




Кирпич и камни керамические подразделяются на рядовые и лицевые.
Рядовые применяют для кладки каменных наружных и внутренних стен и других элементов зданий и сооружений. Лицевые, в том числе и профильные – для облицовки наружных и внутренних стен.
Их изготавливают в виде параллелепипеда и в зависимости от размеров подразделяют на виды, приведенные в таблице 11.1 (рисунок 11.1).
Таблица 11.1 – Виды и размеры кирпича и камней рядовых и фасадных
| Вид изделий | Номинальные размеры, мм | ||
| длина | ширина | толщина | |
| Кирпич одинарный Кирпич утолщенный Кирпич модульных размеров одинарный Кирпич модульных размеров утолщенный Кирпич утолщенный с горизонтальным расположением пустот Камень Камень модульных размеров Камень модульных размеров укрупненный Камень укрупненный » » Камень укрупненный с горизонтальным расположением пустот » » Кирпич профильный Кирпич утолщенный профильный Камень профильный пустотелый |
Кирпич выпускается полнотелым и пустотелым, камни только пустотелыми. Пустотность кирпича и камней обычно составляет от 2,25 до 45 %. Может иметь и другую пустотность.
Фактура ложковой и тычковой граней рядовых изделий может быть гладкой или рифленой, лицевых – гладкой, рельефной или офактуренной.
Для улучшения архитектурно-художественного вида лицевых изделий в глиняную массу могут вводиться окрашивающие добавки, поверхность тычков и ложков может офактуриваться слоем ангоба, глазури, рисунком; торкретированием песком, стеклом, минеральной крошкой.
Масса кирпича не должна превышать 4,3 кг, камней – 16 кг. По согласованию предприятия-изготовителя с потребителем кирпич полнотелый утолщенный допускается изготавливать массой более 4,3 кг и укрупненные камни – более 16 кг.
По прочности полнотелый кирпич и пустотелые кирпич и камень с вертикально расположенными пустотами подразделяются на марки: 75, 100, 125, 150, 175, 200, 250 и 300, а с горизонтально расположенными пустотами на марки – 25, 35, 50 и 100.
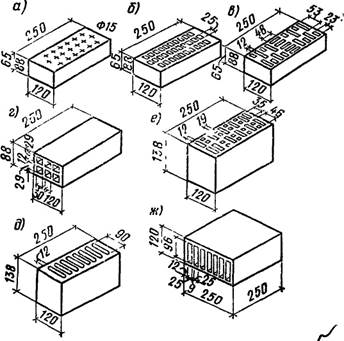
Рисунок 11.1 – Керамические изделия (в скобках дана пустотность, %)
кирпич с количеством пустот: а – 19 (13 %); б – 31 (30%); в – 21 (32 %); г – 6 горизонтальных (42 %); камень с количеством пустот: д – 8 (25 %); е – 28 (33 %); ж – 7 горизонтальных (56 %)
По морозостойкости кирпич и камни рядовые подразделяются на марки F15, F25, F35, F50 и F75, лицевые – на марки F35, F50, F75 и F100.
Водопоглощение полнотелого кирпича должно быть не менее 8 %, а пустотелых изделий – не менее 6 %.
Кирпич и камни – негорючие материалы.
Удельная эффективная активность естественных радионуклидов (Аэф) не должна превышать 370 Бк/кг.
Кирпич и камни изготавливают чаще всего из местных сырьевых материалов. Применяются легкоплавкие глины с содержанием до 70 % кварцевого песка. Основные этапы производства состоят из добычи сырьевых материалов, транспортировки их на завод, подготовки сырьевой массы для формования, формования, сушки и обжига.
Глину добывают обычно в карьерах открытым способом одно- или многоковшовыми экскаваторами, скреперами. Доставляют на завод автомобильным, железнодорожным, конвейерным или подвесным транспортом.
Для разрушения природной структуры, удаления вредных примесей, камней, получения удобоформуемой гомогенной массы глину подвергают переработке.
Кирпич и камни изготавливают способами пластического или полусухого формования.
При пластическом способе подготовки и формования массы глину измельчают и смешивают с добавками, затем увлажняют водой или паром до влажности 15–25 % и перемешивают в мешалках.
Формование изделий производится на ленточных прессах. Рабочим органом пресса – шнеком – глиняная масса захватывается, уплотняется и выдавливается в виде бруса через выходное отверстие (мундштук). Брус разрезается на изделия нужного размера резательными устройствами. Затем сырец укладывается на вагонетки и отправляется на сушку.
Пластический способ отличается простотой подготовки массы и менее сложным формовочным оборудованием. Однако процесс сушки изделий более продолжительный.
При полусухом способе формования сырьевые материалы подсушивают, дробят и размалывают в порошок, который затем увлажняют до 8–12%-ной влажности водой или лучше паром и получают пресспорошок. Прессуют на автоматических прессах при давлении 15–20 МПа. Получаются изделия правильной формы и геометрических размеров. Можно отказаться от сушки. Производственный процесс сокращается почти в два раза по сравнению с пластическим способом. Однако требуется более сложное оборудование по сравнению с пластическим способом формования.
Сушка производится до влажности 5–7 % в естественных или искусственных условиях.
Естественная сушка выполняется под навесами или в сараях, продолжается от 5 до 20 суток и определяется климатическими условиями. Она применяется только на старых заводах.
Искусственная сушка производится в камерных или туннельных сушилках. Камерные сушилки представляют собой камеры длиной от 10 до 18, шириной от 0,9 до 1,45 и высотой от 2,1 до 3,0 м. Они работают периодически. Начальная температура подаваемого теплоносителя составляет 130–170, отработанного – 40–50 °С. Время сушки составляет от 32 до 72 часов. Наиболее прогрессивными являются туннельные сушилки (рисунок 11.2). Они представляют собой туннели длиной от 24 до 36, шириной 1–1,2 и высотой 1,4–1,8 м. Сырец поступает в вагонетках по рельсовому пути. Навстречу движется теплоноситель, подаваемый из канала у выгрузочного конца при помощи вентилятора. Начальная температура теплоносителя составляет 100 –140 °С, а конечная, удаляемая из сушилки, – 30 – 45 °С. Время сушки – 17–24 часа.
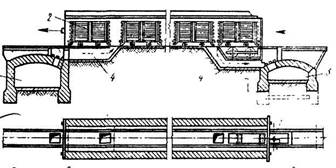

Рисунок 11.2 – Схема туннельной сушилки: 1– подача теплоносителя; 2 – вагонетки с сырцом: 3 – отбор теплоносителя; 4 – центральный канал для подачи теплоносителя в сушилку; ß –– движение вагонеток; à–– движение газов
Завершающей стадией технологического процесса является обжиг. При обжиге происходит спекание керамической массы и превращение ее в камневидное тело. Весь процесс делят условно на четыре периода: досушка сырца до 200 °С, подогрев (окур) при 700–800 °С, спекание (взвар) при температуре 900–1050 °С и охлаждение до температуры 40–50 °С. Обжиг кирпича и камней выполняют в кольцевых или туннельных печах.
 Кольцевая печь представляет собой туннель в виде вытянутого кольца, называемого обжигательным каналом, в который загружается кирпич-сырец для обжига. Канал условно разделяется на 12 –36 камер. Камера имеет вход (ходок) для загрузки и выгрузки изделий, отверстия в своде камеры для загрузки топлива (топливные трубочки). Дымовые газы отводятся по дымовому каналу к трубке через специальные отверстия – фуксы, закрываемые конусами. Обжигаемые изделия в канале неподвижны, т. к. перемещается зона обжига. Постоянно с одного конца идет загрузка сырца, а с другого – выгрузка обожженного материала. Время обжига составляет 45–63 часа.
Кольцевая печь представляет собой туннель в виде вытянутого кольца, называемого обжигательным каналом, в который загружается кирпич-сырец для обжига. Канал условно разделяется на 12 –36 камер. Камера имеет вход (ходок) для загрузки и выгрузки изделий, отверстия в своде камеры для загрузки топлива (топливные трубочки). Дымовые газы отводятся по дымовому каналу к трубке через специальные отверстия – фуксы, закрываемые конусами. Обжигаемые изделия в канале неподвижны, т. к. перемещается зона обжига. Постоянно с одного конца идет загрузка сырца, а с другого – выгрузка обожженного материала. Время обжига составляет 45–63 часа.
Обслуживание кольцевых печей связано с большой трудоемкостью, тяжелыми условиями труда. Печи морально устарели и сейчас не строятся.
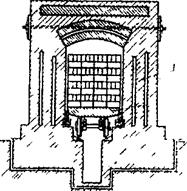
 Туннельные печи – непрерывного действия (рисунок 11.3). В них, в отличие от кольцевых, неподвижна зона обжига, а обжигаемый материал перемещается на вагонетках. Длина рабочего туннеля от 48 до 160 м, ширина 1,4–4,5 м, высота 1,5–2,5 м. Производительность печей от 8 до 50 млн шт. кирпича в год и более. Кирпич сырец загружают в вагонетки, которые перемещаются по длине туннеля.
Туннельные печи – непрерывного действия (рисунок 11.3). В них, в отличие от кольцевых, неподвижна зона обжига, а обжигаемый материал перемещается на вагонетках. Длина рабочего туннеля от 48 до 160 м, ширина 1,4–4,5 м, высота 1,5–2,5 м. Производительность печей от 8 до 50 млн шт. кирпича в год и более. Кирпич сырец загружают в вагонетки, которые перемещаются по длине туннеля.
В печи имеется три зоны: подогрева, обжига и охлаждения. Продолжительность полного цикла составляют 18–32 часа. В современных туннельных печах автоматизирована загрузка и выгрузка изделий на вагонетки. Трудовые затраты снижаются в два раза.
Плитки керамические
Керамические плитки подразделяются на плитки для внутренней облицовки стен, устройства полов, облицовки фасадов.
Керамические плитки для внутренней облицовки стен, в соответствии со стандартом, изготавливают 68 типов.
По форме они бывают квадратные, прямоугольные, фасонные, фигурные. Боковые грани могут быть без завала и с завалом. Наиболее распространенными являются квадратные плитки размером 200х200х6 (8), 150х150х6 (8) мм.
Лицевая поверхность может быть гладкой или рельефной, офактуренной и с пирамидальной поверхностью, с рисунком или без рисунка. С лицевой поверхности они покрываются глухой или прозрачной глазурью. Водопоглощение плиток не должно превышать 16 %, предел прочности при изгибе 15–17 МПа.
Сырьем для плиток служат огнеупорные и тугоплавкие глины, каолин с добавками отощителей и плавней. Могут применяться легкоплавкие глины.
Изготавливают их из массы шликерным, полусухим и сухим способами. Предпочтение отдается шликерному способу с обезвоживанием массы в распылительных сушилках.
Плитки прессуют на коленорычажных или гидравлических прессах, сушат в туннельных сушилках и обжигают в туннельных печах один или два раза. По традиционной технологии применяют двукратный обжиг. Первый (утельный) – 16–17 мин. при 1000–1100 °С, после которого плитку шлифуют, калибруют, сортируют, а затем, после нанесения глазури, еще раз обжигают при температуре 980–1180 °С в течение 30–40 часов.
На современных автоматизированных поточно-конвейерных линиях время изготовления плиток сокращается до 60–80 мин. Линия состоит из распылительной сушилки для приготовления пресс порошка, коленорычажного или гидравлического пресса, газовой щелевой сушилки и щелевой роликовой печи. Сушат плитки 9 мин при температуре 220–240 °С, утельный обжиг выполняют 17–20 мин при температуре 1000–1050 °С и после нанесения глазури обжигают 28–30 мин при 940–1000 °С.
Применяют плитки для облицовки стен кухонь, санитарных узлов, помещений с повышенной влажностью, таких, как бани, прачечные и др.
Фасадные керамические плитки подразделяются на стеновые и цокольные, бывают глазурованные и не глазурованные. Стеновые применяют для наружной облицовки стен, стеновых панелей; цокольные – для облицовки цоколей зданий. Глазурованные плитки обычно применяют для облицовки цоколей, входов, художественной отделки зданий.
В соответствии со стандартом плитки изготавливают 15 типов. Наименьший размер – 50х50х4 мм, наибольший – 300х150х7 (9) мм.
Керамические фасадные плитки изготавливают из керамической или шлакосодержащей масс. Водопоглощение стеновых плиток из керамической массы не менее 2 и не более 9 %, цокольных не менее 2 и не более 5 %; плиток из шлакосодержащей массы (только изготавливаются стеновые) водопоглощение не более 12 %, морозостойкость стеновых не менее 40, цокольных не менее 50 циклов, предел прочности при изгибе стеновых не менее 16, цокольных – 8 МПа.
Плитки формуют полусухим и пластическим способами, обжигают при температуре 950–1000 °С.
Приготовление формовочной массы с влажностью 6–8 % осуществляется шликерным, полусухим или сухим способами. При применении сырья, составленного из одного или двух компонентов применяют полусухой или сухой способы. При многокомпонентном составе пресс-порошок изготавливают шликерным способом, обезвоживая его в сушильном барабане или в распылительных сушилках.
Технология формования, сушки и обжига такая же, как и плиток для внутренней облицовки.
Керамические литые плитки предназначены для облицовки внутренних и наружных поверхностей зданий, а также для монументально-декоративных работ. Не применяют их для облицовки цоколей и карнизов.
Согласно стандартам изготавливается 14 типов плиток с наименьшими размерами 21х21х3 и наибольшими – 121х96х3,5 мм. Из плиток можно изготавливать ковры, которые набирают на конвейерных линиях, укладывая их в формы лицевой поверхностью вверх, и наклеивают костным клеем на бумагу.
Водопоглощение плиток для внутренней облицовки должно быть не более 16,5 %, для наружных работ – не более 15,5 %. К плиткам для наружных работ предъявляются требования по морозостойкости, которая должна составлять не менее 35 циклов.
Литые плитки получают из глин с естественными добавками методом литья. Способ основан на способности глин образовывать в воде устойчивые суспензии (шликер) и способности пористых керамических форм (лещадок) отсасывать воду.
Пористые лещадки изготавливают из массы, состоящей из каолина, глины и шамота прессованием, сушкой и обжигом. На лещадку последовательно наносят три слоя шликера: разделительный, плиточный и глазурный, которые имеют разные составы. После поглощения воды лещадкой отливку разрезают дисковыми ножами на плитки необходимых размеров и вместе с лещадкой подают на сушильный конвейер, а затем в печь для обжига.
Плитки изготавливают на поточно-конвейерных линиях состоящих из литьевого и сушильного конвейеров и щелевой роликовой печи для обжига. Обжиг осуществляют при температуре 1000–1020 °С в течение 30–50 мин.
Керамические плитки для полов. В соответствии со стандартом плитки бывают квадратные, прямоугольные, треугольные, шестигранные, восьмигранные и фигурные – всего 32 типа основных, доборных и фигурных. Наиболее распространенными являются плитки размером 300х300х13, 250х250х13; 300х200х13 и 400х300х13 мм.
Поверхность их бывает неглазурованная, глазурованная, гладкая или рельефная. Водопоглощение неглазурованных плиток не должно превышать 3,8, глазурованных – 4,5 %, потери массы при истирании допускается при применении кварцевого песка 0,18, корундового порошка 0,54 г/см2.
Применяют плитки для устройства полов в помещениях с интенсивным движением (вестибюлях, коридорах, станциях метрополитенов), с влажным режимом эксплуатации (банях, ванных комнатах), на химических предприятиях и на других производствах при воздействии агрессивной среды.
Керамические плитки для полов изготавливают из высококачественных пластичных глин с содержанием Al2O3 18–35 %. В качестве отощающих материалов вводят тонкомолотый шамот или кварцевый песок. Плавнями служат нефелин-сиенит, перлит, стеклобой и др. Цветные плитки изготавливают из природно-окрашенных глин или глин, окрашенных красителями. В двухслойных плитках нижний слой формуется из естественно-окрашенной массы, верхний слой – из цветного порошка, окрашенного красителями.
Плитки изготавливают на поточно-автоматизированных конвейерных линиях. Приготавливают пресс-порошки из шликерной массы в распылительных сушилках, прессуют на коленорычажных или гидравлических прессах, сушат в конвейерных сушилках примерно 60 мин и обжигают в щелевой роликовой печи при температуре 1060–1100 °С 60–80 мин.
Санитарная керамика
К санитарным изделиям относят умывальники, унитазы, раковины, мойки и другие изделия для внутреннего оборудования зданий. Изготавливают их из фаянсовых, полуфарфоровых и фарфоровых масс. Сырьем служат беложгущиеся глины, каолиниты, кварц, полевой шпат, взятые в различных соотношениях.
Фаянс имеет пористый черепок с водопоглощением 19–22 %. Предел прочности при сжатии составляет 60–110 МПа. Поверхность изделия покрывают глазурью. Полуфарфор имеет более плотный черепок. Водопоглощение его – 3–5 %, прочность при сжатии – 150–200 МПа. Фарфор имеет еще большую плотность, его водопоглощение составляет 0,2–0,5 %, прочность – до 500 МПа. Из него можно изготавливать тонкостенные изделия. Особенностью фарфора является просвечиваемость.
Изделия изготавливают в основном методом шликерного литья в гипсовых формах. Стенки изделий образуются в результате осаждения твердой фазы шликера на поверхности формы после поглощения воды гипсом. Их влажность составляет 22–24 %. Отформованные изделия сушат в камерных или туннельных сушилках при 80 °С до влажности 5–6 % 18–20 ч. Глазуруют окунанием, пульверизацией (напылением), поливом. Обжигают в туннельных печах в зависимости от применяемых материалов при температуре от 1190 до 1380 °С 21–24 ч (ванны до 90–100 ч).
Метод шликерного литья в гипсовых формах сложен и трудоемок. Принципиально новый способ – гидростатическое прессование изделий в металлических формах с резиновыми оболочками. Порошковая масса с влажностью 8 – 10 % прессуется при давлении 16–22 МПа, передаваемым водой через эластичную форму. Получаются изделия высокого качества.
Черепица
Черепица применяется для устройства кровель с внутренним углом наклона крыши к горизонту 30°–65° (S-образная 45°–65°) на территориях с умеренным климатом. Она выпускается следующих видов: основная– плоская, S-образная, мунк-нунн, пазовая; коньковая и специальная.
Масса 1 м2 кровли в водонасыщенном состоянии из плоской черепицы не должна превышать 60, S-образной – 50, мунк-нунн – 74 кг.
Черепица должна выдерживать нагрузку при изгибе в кН: S-образная – 1,5, пазовая – 0,9, остальных видов – 0,8. По морозостойкости она подразделяется на марки F50; F75; F100, должна быть водонепроницаема. Черепицу изготавливают из легкоплавких глин с отощающей добавкой шамота. По технологии изготовления она подразделяется на прессованную, экструзионную и штампованную. Формуют чаще всего на ленточных прессах. Сушат в камерных или туннельных сушилках при 50–70 °С 25–70 ч до влажности 6–7 %. Могут покрывать глазурью или ангобом. Обжигают при 900–1050 °С чаще всего совместно с пустотелым кирпичом или дренажными трубами.
К достоинствам черепицы следует отнести высокую долговечность: кровли из нее служат 80 лет, что значительно выше асбестоцементных, металлических, рубероидных; к недостаткам – большую массу покрытия, высокую трудоемкость.
Трубы
Керамические трубы подразделяются на дренажные и канализационные.
Дренажные трубы применяют для понижения уровня, сбора и отвода грунтовых вод. Они изготавливаются с внутренним диаметром 50, 75, 100, 125, 150, 175, 200 и 250 и длиной 333 мм. Трубы диаметром от 100 до 250 мм допускается изготавливать длиной 500 мм. Наружная поверхность может быть цилиндрической, шестигранной и восьмигранной. По морозостойкости трубы должны выдерживать не менее 15 циклов попеременного замораживания и оттаивания, по прочности (в зависимости от диаметра) – нагрузки не менее 3,5–5 кН.
Сырьем для изготовления труб служат малопластичные и пластичные глины. В качестве отощающих добавок применяют шамот, песок, дегидратированную глину Для повышения пористости труб вводят выгорающую добавку – тонкомолотый уголь.
Формуют трубы в основном на горизонтальных ленточных прессах пакетным способом. Сушат от 18 до 60 часов при температуре 75–90 °С, обжигают при температуре 920–1050 °С 22–45 часов в туннельных печах.
Канализационные трубы применяют для строительствабезнапорных сетей канализации, транспортирующих промышленные, бытовые и дождевые неагрессивные и агрессивные сточные воды.
Трубы выпускаются диаметром от 125 до 600 и длиной 1000; 1100; 1200;1300; 1400 и 1500 мм. Могут изготавливаться другой длины. Они имеют раструб. Должны выдерживать гидравлическое давление не менее 0,15 МПа и внешнюю нагрузку 0,2–0,3 кН.
Канализационные трубы изготавливают из огнеупорных и тугоплавких глин с отощающими добавкой шамота и плавнями. Применяют пластический способ формования на вертикальных и горизонтальных вакуумных шнековых прессах при давлении до 10 МПа. Можно изготавливать трубы методом гидростатического прессования с передачей давления жидкости в 20–70 МПа через резиновую эластичную оболочку. Сушат трубы в туннельных или конвейерных сушилках при 120–150 °С 24–40 ч. Покрывают глазурями из легкоплавких глин с добавкой плавней. Обжигают в туннельных печах при 1160–1200 °С 30–36 ч.

