




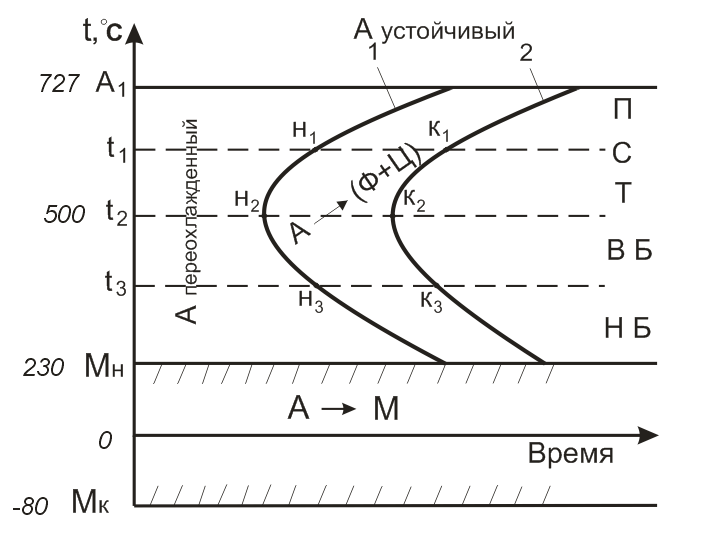
Если нагретую сталь со структурой аустенита переохладить до температуры ниже 727˚С, то аустенит окажется в неравновесном состоянии. Переохлажденный аустенит через некоторое время (инкубационный период) начнёт распадаться на феррито-цементитную смесь. В зависимости от степени переохлаждения и механизма процесса различают три превращения аустенита: перлитное, мартенситное и промежуточное (бейнитное). Превращения протекают в соответствии с диаграммой изотермического распада переохлажденного аустенита, изображаемой в координатах «температура-время» (рис. 33). На диаграмме, соответствующей эвтектоидной стали:
· Линия А1 отделяет область устойчивого аустенита.
· Линия 1 – линия начала диффузионного распада аустенита, левее этой линии – аустенит переохлажденный, его устойчивость минимальна при температуре около 500˚С.
· Линия 2 – линия конца диффузионного распада, правее этой линии - продукты перлитного (выше 500˚С) и бейнитного (ниже 500˚С) превращений.
· Линия Мн – линия (температура) начала бездиффузионного мартенситного превращения.
· Линия Мк – линия конца этого превращения, для эвтектоидной стали эта температура имеет отрицательное значение.
Цементация стали. Назначение процесса. Стали для цементации. Применяемая термическая обработка, получаемые структура и свойства
Цементация – это вид химико-термической обработки, заключающийся в диффузионном насыщении поверхностного слоя стали углеродом. Цель цементации - повышение твёрдости и износостойкости поверхности при сохранении вязкой сердцевины.
Цементацию проводят при температуре 930…950°C в углеродсодержащей среде (карбюризаторе). В качестве карбюризатора чаще используют газовые среды, например, эндогаз (20%СО+40%H2+40%N2, с добавкой 5% CH4). Основным источником атомарного углерода является окись углерода: 2СО→CO2+Cат. Атомы углерода, образующиеся в насыщающей среде, адсорбируются на поверхности детали, а затем диффундируют вглубь. Образуется диффузионный слой с повышенной концентрацией углерода, толщина которого зависит от температуры и длительности насыщения и составляет обычно 1…2 мм. Для получения слоя толщиной 1,5 мм цементацию проводят в течение 15 часов. Охлаждение после цементации ведут на воздухе.
Цементации подвергают малоуглеродистые стали (0,1…0,3%С). После цементации в поверхностном слое находится до 0,8…1,1%С, содержание углерода плавно уменьшается по глубине до исходной его концентрации в стали. Соответственно меняется структура от поверхности вглубь слоя от заэвтектоидной (П+ЦII), эвтектоидной (П) к доэвтектоидной (П+Ф).
Для получения окончательной структуры и свойств детали после цементации проводят закалку и низкий отпуск. Для наследственно мелкозернистых сталей закалку можно проводить непосредственно из цементационной печи, подстуживая детали до 860°C, затем дают низкий отпуск при 160-200°C. Для устранения крупнозернистой структуры сталей применяют повторный нагрев под закалку после цементации.
Окончательная с труктура поверхности изделия - МОТП+АОСТ+ЦII с высокой твердостью (58..64 HRC). Структура сердцевины углеродистых сталей – сорбит(перлит)+феррит, легированных – бейнит или малоуглеродистый мартенсит.
Задача:
Билет №7
1. Мартенситное превращение и его особенности. Строение и свойства мартенсита. Влияние углерода и легирующих элементов на температуру Мн и Мк.
Мартенситное превращение протекает в интервале температур Мн-Мк (рис. 33).
Механизм мартенситного превращения – бездиффузионный. При непрерывном быстром охлаждении аустенита со скоростью выше критической (VКР - критическая скорость закалки – минимальная скорость охлаждения для получения мартенсита) диффузии углерода не происходит, идет только полиморфное γ→α превращение:
Feγ(C)0,8%C→ Feα(C)0,8%C.
Образуется мартенсит – пересыщенный твёрдый раствор углерода в α-железе.
Кристаллическая решётка мартенсита - тетрагональная (Рис.34), в ней отношение периодов с/а≠1. Чем больше в мартенсите углерода, тем больше степень тетрагональности (с/а).
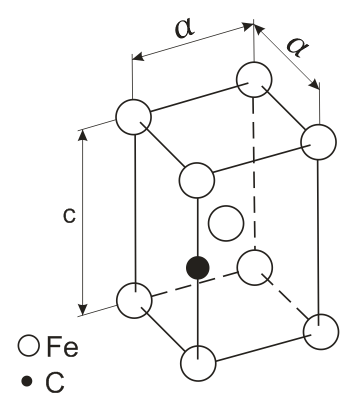
Рис.34. Кристаллическая решетка мартенсита
Мартенсит – структура закаленной стали, обладает высокой твердостью. Это объясняется искажениями кристаллической решётки, вызванными повышенным содержанием в ней углерода, увеличением плотности дислокаций до 1012см-2. Чем больше в мартенсите углерода, тем выше его твердость. Твердость мартенсита стали с содержанием углерода 0,8% – 63…65 HRC.
Мартенсит имеет игольчатое строение (рис. 35).
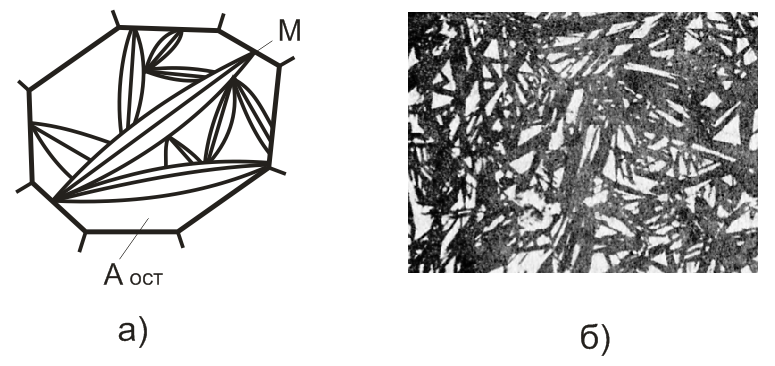
Рис. 35. Строение мартенсита: а – схема, б – микроструктура
Основные особенности мартенситного превращения:
· превращение А→М идет по бездиффузионному механизму;
· превращение А→М идёт с увеличением объёма, что вызывает значительные остаточные напряжения;
· мартенситное превращение не идёт до конца, в структуре сохраняется остаточный аустенит (АОСТ).
Количество АОСТ зависит от содержания углерода и легирующих элементов в стали, которые влияют на положение точек начала и конца мартенситного превращения (рис. 36). При содержании углерода более 0,6% МК опускается в область отрицательных температур. Чем больше углерода и легирующих элементов, тем ниже МН и МК и тем больше в структуре остаточного аустенита.
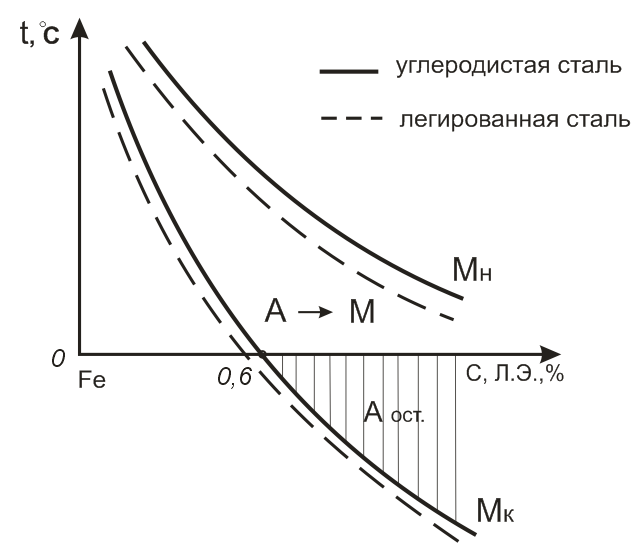
Рис. 36. Влияние содержания углерода (сплошные линии) и легирующих элементов (пунктирные линии) на температуру мартенситных точек МН и МК
1. Виды и назначение отпуска. Фазовые и структурные превращения, протекающие при отпуске.
Отпуск стали
Отпуск – нагрев закаленной стали до температур ниже АС1, выдержка и охлаждение. Цель отпуска – получение окончательной структуры и свойств стали. Отпуск основан на превращениях мартенсита при нагреве (см. п. 6.3), в результате которых происходит изменение структуры и свойств стали (рис. 43).
Различают три вида отпуска (табл.3). Окончательная термообработка, назначаемая изделию для придания требуемых свойств, состоит из закалки и последующего отпуска. Закалку с низким отпуском применяют для деталей машин и инструмента, от которых требуются высокая твердость и износостойкость. Закалку с последующим средним отпуском – для изделий с повышенными упругими свойствами. Закалку с высоким отпуском (улучшение) – для деталей, работающих при повышенных динамических (ударных) и циклических нагрузках.
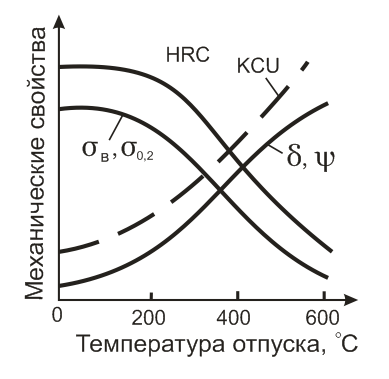
Рис. 43. Влияние температуры отпуска на механические свойства закаленной стали
Таблица 3
Характеристика видов отпуска
| Виды отпуска | Температура, °С | Структура | Свойства | Применение |
| Низкий | 150…250 | Мотп | HRC, σв | Инструмент, подшипники, детали после ХТО и ТВЧ |
| Средний | 350…500 | Тотп | σупр, σ-1 | Рессоры, пружины |
| Высокий | 500…680 | Сотп | КС | Валы, оси, шатуны |
Отпускная хрупкость
С уществуют определенные температурные интервалы отпуска, в которых снижается ударная вязкость (Рис.44). Понижение ударной вязкости при температурах отпуска называется отпускной хрупкостью.
Отпускная хрупкость I рода (необратимая) наблюдается в температурном интервале среднего отпуска (250…400°С) у всех конструкционных сталей. Её связывают с неравномерным выделением карбидов из мартенсита по границам зёрен. Хрупкость I рода устраняется нагревом до температуры выше 400°С, снижающим, однако, твердость.
Отпускная хрупкость II рода (обратимая) проявляется при температуре 500…550°С в Cr-Ni- и Cr-Mn- улучшаемых сталях. Предполагаемая причина – скопление фосфора и элементов внедрения по границам зёрен при медленном охлаждении. Хрупкость II рода устраняется повторным отпуском с быстрым охлаждением. Для предупреждения обратимой хрупкости стали легируют молибденом (0,3%) или вольфрамом (до 1%).
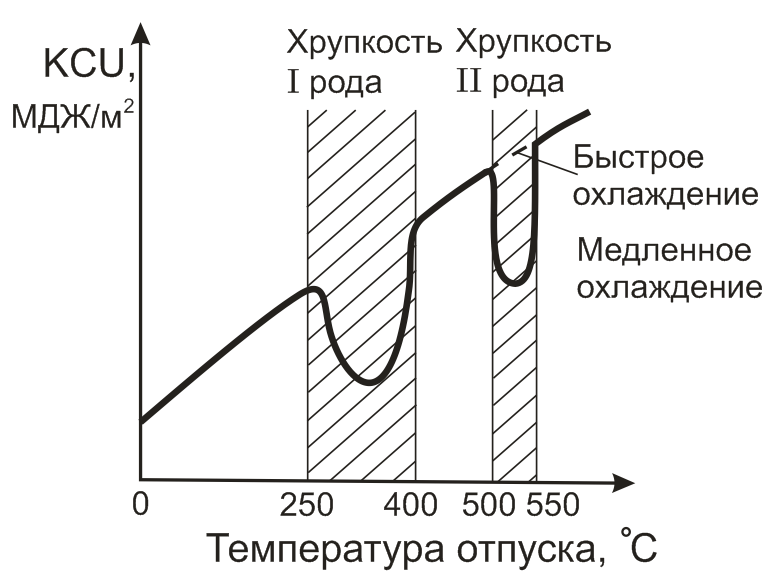
Рис. 44. Влияние температуры отпуска на ударную вязкость легированной стали
Сплавы на основе меди. Маркировка, свойства, назначение
Медь и ее сплавы
Свойства меди:
· Тпл=1083 °С,
· кристаллическая решетка ГЦК (полиморфных превращений не испытывает),
· высокая тепло- и электропроводность;
· коррозионная стойкость;
· высокая пластичность;
· высокие технологические свойства: хорошо обрабатывается давлением, сваривается, легко поддается пайке, полируется.
Различают две основные группы медных сплавов: латуни и бронзы.
Латуни
Латуни – сплавы меди с цинком. Маркируются буквой Л и числом, показывающим содержание меди (например, латунь Л68 содержит 68% Cu и 32% Zn). В марках многокомпонентных латуней содержатся буквенные обозначения элементов, числа последовательно показывают содержание меди и каждого легирующего элемента. Например, латунь ЛАН59-3-2 содержит 59%Cu, 3%Al, 2%Ni (остальное Zn).
Латуни по структуре делят на две группы:
· однофазные со структурой α-твердого раствора, содержат <39%Zn;
· двухфазные со структурой α + β', содержат от 39% до 45%Zn.
Однофазные α-латуни (Л96, Л80) обладают пластичностью, хорошо обрабатываются давлением в горячем и холодном состоянии, упрочняются холодной пластической деформацией. Однофазные латуни применяются в виде полос, лент, проволоки, а также в качестве деталей (шайбы, втулки и т.д.).
Двухфазные α+β'- латуни (Л59, Л60) по сравнению с однофазными латунями имеют бόльшую прочность и износостойкость, из них изготавливают втулки, гайки, токопроводящие детали.
Специальные латуни дополнительно легированы элементами: Sn, Pb, Si, Ni, Al, Fe, Mn.
Бронзы
Бронзы – это сплавы меди с различными элементами: оловом, алюминием, кремнием, хромом, кадмием, бериллием и др. Маркировка бронз начинается с букв Бр, далее следуют буквенные обозначения легирующих элементов, а затем цифры, показывающие содержание каждого элемента. Например, бронза БрОЦС6-6-3 содержит 6%Sn, 6%Zn, 3%Pb, остальное – медь.
· Задача: Сильхромы 40Х9C2 и 40Х10С2М применяют для изготовления выпускных клапанов двигателей. Траб.max=650°С.
После закалки и высокого отпуска формируется структура сорбита отпуска. Жаропрочность достигается за счет упрочнения твердого раствора, образования карбидных и интерметаллидных фаз
Билет №8
Чугуны. Виды чугунов. Высокопрочные чугуны, их состав, структура, получение, строение. Маркировка. Свойства и применение
Чугуны, благодаря наличию эвтектики, обладают высокими литейными свойствами (жидкотекучестью).
В отличие от белых чугунов в серых чугунах углерод частично или полностью находится в виде графита. По составу серый чугун – это тройной сплав Fe-C-Si. Кремний способствует графитизации чугуна. Графит обеспечивает чугуну хорошую обрабатываемость резанием, высокие антифрикционные и демпфирующие свойства, снижает чувствительность к надрезам, но понижает прочность и пластичность. В состав серого чугуна входят 2,4…3,5%С, 1,2…3,5%Si и постоянные примеси – Mn, P и S. Марганец затрудняет графитизацию (отбеливает чугун), но повышает механические свойства, фосфор улучшает жидкотекучесть, но увеличивает хрупкость, сера – ухудшает литейные и механические свойства. Изменяя содержание углерода, кремния и скорость охлаждения отливки можно получить разную структуру серого чугуна. Она состоит из металлической основы и графитных включений.
По металлической основе серые чугуны различают на:
· перлитный,
· феррито-перлитный,
· ферритный.
По форме графитных включений различают:
· серый литейный чугун с пластинчатым графитом;
· высокопрочный чугун с графитом шаровидной формы;
· ковкий чугун с графитом хлопьевидной формы.
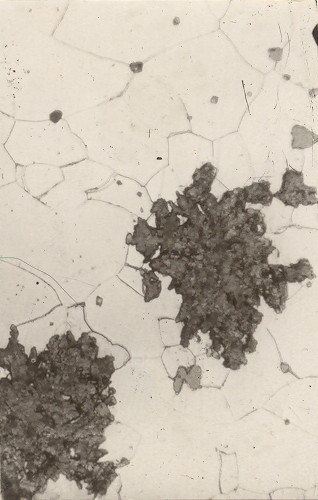
Серый литейный чугун (рис.21) получают методом литья. Основными способами графитизации являются:
· медленное охлаждение отливки (малая степень переохлаждения, ΔТ < 6°С);
· легирование кремнием;
· модифицированием твердыми частицами Al2O3, SiO2 или графита.
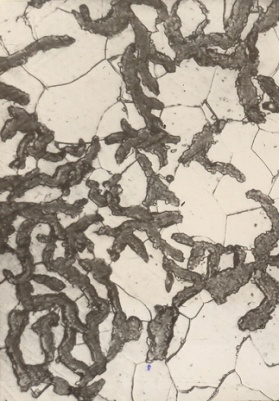

ферритный феррито-перлитный перлитный
Рис.21. Микроструктуры серых литейных чугунов
Серый чугун плохо работает на растяжение, имеет низкую пластичность (δ<0,5%). Предел прочности на сжатие в 4…5 раз выше, чем на растяжение. Применяют его для деталей, работающих на сжатие: поршневые кольца, станины станков, опоры, блоки цилиндров, поршни, картеры и др.
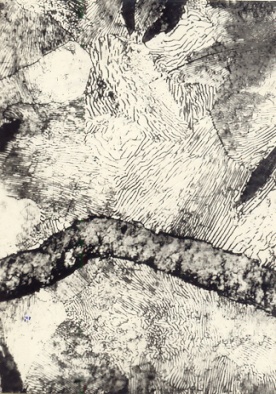
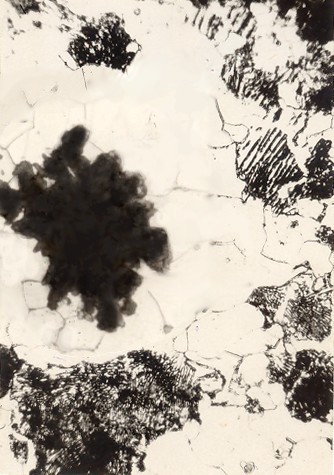
Высокопрочный чугун (рис. 22) получают методом литься с модифицированием жидкого расплава магнием (0,03..0,08%). Магний способствует получению графита шаровидной формы и измельчению феррито-цементитной смеси металлической основы.
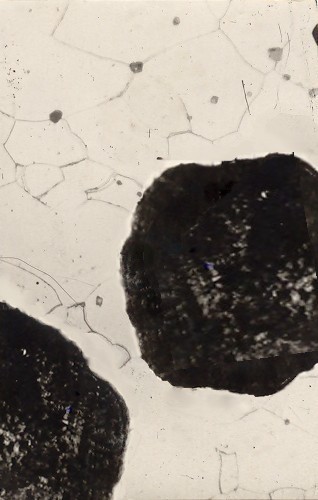
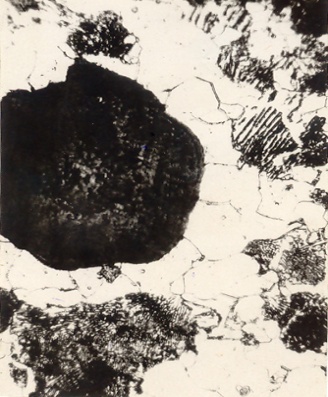
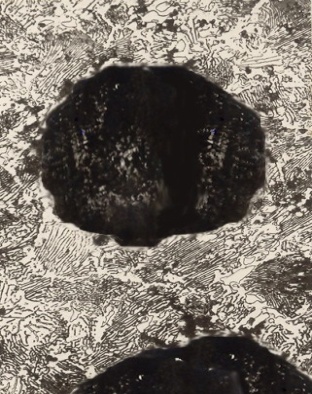
ферритный феррито-перлитный перлитный
Рис. 22. Микроструктуры высокопрочных чугунов
Высокопрочные чугуны применяют для изготовления оборудования прокатных станов, корпусов паровых турбин. В автомобилестроении их используют для изготовления коленчатых валов.
Ковкий чугун получают из доэвтектического белого чугуна длительным отжигом (графитизацией) отливок: медленный нагрев до 950..1000°С, выдержку 20-25 часов, при которой цементит ледебурита и цементит вторичный превращаются в перлит (первая стадия графитизации – получают перлитный ковкий чугун). Для получения ферритного ковкого чугуна с температуры нагрева после первой стадии граффитизации, чугун медленно охлаждают в диапазоне эвтектоидного превращения 760..720°С или дают выдержку 25-30 часов (вторая стадия графитизации), перлит распадается на феррит и графит – получают ферритный ковкий чугун (рис.23). Для получения феррито-перлитного ковкого чугуна сокращаюи время выдержки на второй стадии графитизации. Ковкий чугун отличается высокой пластичночтью (особенно ферритный), его применяют для деталей, работающих в условиях ударных и циклических нагрузок, отливок сложной формы.
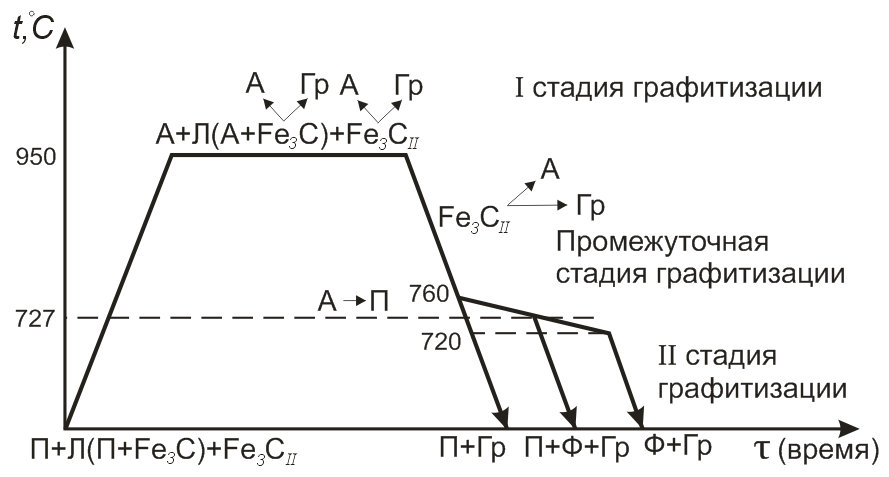
Рис.23. Схема отжига ковкого чугуна
Примеры маркировка серых чугунов:
- серый литейный – СЧ35: серый чугун, σв=350 МПа;
- высокопрочный чугун – ВЧ1200: высокопрочный чугун, σв=1200 МПа;
- ковкий чугун – КЧ37-12: ковкий чугун, σв=370 МПа, δ=12%.
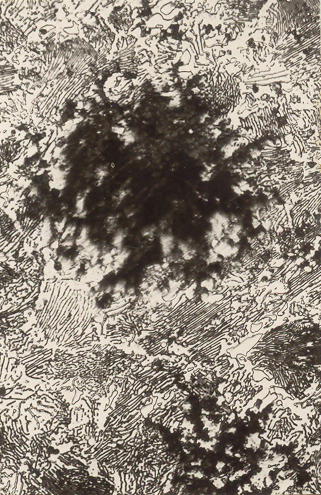
Ферритный Феррито-перлитный Перлитный
Рис. 24. Микроструктуры ковких чугунов.
Зерно аустенита в стали. Начальное, наследственное и действительное зерно. Перегрев и пережог

