




Токарный проходной резец имеет головку – рабочую часть I и тело-стержень II (рисунок 4.2), который служит для закрепления резца в резцедержателе. Головка резца образуется при заточке и имеет следующие поверхности: переднюю поверхность 1 (сходит стружка); главную заднюю поверхность 2 (обращена к поверхности резания заготовки); главную режущую кромку 3 и вспомогательную 6; вершину 4 (закруглена или срезана для увеличения износостойкости).
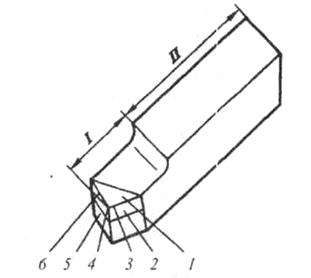
Рисунок 4.2 – Элементы токарного прямого проходного резца
Инструмент затачивают по передней и задним поверхностям. Углы резца определяют взаимное расположение поверхностей рабочей части инструмента, а также остроту режущего клина и форму поперечного сечения срезаемого слоя. Углы рассматривают исходя из выполнения следующих условий: ось резца должна быть перпендикулярна к линии центров станка; вершина резца - на линии центров станка; совершается главное движение резания.
Углы инструмента оказывают существенное влияние на процесс резания и качество обработки (рисунок4.3).
Передний угол g оказывает большое влияние на процесс резания. С увеличением +g уменьшается деформация срезаемого слоя, так как инструмент легче врезается в материал, снижаются силы резания и расход мощности. Одновременно улучшаются условия схода стружки, а качество обработанной поверхности заготовки повышается. Однако чрезмерное повышение +g приводит к снижению прочности главной режущей кромки, увеличению взноса вследствие выкрашивания, ухудшению условий теплоотвода от режущей кромки.
При обработке деталей из хрупких и твердых материалов для повышения стойкости резца следует назначать меньшие значения угла +g, иногда даже отрицательные. При обработке деталей из мягких и вязких материалов передний угол +g увеличивают gопт = +18 ¸ -4°(-10°).
Рисунок 4.3 – Геометрические параметры проходного токарного резца
Главный задний угол a – наличие a уменьшает трение между главной задней поверхностью инструмента и поверхностью резания заготовки, что уменьшает износ инструмента по главной задней поверхности. Для мягких и вязких материалов a должно быть больше, чем при обработке твердых и хрупких материалов. Обычно aопт = 6 ¸ 12°.
Главный угол в плане j – оказывает значительное влияние на шероховатость обработанной поверхности.
С уменьшением угла j шероховатость обработанной поверхности снижается. Одновременно увеличивается активная рабочая длина главной режущей кромки; соответственно сила и температура резания, приходящаяся на единицу длины кромки уменьшаются, что снижает износ инструмента. Однако с уменьшением угла j возрастает сила резания, направленная перпендикулярно к оси заготовки Ру, следовательно возрастает деформация заготовки и отжим резца от заготовки: j = 30 ¸ 90°. Когда j = 90° – проходной резец для обработки конической поверхности. Таким образом, с уменьшением угла j возможно возникновение вибраций в процессе резания, снижающих качество обработанной поверхности.
С уменьшением угла j1 шероховатость обработанной поверхности снижается, увеличивается прочность вершины резца и снижается его износ.
Угол наклона главной режущей кромки l отрицательный, когда вершина резца является наивысшей точкой: обычно l = 0...4°. При этом стружка сходит на обрабатываемую поверхность впереди резца (резец менее прочный) и рекомендуется при чистовых обработках. Когда вершина резца является наиболее
низшей точкой l положителен (головка более массивная, следовательно – прочная). При этом стружка сходит к обработанной поверхности, царапает обработанную поверхность и мешает рабочему следить за обработкой, но при этом головка резца массивная и стойкая, рекомендуется при обдирочных работах и при обработке прерывистых поверхностей.
Отмеченные углы являются углами в статике. Углы g, a, j могут изменяться вследствие погрешности установки резца:
– если при обтачивании вершина резца выше линии центров, то угол +g увеличивается, а угол a уменьшается, а при установке вершины резца ниже линии центров – наоборот;
– если ось резца будет не перпендикулярна к линии центров, то это вызовет изменение углов j и j1.
Так как фактически поверхность резания к которой касательна плоскость резания винтовая поверхность в процессе резания углы g и a Þ var.
При работе с Smax и нарезании резьбы изменение углов g и a будет существенным, что необходимо учитывать при изготовлении резцов.

