | ||||||||
| 10-18 | 0,8 | |||||||||
| 18-30 | 0,8 | 1,5 | ||||||||
| 30-50 | 1,5 | |||||||||
| 50-80 |
∆изм – погрешность изготовления (нормируется допуском на размер)
б изм – погрешность измерения определяется точностью средства измерения с помощью которого производится аттестация
В качестве предельной величины погрешности образцовой детали d=8мм принимаем
а) ∆lim 1=4 мкм для третьего ряда точности. Если деталь предварительно не обрабатывалась
б) ∆lim 1=1,5 мкм Если на деталь выписан аттестат, где указан её действительный размер
в) Мы можем выбрать другой ряд точности (кл30), но при этом вырастит погрешность составляющая, но уменьшится стоимость и трудоёмкость образцовой детали.
 Необходимо стремится к возможно более грубой детали, главное, чтобы суммарная погрешность не выходила за пределы допускаемых значений.
Необходимо стремится к возможно более грубой детали, главное, чтобы суммарная погрешность не выходила за пределы допускаемых значений.
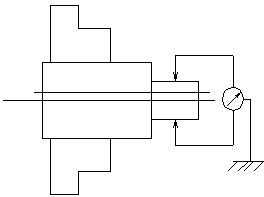
Погрешность базирования
Может возникать по двум основным причинам:
- вследствие несовпадения измерительной и измерительной баз;

- При наличие несоосности базовой поверхности А вследствие погрешности центового патрона
Для устранения погрешности базирования необходимо перейти на 2-х контактную схему измерения
Изменение поверхности базирования, совмещение базовой и измеряемой поверхности
С точки зрения точности исполнения исп. II проигрывает т. к. возникает погрешность измерения, вызванное погрешностью угла призмы
Величина этой погрешности
∆φ=m∆φ∆d
При измерении диаметров в призме при однократной схеме показания преобразователя не соотвецтвуют измерению диаметра
Показания П=К∆d
Погрешность базирования, обусловленная попаданием абразивных частиц
Для устранения этих погрешностей, как правило, применяется промывка и просушка детали перед их измерением, профилактический осмотр станции, индивидуальная продувка поверхностей деталей перед измерением наконечником (особенно если производится контроль в процессе обработки)

