




Виды неразрушающего контроля
Неразрушающий контроль (НК) основан на получении информации о качестве проверяемых материалов и изделий при взаимодействии их с веществами или физическими полями в виде электрических, световых, звуковых или других сигналов. Современные методы НК в соответствии с ГОСТ 18353–79 подразделяются на девять основных видов:
- радиационный;
- акустический;
- магнитный;
- проникающими веществами (капиллярный и течеискания);
- оптический;
- вихретоковый;
- электрический;
- радиоволновой;
- тепловой.
Методы каждого вида НК классифицируют по характеру взаимодействия физических полей или веществ с контролируемым объектом, первичным информативным признакам и способам получения первичной информации.
Классификация видов контроля качества
Качество материалов и изделий формируется на всех этапах их создания и эксплуатации – проектирования, изготовления и потребления. В процессе контроля сравнивают выходные или промежуточные характеристики продукции с расчетными или установленными данными, указанными в стандартах или технических условиях. При оценке качества на промышленных предприятиях в соответствии с ГОСТ 16504–74 применяют входной, операционный и приемочный контроль.
Входной контроль предназначен для исключения некачественных материалов, дефектных изделий, поступающих с других предприятий или участков производства до начала производства.
Операционный (технологический) контроль предназначен для оценки продукции в процессе ее изготовления. Большое распространение получает активный операционный контроль. Измерительные приборы активного контроля дают информацию о характеристиках получаемого материала или изделия, а система обратной связи автоматически управляет производственным процессом.
Приемочный контроль применяют для готовой продукции по окончании всех технологических операций. Контроль может быть сплошным или выборочным. Первый предусматривает проверку каждой единицы продукции. Выборочный контроль целесообразен при стабильном технологическом процессе в массовом или серийном производстве. Норма выборки определяется на основании эксплуатационных данных, анализа технологического процесса, стоимости контроля и изделия. Размер выборки, а также условия приемки партии деталей определяются методами статистического контроля.
В процессе эксплуатации машин и оборудования проводят профилактический, регламентированный и целевой контроль.
Выбор метода контроля
Анализ контролируемой продукции позволяет выделить некоторые общие признаки для широкой номенклатуры применяемых материалов с различными физическими свойствами (материаловедческие), различными видами дефектов типа несплошностей (дефектоскопические), размерами, формой переходных участков (концентраторы), толщиной (геометрические), техническим состоянием, величиной и характером напряженно-деформированного состояния, признаками предразрушения (эксплуатационные).
Достоверность контроля зависит от интенсивности изменения контролируемых показателей и физических свойств материала при изменении условий нагружения, обработки, эксплуатации, а также от выбора физического поля или явления, максимально реагирующего на эти изменения.
Выбор и применение метода контроля обусловливаются следующими факторами:
- агрегатным состоянием контролируемой среды (газообразное, жидкое, твердое);
- видом материала (диэлектрик, проводник, магнит и т.п.);
- видом структуры контролируемого материала (монокристаллическая, крупноструктурная);
- способностью взаимодействовать с наводимым полем или применяемым веществом;
- условиями контроля (в вакууме, при высоких температуре, давлении);
- размерами, конфигурацией и конструктивными особенностями объекта контроля;
- видом решаемой задачи (диагностика, структуроскопия, влагометрия).
В современных условиях при большом разнообразии методов и приборов необходим тщательный анализ для выбора наиболее эффективного и экономичного НК.
Принцип выбора методов НК материалов и изделий основывается на их классификационных признаках. Основными признаками являются: характер взаимодействия физических полей или веществ с контролируемым объектом, первичная, информативная характеристика, индикация первичной информации, окончательная информация. Каждый метод имеет свою область наиболее эффективного применения.
Рациональное использование комплекса неразрушающих методов контроля позволяет в некоторых случаях увеличить его эффективность. При этом понятие комплектности не ограничивается только сочетанием методов НК с целью дублирования результатов контроля. Под комплексным контролем подразумевают рациональное сочетание различных неразрушающих методов, которые могут и должны обеспечить достоверную оценку качества изделия в целом.
Каждый метод контроля качества имеет свои достоинства и недостатки, область или области применения и перспективы развития. Задача организации контроля качества состоит в обоснованном выборе метода контроля, исходя из свойств и параметров объекта. Приложение каждого из методов определяется особенностью применяемого физического поля. Например, акустический контроль не применяют для обнаружения дефектов, размеры которых сравнимы с длиной акустической волны, а вихретоковый контроль позволяет получить информацию только о поверхностном слое электропроводного изделия, глубина которого определяется глубиной проникновения электромагнитной волны. Ограничение магнитных методов – в их применимости к контролю только ферромагнитных материалов и изделий из них.
Классификация средств НК
По контролируемым параметрам применяемые средства неразрушающего контроля разделяются на приборы и установки, предназначенные для:
- обнаружения дефектов типа нарушений сплошности (трещины, раковины, расслоения, пористость, очаги коррозии, рыхлость и т.д.);
- контроля геометрических характеристик (наружные и внутренние диаметры, толщина стенки, покрытий, слоев, степень износа и т.д.);
- измерения физико-механических и физико-химических характеристик (электрические, магнитные и структурные параметры, отклонения от марки материала и химического состава, измерения твердости, пластичности коэрцитивной силы, контроль качества упрочненных слоев, содержания и распределения ферритной фазы и т.п.);
- технической диагностики для предсказания возникновения различного рода дефектов, в том числе нарушений сплошности, изменения размеров и физико-механических свойств изделий на период их эксплуатации.
Одной из современных тенденций в использовании испытательной техники является замена разрушающих испытаний неразрушающими.
Разрушающие испытания образцов позволяют установить соответствие эксплуатационных характеристик изделия измеренным. Если эти связи установлены, то НК дает возможность резко сократить объем и периодичность испытаний разрушающими методами. Установление связей между изменениями параметров физического поля либо вещества и характеристиками контролируемой продукции при их взаимодействии составляет физические основы дефектоскопии.
Радиационный контроль
Ионизирующие излучения
Радиационный контроль основан на регистрации и анализе ионизирующего излучения при его взаимодействии с контролируемым изделием. К ионизирующим излучениям относятся рентгеновские и гамма-излучения, а также потоки заряженных или нейтральных частиц.
Рентгеновское излучение является электромагнитным излучением и возникает в рентгеновской трубке при торможении ускоренных электронов. Кинетическая энергия тормозящихся электронов превращается в электромагнитную энергию, излучаемую в виде фотонов.
Гамма-излучение, как и рентгеновское, представляет собой электромагнитное излучение высокой энергии, обладающее большой проникающей способностью, источниками гамма-излучения являются, например, изотопы натрия-24, кобальта-60, стронция-85, цезия-137, иридия-192.
Длина волн рентгеновских лучей – 6·(10-13...10-9) мм; гамма-излучения - (10-13...4 ·10-12) мм, что во много раз меньше длин световых волн [(4...7) · 10-7] мм.
Альфа-излучение – это поток положительно заряженных ядер атомов гелия, вылетающих из ядер радиоактивных атомов, например - полония-210, радия-226, плутония-238, кюрия-242, калифорния-252. Альфа-частицы обладают большой энергией, однако они характеризуются малой проникающей способностью.
Бета-излучение представляет собой поток электронов или позитронов, образующихся в результате распада нестабильных ядер трития, стронция-90, таллия-204 и т.д. Ионизирующая способность бета-частиц значительно ниже, чем альфа-частиц.
Нейтронное излучение – поток нейтральных частиц (нейтронов), обладающих большой проникающей способностью. В зависимости от энергии нейтроны подразделяются на тепловые (медленные) и быстрые.
Методы радиационного контроля
Радиография
Под радиографией понимают получение изображения распределения интенсивности рентгеновского излучения на радиографической пленке. Этот метод занимает еще большую долю во всем радиационном контроле. Принципиальная схема проведения радиографического контроля приведена на рис. 1.
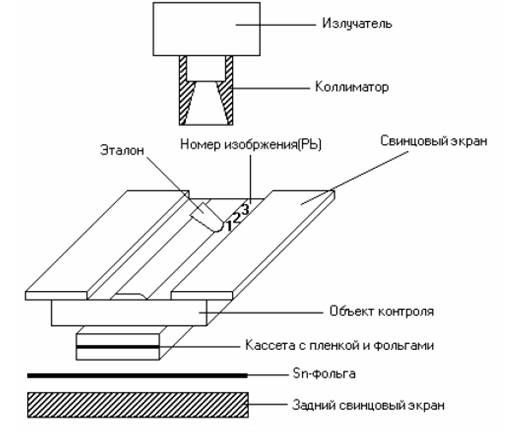
Рисунок 1. Схема проведения радиографического контроля
Контролируемая деталь находится на столе, поверхность которого покрыта свинцом и обычно дополнительно фольгой, чтобы предотвратить обратное излучение. Между объектом контроля и столом находится кассета с пленкой. Для уменьшения эффекта рассеивания требуется, чтобы излучение излучателя было коллимировано для облучения только необходимой части изделия. Для идентификации изображений необходима их маркировка: для этого используют свинцовые буквы или цифры. Кроме того, должен присутствовать контрольный образец для определения качества проявки пленки и правильности режима.
Согласно ГОСТ 7512 – 82 для определения качества изображения рекомендуется применение проволочных, канавочных и ступенчатых эталонов. Проволочный эталон представляет собой набор из семи проволочек. Самая тонкая – 0,05 мм, самая толстая – 4 мм. Проволочки изготавливаются из того же материала, который подвергается контролю. Канавочные эталоны имеют шесть канавок, глубина которых изменяется от 0,1 до 4,0 мм. Пластинчатые эталоны имеют толщину от 0,1 до 2,5 мм, причем каждая пластина имеет по два отверстия с диаметром, равным толщине эталона и удвоенной толщине эталона.
Чувствительность контроля определяется как наименьший диаметр, выявляемый на снимке проволоки, наименьшая глубина выявляемой канавки, наименьшая толщина пластинчатого эталона, при которой на снимке выявляется отверстие с диаметром, равным удвоенной толщине эталона.
Радиоскопия
Под радиоскопией понимают радиационный контроль с применением усилителей изображения и с выводом его на монитор. На рис. 2 приведена схема радиоскопии.
Коллиматоры служат для сужения пучка излучения. Фильтрация излучения алюминием повышает контрастность изображения. Обычно радиоскопия дает 2- или 3-кратное изображение для больших объектов и 10 – 40 –кратное увеличение для маленьких объектов. Радиография дает точное позиционирование положения дефекта.
Изображение снимается на телекамеру, аналоговый сигнал может преобразовываться в цифровой, что позволяет повысить качество изображения.

Рисунок 2. Схема проведения радиоскопического контроля
Компьютерная томография
Обычные методы просвечивания позволяют получить только теневую проекцию просвечиваемого объекта. Можно определить расположение дефекта только по координатам, перпендикулярным оси просвечивания, а вдоль оси – невозможно. Компьютерная томография основана на стереоскопическом просвечивании, оцифровке результатов и их компьютерной обработке. Обычно применяют просвечивание с шагом 2º.
При объединении большого количества соседних слоев объекта контроля можно получить объемное изображение внутренней структуры. На рис. 3 приведена схема процесса томографии.

Рисунок 3. Схема процесса томографии
Современные томографы позволяют получить цветное изображение, облегчающее анализ дефектов. Томографы позволяют также получить изображение структуры материала без изготовления специальных микрошлифов.
Радиометрия
Под радиометрией понимают измерение интенсивности рентгеновского излучения с помощью высокочувствительных детекторов. Измеряют ослабление излучения при прохождении через объект контроля.

