




¬опрос 1 ¬ычертите диаграмму состо€ни€ Ђжелезо-карбид железа (цементит)ї, укажите структурные составл€ющие во всех област€х диаграммы, подробно опишите превращени€ и постройте кривую охлаждени€ в интервале температур от 20 до 1600 о— (с применением правила фаз) дл€ сплава, содержащего 3,4 % углерода. акова структура этого сплава при комнатной температуре и как такой сплав называетс€?
¬ыберите дл€ заданного сплава любую температуру в двухфазной области, определите химический состав фаз, наход€щихс€ в равновесии и их количественное соотношение.
ќтвет
ѕревращени€, протекающие в стал€х в равновесном состо€нии, описываютс€ диаграммой состо€ни€ Ђжелезо-карбид железа (цементит)ї, представленной на рисунке ¬.1.
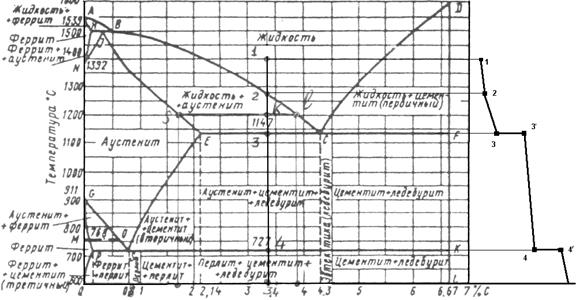
–исунок ¬.1ƒиаграмма состо€ни€ Ђжелезо-карбид железаї
ѕри охлаждении сплава от точки 1 до точки 2 (исключительно) превращений не происходит. Ќачало кристаллизации сплава происходит в точке 2, лежащей на линии ликвидус, при этом в жидком растворе по€вл€ютс€ кристаллы аустенита. ѕри последующем понижении температуры (от точки 2 до точки 3) происходит выделение кристаллов аустенита переменного состава. —остав кристаллов аустенита определ€етс€ линией солидус. ќсобенность первичной кристаллизации заключаетс€ в том, что она заканчиваетс€ эвтектическим превращением при 1147 о— (точка 3), когда жидкость концентрацией 4,3 % — образует две твердые фазы Ц аустенит (2,14 % —) и цементит (6,67 % —). Ёта эвтектическа€ смесь зерен аустенита и цементита называетс€ ледебуритом. ѕосле окончани€ первичной кристаллизации структура сплава состоит из первичных кристаллов аустенита и ледебурита. Ќаличие ледебурита делает сплав нековким, но обладающим высокими литейными свойствами.
ѕри дальнейшем снижении температуры уменьшаетс€ растворимость углерода в аустените, и углерод выдел€етс€ из аустенита в виде вторичного цементита. онцентраци€ углерода в аустените измен€етс€ в соответствии с положением линии ES (от 2,14 до 0,8 %). —труктура сплава состоит из перлита, ледебурита и вторичного цементита.
ѕри достижении температуры точки 4 аустенит претерпевает перлитное превращение.
“аким образом, при температуре ниже точки 4, ледебурит представл€ет собой смесь перлита и цементита.
ѕри построении кривой охлаждени€ используем правило фаз.
Ќа кривой охлаждени€ сплава отрезок 1−2 соответствует охлаждению жидкости, отрезок 2−3 − кристаллизации, а отрезок 3−5 − охлаждению твердого тела. ристаллизаци€ начинаетс€ в точке 2 (точка ликвидус) и протекает при переменной температуре, что согласуетс€ с правилом фаз, так как число степеней свободы системы в этом случае равн€етс€ единице. ¬ данном случае компонентов два (железо и углерод), число фаз равн€етс€ двум (жидкость и кристаллы аустенита) и, следовательно:
C2 = k Ц f + 1=2 Ц 2 + 1 = 1.
где — − число степеней свободы;
k Ц количество компонентов;
f Ц число фаз.
¬ точке 3 из оставшейс€ жидкости образуетс€ ледебурит - эвтектическа€ смесь кристаллов аустенита и цементита. ¬ данном случае компонентов два (железо и углерод), число фаз равн€етс€ трем (жидкость, кристаллы аустенита и цементита) и, следовательно:
|
|
|
C3 = k Ц f + 1=2 Ц3+ 1 = 0.
ќдновременна€ кристаллизаци€ аустенита и цементита должна протекать при посто€нной температуре (отрезок 3−3׳), так как число степеней свободы равно нулю. “очка 3׳, соответствующа€ концу кристаллизации, называетс€ точкой солидус. ќтрезок 3׳−4 соответствует охлаждению закристаллизовавшегос€ сплава, состо€щего из аустенита, вторичного цементита и ледебурита (эвтектическа€ смесь аустенита и цементита), и, соответственно, число степеней свободы в этом интервале температур равно
C3׳ = k Ц f + 1=2 Ц 2 + 1 = 1.
¬ точке 4 (727 о—) начинаетс€ эвтектоидное превращение, при котором аустенит превращаетс€ в перлит (механическую смесь феррита и цементита). ¬ этом случае компонентов два (железо и углерод), число фаз равн€етс€ трем (аустенит, феррит и цементит) и, следовательно, число степеней свободы при этой температуре равно
C4 = k Ц f + 1=2 Ц3+ 1 = 0.
“ак как число степеней свободы равно нулю, то образование перлита (отрезок 4−4׳) должно протекать при посто€нной температуре. Ќа отрезке 4׳−5 охлаждаетс€ сплав, состо€щий из кристаллов перлита, ледебурита и вторичного цементита.
—труктура сплава при комнатной температуре состоит из смеси перлита, ледебурита и вторичного цементита. —плав называетс€ доэвтектическим чугуном.
онцентраци€ и количество фаз у сплава, лежащего между лини€ми солидус и ликвидус, определ€ютс€ правилом отрезков. “ак, заданный сплав в точке состоит из жидкой и твердой фаз. —остав жидкой фазы определитс€ проекцией точки l, лежащей на линии ликвидус (3,8 % C), а состав твердой фазы Ц проекцией точки s (1,7 % C), лежащей на линии солидус. оличество жидкой и твердой фаз определ€етс€ из следующих соотношений длин отрезков: количество жидкой фазы sk/sl (1,7/2,1=81 %), количество твердой фазы kl/sl (0,4/2,1=19 %).
¬опрос 2 ¬ычертите диаграмму изотермического превращени€ аустенита дл€ стали 80, нанесите на нее две кривые изотермической обработки, обеспечивающие получение твердости Ќ¬ 180 и Ќ¬ 550. ”кажите, как эти режимы называютс€, какие получаютс€ структуры, с применением диаграммы состо€ни€ ЂFe-Fe3Cї опишите сущность превращений.
ќтвет
ƒиаграмма изотермического распада аустенита (рисунок ¬.2) строитс€ в координатах Ђтемпература - врем€ї; в этих же координатах изображаютс€ и кривые охлаждени€.
ѕроцессы распада переохлажденного аустенита подраздел€ютс€ на два типа: диффузионные (перлитное, бейнитное); бездиффузионнные (мартенситное).
ѕерлитное превращение эвтектоидной стали 80 происходит в интервале температур от точки ј1 до точки ћн (начала мартенситного превращени€).
ƒл€ получени€ структуры, обеспечивающей твердость Ќ¬180, необходимо создать малую степень переохлаждени€ аустенита. ¬ этом случае образуетс€ крупнозерниста€ смесь феррита и цементита, называема€ перлитом. ¬ерхн€€ крива€ охлаждени€, изображенна€ на рисунке ¬.2 соответствует процессу изотермического отжига и обеспечивает получение перлита с твердостью 150−200HB.
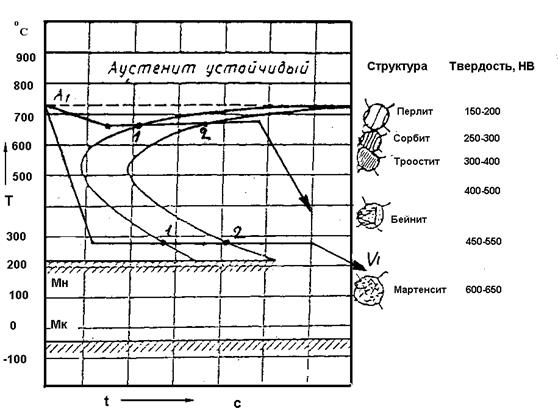
–исунок ¬.2 ƒиаграмма изотермического распада аустенита стали 80
ѕри высоких температурах превращение развиваетс€ медленно, продолжительность инкубационного периода и времени превращени€ (отрезок 1−2) велики. ѕерлитное превращение переохлажденного аустенита носит кристаллизационный характер и по своему механизму €вл€етс€ диффузионным. јустенит, практически однородный по концентрации углерода, распадаетс€ с образованием феррита и цементита, содержащего 6,67 % —, т. е. смеси фаз, имеющих резко различную концентрацию углерода. ¬едущей фазой при этом €вл€етс€ цементит. ≈го зародыши образуютс€ на границе зерна аустенита, где легко возникают флуктуации углерода, необходимые дл€ образовани€ цементита. –ост зародыша цементита идет за счет диффузии углерода из прилегающих объемов аустенита. Ёто приводит к обеднению углеродом аустенита, окружающего образовавшуюс€ цементитную пластинку, и способствует превращению его в феррит. –€дом с цементитом образуетс€ пластинка феррита. ќдновременно происходит рост пластинок феррита и цементита. ѕовторение этого процесса приводит к образованию перлитного зерна.
|
|
|
ќбразуемый в стал€х перлит может быть двух типов: пластинчатый или зернистый. ѕосле нагрева до высоких температур (выше точки ј3 ) аустенит всегда превращаетс€ в пластинчатый перлит. Ќеоднородный аустенит (в интервале температур ј1−A3) превращаетс€ при охлаждении в зернистый перлит (так как нерастворенные частицы феррита или цементита €вл€ютс€ центрами кристаллизации). ¬ св€зи с тем, что в стали 80 этих центров кристаллизации нет, то всегда образуетс€ пластинчатый перлит.
ƒл€ образовани€ структуры, обеспечивающей твердость Ќ¬550, необходимо создать высокую степень переохлаждени€ аустенита. ѕри пониженных температурах возрастает дисперсность структур и их твердость.
¬ интервале температур 550 оC (точка перегиба —-образных кривых) − точка ћн (начала мартенситного превращени€) происходит бейнитное превращение. ќно имеет черты перлитного и мартенситного превращени€. ≈го отличительной особенностью €вл€етс€ то обсто€тельство, что при этих температурах отсутствует диффузи€ железа, но протекает диффузи€ углерода.
¬ аустените, переохлажденном до соответствующих температур, происходит диффузионное перераспределение углерода и образуютс€ участки, обогащенные и обедненные углеродом. ”частки аустенита, обедненные углеродом, претерпевают мартенситное превращение (так как у них температура ћн =300-380 оC выше температуры изотермической выдержки). ќбразовавшийс€ мартенсит при температурах изотермической выдержки неустойчив и распадаетс€ на смесь феррита и цементита (аналогично третьему превращению при отпуске).
»з участков аустенита, обогащенных углеродом, выдел€ютс€ частички цементита, а затем аустенит, обедненный углеродом, также превращаетс€ в мартенсит. “аким образом, в результате бейнитного превращени€ образуетс€ структура, состо€ща€ из смеси мартенсита и цементита (игольчатый троостит).
–азличают верхний и нижний бейнит. ѕервый образуетс€ в верхнем интервале температур промежуточного превращени€ и имеет перистое строение, напоминающее перлит, так как цементитные пластинки располагаютс€ между пластинками мартенсита. ¬торой имеет характерное игольчатое (мартенситное) строение, в св€зи с тем, что пластинки цементита располагаютс€ внутри пластины мартенсита. ќтличие в структуре св€зано с тем, что в верхнем бейните диффузи€ идет быстрее и цементит выдел€етс€ из аустенита, а в нижнем Ц из мартенсита.
–ежим термообработки, обеспечивающий получение в стали 80 структуры нижний бейнит с твердостью 550HB, называетс€ изотермической закалкой.
¬опрос 3 ƒл€ стали 40 укажите химический состав и определите группу стали по назначению, укажите типовые издели€, изготавливаемые из нее. — помощью диаграммы Ђжелезо-карбид железаї определите температуры нормализации, полного и неполного отжига дл€ заданной стали. ќпишите фазовые превращени€, микроструктуру и свойства после каждого вида обработки.
—таль заданной марки подвергалась закалке от температур 750 и 860 о—. ќпишите превращени€, происход€щие при данных режимах закалки. ”кажите, какие образуютс€ структуры, и объ€сните причины получени€ разных структур. акой режим закалки дл€ заданной стали следует рекомендовать?
|
|
|
≈сли издели€ после правильно выполненной закалки имеют твердость более низкую, чем предусмотрено техническими услови€ми, то чем вызван этот дефект и как можно его исправить?
ќтвет
—таль 40 €вл€етс€ среднеуглеродистой (улучшаемой) качественной конструкционной сталью. —одержит: 0,37−0,45 % —; 0,17−0,37 % Si; 0,50−0,80 % Mn; по 0,04 % P и S, по 0,25 % Cr и Ni.
—реднеуглеродистые стали примен€ютс€ после нормализации, улучшени€ и поверхностной закалки дл€ самых разнообразных деталей во всех отрасл€х машиностроени€ (коленчатые и распределительные валы, шатуны, шестерни, шпиндели, фрикционные диски, штоки, траверсы, плунжеры и т. д.). Ёти стали в нормализованном состо€нии по сравнению с низкоуглеродистыми имеют более высокую прочность при более низкой пластичности. —тали хорошо обрабатываютс€ резанием. ѕосле улучшени€ сталь 40 имеет высокие механические свойства: предел прочности при раст€жении 600−700 ћѕа. ѕрокаливаемость этой стали невелика. ритический диаметр при закалке в воде не превышает 10−12 мм. ѕоэтому ее следует примен€ть дл€ небольших деталей или не требующих сквозной прокаливаемости. —таль 40 часто примен€етс€ дл€ шестерен, валов, работающих в подшипниках скольжени€ при средней окружной скорости, и других деталей, требующих высокой поверхностной твердости и упрочн€емых поверхностной закалкой при индукционном нагреве. —таль 40 примен€ют также в виде калиброванной холоднот€нутой стали точных размеров. ¬ результате наклепа повышаетс€ прочность (при снижении пластичности). »спользование калиброванной холоднот€нутой стали во многих случа€х позвол€ет устранить трудоемкие операции механической обработки (обточку на токарных станках осей, болтов и т.д.).
ќтжиг в промышленности обычно €вл€етс€ подготовительной термической обработкой. ѕонижа€ прочность и твердость, отжиг улучшает обработку резанием. »змельча€ зерно, снима€ внутренние напр€жени€ и уменьша€ структурную неоднородность, отжиг способствует повышению пластичности и в€зкости по сравнению с полученной после лить€, ковки или прокатки. ѕоэтому отжиг в некоторых случа€х, например дл€ многих крупных отливок, €вл€етс€ окончательной термической обработкой.
ѕолный отжиг относитс€ к отжигу второго рода (фазовой перекристаллизации). ќн заключаетс€ в нагреве доэвтектоидной стали на 30-50 ∞— выше температуры, соответствующей точке ј—3, выдержке при этой температуре дл€ полного прогрева металла и последующем медленном охлаждении, что достигаетс€ охлаждением в печи. ¬следствие медленного охлаждени€ сталь приближаетс€ к фазовому и структурному равновесию. —ледовательно, после отжига среднеуглеродистой стали получаютс€ структуры, указанные на диаграмме состо€ни€ железо-цементит: феррит + перлит. ѕри этом отжиге протекает процесс полной перекристаллизации стали. ‘азова€ перекристаллизаци€, происход€ща€ при отжиге, измельчает зерно и устран€ет видманштеттовую структуру стали.
ѕри нагреве до температуры выше точки ј—1 образуетс€ аустенит. јустенит образуетс€ на границе раздела феррит-цементит, поэтому число зародышей велико и образующиес€ зерна аустенита мелкие. ¬ дальнейшем медленное охлаждение обеспечивает распад аустенита при малых степен€х переохлаждени€. Ёто позвол€ет избежать образовани€ дисперсной феррито-цементитной смеси и свойственной ей высокой твердости. ѕолному отжигу подвергают отливки, поковки, прокат.
Ќеполный отжиг. Ётот вид отжига отличаетс€ от полного тем, что сталь нагревают до более низкой температуры (немного выше точки ј—1). ѕри нагреве под неполную закалку происход€т следующие превращени€: после превышени€ температуры точки јс1 перлит превращаетс€ в аустенит с содержанием углерода 0,8 % и избыточный феррит начинает раствор€тьс€ в аустените.
|
|
|
ƒл€ доэвтектоидных сталей неполный отжиг примен€ют, чтобы сн€ть внутренние напр€жени€ и улучшить обрабатываемость резанием. ќднако при неполном отжиге происходит только частична€ перекристаллизаци€ стали вследствие превращени€ перлита в аустенит. »збыточный феррит лишь частично переходит в твердый раствор, и значительна€ его часть не подвергаетс€ перекристаллизации. ѕо этим причинам неполный отжиг доэвтектоидных сталей примен€ют, если гор€ча€ механическа€ обработка была выполнена правильно и не создала крупного зерна, в частности видманштеттовой структуры. ≈сли предыдуща€ гор€ча€ механическа€ обработка производилась при слишком высоких температурах, то после неполного отпуска (в отличие от полного) в структуре может оставатьс€ крупнозернистый феррит. ѕоэтому дл€ стали 40 при наличии крупнозернистой структуры необходимо производить полный отжиг при температуре 860 о—.
ѕосле отжига получаютс€ структуры, указанные на диаграмме состо€ни€ железо-цементит: феррит + перлит.
ќтжиг нормализационный (нормализаци€). Ќормализаци€ заключаетс€ в нагреве доэвтектоидной стали до температуры, превышающей точку ј—3, непродолжительной выдержке дл€ прогрева и завершени€ фазовых превращений и охлаждении на воздухе. Ќормализаци€ вызывает фазовую перекристаллизацию стали и, следовательно, устран€ет крупнозернистую структуру, полученную при литье или прокатке (ковке, штамповке). Ќормализаци€ широко примен€етс€ дл€ улучшени€ свойств стальных отливок. ”скоренное охлаждение на воздухе приводит к распаду аустенита при более низких температурах, что повышает дисперсность феррито-цементитной смеси и увеличивает количество перлита. Ёто повышает на 10−15 % прочность и твердость нормализованной стали по сравнению с отожженной и, кроме того, вследствие измельчени€ зерна улучшает ее в€зкость. Ќазначение нормализации различно в зависимости от состава стали. ƒл€ среднеуглеродистой стали нормализацию примен€ют вместо закалки и высокого отпуска. ћеханические свойства будут ниже, но операци€ нормализации проще и дает меньшую деформацию изделий по сравнению с получаемой при закалке.
≈сли сталь 40 подвергалась закалке от температур 750 и 860 о—, то это соответственно неполна€ и полна€ закалки.
ѕолной закалкой называетс€ нагрев до температуры на 30-50∞ — выше температуры, соответствующей точки јс3, (дл€ доэвтектоидных сталей), выдержка дл€ завершени€ фазовых превращений и последующее охлаждение со скоростью выше критической (дл€ углеродистых сталей обычно в воде, а дл€ легированных в масле или в других средах). «акалка не €вл€етс€ окончательной термической обработкой. „тобы уменьшить хрупкость и напр€жени€, вызванные закалкой, и получить требуемые механические свойства, сталь после закалки подвергают отпуску.
—реднеуглеродистую конструкционную сталь подвергают полной закалке и высокому отпуску дл€ повышени€ прочности, твердости и получени€ достаточно высокой пластичности и в€зкости. ƒоэвтектоидные стали надо нагревать до температуры на 30-50 ∞— выше точки јс3 (рисунок ¬.3). ¬ этом случае сталь с исходной структурой перлит + феррит при нагреве получает аустенитную структуру, котора€ при последующем охлаждении со скоростью выше критической превратитс€ в мартенсит. “акой нагрев обеспечивает мелкие зерна аустенита, а после охлаждени€ мелкоигольчатый мартенсит и в€зкий, волокнистый излом.

–исунок ¬.3 ќптимальный интервал закалочных температур углеродистой стали
¬ доэвтектоидной стали, нагретой выше точки јс1, но ниже точки јс3, (неполна€ закалка), после закалки нар€ду с мартенситом сохран€ютс€ участки феррита, не претерпевшие превращени€ в аустенит при нагреве. ѕрисутствие феррита снижает твердость стали после закалки и ее механические свойства после отпуска. —труктура стали после неплной закалки Ц мартенсит + феррит. ѕоэтому дл€ доэвтектоидных сталей примен€ют полную закалку.
≈сли издели€ после правильно выполненной закалки имеют твердость более низкую, чем предусмотрено техническими услови€ми, то это объ€сн€етс€ недогревом (низка€ температура в печи, недостаточна€ выдержка при правильной температуре в печи). ¬ этом случае мартенсит не обладает достаточной твердостью (не содержит достаточно углерода).
ѕовышение температуры печи или увеличение выдержки устран€ет пониженную твердость закаленных деталей.
»ногда по€вл€ютс€ м€гкие п€тна из-за неоднородности исходной структуры, например скоплений феррита. ¬ этих местах при нагреве до температуры закалки может сохранитьс€ феррит или получитьс€ аустенит с недостаточной концентрацией углерода. ¬ этих местах даже при правильно проведенной закалке твердость недостаточна€. ѕредварительна€ термическа€ обработка (нормализаци€), создающа€ более однородную структуру, устран€ет этот дефект.
|
|
|
»ногда причиной снижени€ твердости €вл€етс€ обезуглероживание поверхности. ќбезуглероживание поверхности часто происходит при нагреве в пламенных или электрических печах без контролируемой атмосферы. ѕоэтому дают припуск на шлифование, что удорожает и усложн€ет технологию изготовлени€ термически обрабатываемых деталей. онтролируема€ искусственна€ атмосфера в термических печах €вл€етс€ радикальным способом устранени€ или уменьшени€ этого дефекта.
¬опрос 4 ƒл€ стали 11’‘ укажите химический состав и определите группу стали по назначению, укажите типовые издели€, изготавливаемые из нее.
Ќазначьте и обоснуйте вид и температуру закалки, охлаждающую среду, вид и температуру отпуска, объ€снив вли€ние легировани€ на превращени€, происход€щие на всех этапах термической обработки этой стали. ќпишите микроструктуру и свойства стали после различных этапов термообработки.
ќтвет.
—остав стали: 1,10 % углерода, до 1 % хрома, 0,15-0,30 % ванади€. ѕо назначению сталь относитс€ к инструментальным стал€м. “иповые издели€, изготавливаемые из этой стали: режущий инструмент, не подвергаемый нагреву выше 200 ∞— (типа метчиков). –ежим термической обработки: неполна€ закалка от температуры Ц 800...820 ∞—. “вердость после термической обработки ЌR— 62...64.
¬ыбранный режим термической обработки диктуетс€ услови€ми работы и требуемыми свойствами инструмента. ¬ процессе резани€ режуща€ часть инструмента внедр€етс€ в обрабатываемую деталь и отрывает частицы материала в виде стружки. ƒл€ выполнени€ такой работы инструмент должен обладать высокой твердостью, превышающей твердость обрабатываемого инструмента. ¬ процессе работы режуща€ часть инструмента все врем€ соприкасаетс€ со снимаемой стружкой. ѕоэтому сталь должна иметь высокую износостойкость. “вердость стали зависит от содержани€ углерода в стали (в мартенсите). —одержание углерода в стали 1,1 % обеспечит требуемую твердость при закалке.
Ќаличие в структуре карбидов преп€тствует росту зерна и получению мелкоигольчатой мартенситной структуры при охлаждении.
¬ процессе резани€ метчики не разогреваютс€ выше 100...150 ∞—, высока€ твердость по всему сечению не требуетс€, поэтому сталь 11’‘ пригодна дл€ их изготовлени€. Ќаличие хрома и ванади€ в стали позвол€ет при закалкеохлаждать метчики в масле, что уменьшает их деформацию и коробление.
ћартенсит закалки обладает высокой твердостью и прочностью,но хрупок. ƒл€ устранени€ внутренних напр€жений, возникающих при закалке, и получени€ требуемых механических свойств сталь подвергают низкому отпуску. ѕри этом мартенсит закалки переводитс€ в отпущенный мартенсит, повышаетс€ прочность и незначительно улучшаетс€ в€зкость стали без заметного снижени€ твердости.
“ипова€ термообработка этой стали: неполна€ закалка и низкий отпуск.
—труктура после закалки Ц мартенсит + цементит вторичный + аустенит остаточный. —труктура после отпуска Ц мартенсит отпущенный + цементит вторичный. ¬ процессе низкого отпуска за счет диффузии углерода происход€т первое и второе превращени€.
ѕри первом превращении из мартенсита закалки выдел€етс€ больша€ часть углерода (остаетс€ 0,2−0,4 % —), что приводит к снижению степени тетрагональности его кристаллической решетки и уменьшению внутренних напр€жений.
ѕри втором превращении из аустенита остаточного выдел€етс€ больша€ часть углерода, что приводит к повышению температур начала и конца мартенситного превращени€ и к завершению мартенситного превращени€ в процессе охлаждени€ до температуры окружающей среды.
Ћегирующие элементы, присутствующие в стали, оказывают существенное вли€ние на процессы, протекающие при термической обработке. ’ром и ванадий предотвращает рост зерна аустенита при нагреве, что способствует более глубокой прокаливаемости. Ќаличие легирующих элементов позвол€ет при закалке охлаждать метчики в масле, что уменьшает деформацию и коробление.
ѕри отпуске легирующие элементы замедл€ют процесс распада мартенсита, сохран€€ более высокую твердость стали.
¬опрос 5 ƒл€ сплава Ћ68 определите химический состав и группу сплава по назначению, укажите типовые издели€, изготавливаемые из него. ќпишите требовани€, предъ€вл€емые к сплавам этой группы, типовую термическую обработку дл€ данного сплава, фазовые и структурные изменени€ на всех этапах термической обработки, основные свойства.
ќтвет
—плавы меди с цинком относ€тс€ к числу машиностроительных материалов с высокими механическими и технологическими характеристиками. ƒиаграмма состо€ни€ таких сплавов приведена на рисунке ¬.4. ѕри содержании в сплаве до 39 % цинка образуетс€ твердый α-раствор, придающий пластичность и обусловливающий обрабатываемость сплава давлением. ѕри температурах 454...468 ∞— в системе образуетс€ β-фаза, представл€юща€ собой неупор€доченный твердый раствор цинка в меди. ѕри понижении температуры образуетс€ β΄-фаза упор€доченного твердого раствора, что вызывает уменьшение пластичности сплава. —войства латуней определ€ютс€ типом преобладающей фазы, размером и формой зерна, наличием примесей и легирующих элементов.

–исунок ¬.4 ƒиаграмма состо€ни€ системы —u-Zn
ѕрактическое применение наход€т латуни, содержащие до 45 % цинка. ¬ зависимости от его содержани€ при невысоких температурах латуни могут состо€ть из α- и α+β'-фаз (см. рисунок ¬.4). ѕри повышении температуры в сплаве существуют β и α+β-фазы. ƒл€ улучшени€ структуры латуни модифицируют введени€ в расплав добавок, образующих тугоплавкие соединени€, которые образуют центры кристаллизации. —уществуют модификаторы, замедл€ющие рост кристаллов. ƒл€ модифицировани€ латуней используют ванадий, ванадий и бор, титан и бор.
ѕримеси измен€ют некоторые свойства латуней. ∆елезо заметно повышает механические и технологические характеристики этих сплавов, свинец ухудшает пластичность. ѕримеси сурьмы и серы обусловливают разрушение сплава при механической обработке, примеси фосфора Ц повышение твердости и резкое снижение пластичности. јлюминий, марганец, кремний в виде примесей не оказывают заметного вли€ни€ на свойства латуней.
ћаксимальной пластичностью обладает латунь, содержаща€ 32 % Zn, а максимальной прочностью Ц латунь, содержаща€ 45 % Zn. Ћатуни, структура которых состоит только из α-раствора, хорошо обрабатываютс€ давлением в гор€чем и холодном состо€нии. Ћатуни, имеющие двухфазную структуру (α+β), обладают повышенной твердостью, хорошо обрабатываютс€ в гор€чем состо€нии, но в холодном состо€нии пластичность их очень мала.
“емпературы начала и конца кристаллизации латуней лежат близко друг от друга. Ётим объ€сн€етс€ особенность литейных свойств латуней Ц мала€ склонность к ликвации, хороша€ жидкотекучесть, склонность к образованию концентрированной усадочной раковины. ќбработка латуней давлением имеет р€д особенностей.
“вердый β'-раствор латуней при температуре выше 500∞— обладает большей пластичностью и меньшей прочностью, чем α-латуни, в то врем€ как при комнатной температуре прочность их выше, чем у α-латуней. ¬ св€зи с этим дл€ прокатки в гор€чем состо€нии наиболее пригодны латуни, структура которых состоит из β-раствора или α+β-раствора.
ѕри обработке давлением в холодном состо€нии латуни получают значительный наклеп и дл€ сн€ти€ напр€жений их подвергают отжигу. Ќа свойства латуней самым решающим образом вли€ет величина зерна. —войства латуней и величина зерна наход€тс€ в зависимости от температуры и продолжительности отжига, а также от степени предшествующей деформации. ƒл€ получени€ мелкого зерна в α-латун€х требуетс€ температура отжига в пределах 360-450 ∞—.
¬ интервале температур 200-600 ∞— у латуней по€вл€етс€ хрупкость, св€занна€ с образованием примесей свинца, сурьмы и висмута хрупких межкристаллитных прослоек. — повышением температуры эти прослойки раствор€ютс€ и пластичность латуней резко возрастает.
јтмосферные услови€, сухой пар, пресна€ и морска€ вода, сухие газы, уксусна€ кислота, сухой четыреххлористый углерод, фторированные органические соединени€, хлористый метил и бромозамещенные соединени€ при отсутствии влаги не вызывают заметной коррозии латуни. —ильную коррозию латуней вызывают рудничные воды, растворы йодистых солей, окисл€ющие растворы, азотна€, сол€на€, фосфорна€ и жирные кислоты, серный ангидрид, сероводород, растворы едких щелочей, растворы аммиака. —корость коррозии резко возрастает при повышении температуры в морской и пресной воде, в уксусной кислоте, растворах едких щелочей и других средах. «начительно возрастает скорость коррозии латуней в газах с повышением их влажности. Ѕольшой ущерб промышленности наноситс€ обесцинкованием и коррозионным растрескиванием латуней, которое происходит при одновременном воздействии коррозионной среды и раст€гивающих напр€жений. —клонность латуней к коррозионному растрескиванию возрастает с повышением содержани€ цинка и с увеличением до известного предела раст€гивающих напр€жений. ¬ латун€х с высоким содержанием цинка коррозионное растрескивание наблюдаетс€ относительно редко, если внутренние напр€жени€ менее 60 ћѕа. оррозионное растрескивание нагартованной латуни может наблюдатьс€ и при лежании во влажной атмосфере. Ётот вид коррозии в сильной степени зависит от влажности атмосферы и про€вл€етс€ во все времена года не одинаково интенсивно, поэтому ее иногда называют Ђсезонным растрескиваниемї.
—плав рекомендуетс€ дл€ изготовлени€ листов, лент, полос, труб, прутков, проволоки с пределом прочности не менее 620 ћѕа и относительным удлинением не менее 2,5 %.
Ћегирование латуней железом, алюминием, никелем, оловом, марганцем, свинцом и другими элементами позвол€ет регулировать эксплуатационные свойства сплавов. Ћегирование латуней способствует увеличению их прочностных характеристик, но уменьшению пластичности. ƒл€ повышени€ коррозионной стойкости в состав латуней ввод€т алюминий, цинк, кремний, марганец, никель. ќбрабатываемость резанием и антифрикционные свойства латуней улучшаютс€ при легировании их свинцом.

