




1. Ознакомиться под руководством преподавателя или ответственного сотрудника кафедры с устройством и работой толщиномера ультразвукового УТ-93П.
2. Выполнить измерения толщины предоставленных преподавателем образцов. Параллельно измерить толщину образцов универсальным измерительным инструментом (штангенциркулем и т. п.). Записать и сравнить результаты.
Электромагнитно-акустическая (ЭМА) толщинометрия
1. Ознакомиться под руководством преподавателя или ответственного сотрудника кафедры с устройством и работой толщиномера электромагнитно-акустического ЭМАТ-100.
2. Выполнить измерения толщины предоставленных преподавателем образцов. Измерить толщину образцов универсальным измерительным инструментом. Записать и сравнить результаты.
Таблица 9.1
Протокол измерений
| Тип толщиномера | Характеристика измеряемых образцов | Результаты измерений | |
| на приборе | универсальным инструментом | ||
| УТ-93П | |||
| ЭМАТ-100 |
Контрольные вопросы
1. На каких физических явлениях основаны принципы ультразвуковой толщинометрии?
2. Каково назначение пьезоэлектрических и пьезокерамических преобразователей?
3. В чем заключаются прямой и обратный пьезоэффекты?
4. Объясните понятия зондового и донного импульсов.
5. Для чего используются контактные жидкости при ультразвуковой толщинометрии?
6. В чем заключаются преимущества электромагнитно-акустической толщинометрии по сравнению с контактной ультразвуковой толщино-метрией?
7. Каким образом возбуждаются ультразвуковые колебания при использовании ЭМА-преобразователей?
8. Назовите факторы, определяющие время распространения ультра-звуковых колебаний от одной поверхности к другой и обратно.
9. Назовите диапазон частот ультразвуковых колебаний, исполь-зуемых при ультразвуковой толщинометрии.
10. Предложите ситуацию рационального применения ультразвуковой и электромагнитно-акустической толщинометрии при выявлении причин разрушения металлических конструкций.
Лабораторная работа 10
КОНТРОЛЬ КАЧЕСТВА СВАРНОГО ШВА МЕТАЛЛОГРАФИЧЕСКИМ МЕТОДОМ
Общие сведения
По расположению в шве дефекты подразделяют на наружные и внутренние. К наружным дефектам относят продольные и поперечные трещины, подрезы, кратеры, остатки шлака, неровную поверхность шва, наплывы и др.
Трещины (рис. 10.1, а, б) чаще всего образуются из-за внутренних напряжений, возникающих вследствие неравномерного нагрева и охлаждения металла, изменения его структуры при сварке и наличия в нем повышенного содержания серы, фосфора, водорода, кислорода и др.

Рис. 10.1. Дефекты сварочных швов
Подрез (рис. 10.1, б) характеризуется наличием канавки у края шва. Подрезы получаются при сварке током большой силы или горелкой большой мощности.
Кратеры (незаплавленные углубления), остатки шлака и неровная поверхность шва появляются при низкой квалификации или небрежности сварщика.
Наплывы (рис. 10.1, г) образуются при слишком быстром плавлении электрода или присадочной проволоки и при недостаточной прогретости свариваемого металла.
К внутренним дефектам относят внутренние трещины, непровар корня шва или его кромки, поры, шлаковые включения, раковины, пережог металла шва и др. Внутренние трещины обычно возникают по тем же причинам, что и наружные.
Непровар корня шва или его кромки (рис. 10.1, д, е, ж) характери-зуется плохим сплавлением или даже отсутствием сцепления наплавленного металла с основньм металлом. Этот дефект возникает из-за плохого прогрева свариваемого металла, некачественной разделки кромок (малый угол среза), недостаточного зазора между свариваемыми деталями, малого тока или малой мощности горелки, из-за слишком большой скорости сварки.
Поры (рис. 10.1, з) чаще заполнены газом (водородом, окисью и двуокисью углерода и др.) и образуются преимущественно из-за влажности электродного покрытия или неправильной регулировки газовой горелки, плохой очистки свариваемой поверхности от грязи, масла, ржавчины и oкалины.
Шлаковые включения — раковины (рис. 10.1, и) наблюдаются при сварке длинной дугой или окислительным пламенем. При такой сварке из-за недостаточного прогрева жидкого металла он недостаточно интенсивно перемешивается, быстро затвердевает и из него плохо удаляется шлак.
Пережог представляет собой окисленный крупнозернистый металл шва, который возникает вследствие применения тока большой силы или горелки большой мощности, сильноокислительной среды, медленного перемещения электрода или горелки.
Наружные дефекты швов обычно контролируют визуально или через лупу при небольшом увеличении (в 10...20 раз). Иногда, например, для выявления трещин прибегают к травлению шва 10%-ным раствором азотной кислоты.
Для обнаружения внутренних дефектов сварных швов применяют просвечивание шва рентгеновскими или гамма-лучами (трещины, непровары, поры, шлаковые включения), ультразвуковой метод (трещины, поры), магнитный метод (трещины, непровары), металлографический метод и др.
Плотность швов, т. е. их непроницаемость, проверяют гидравлическим или пневматическим нагружением сварных изделий (баков) или керосиновой пробой. При первых двух методах контроля дефектные места устанавливают по течи воды или выделению пузырьков воздуха через сварной шов. При последнем методе сварной шов покрывают меловой обмазкой, а противоположную сторону сварного соединения смачивают керосином. Если шов неплотный, на меловой обмазке выступит керосин.
В настоящей работе использован металлографический метод, при котором изделие разрезают вдоль и поперек шва или вырезают из него образцы. Затем это изделие или образцы шлифуют, полируют, травят и выполняют макро- и микроанализ.
Макроанализ внутренних дефектов шва по разрезу детали или вырезанным образцам проводят визуально или через линзу при небольшом увеличении, что позволяет обнаружить трещины, поры, раковины, шлаковые включения, непровары, границу раздела шва и основного металла, дендритность шва — направленность и величину столбчатых кристаллов.
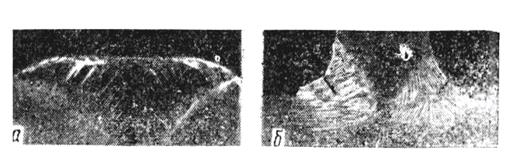
Рис. 10.2. Макроструктура дефектных сварных соединений:
а — стыковое; 6 — тавровое
Вдоль самих столбчатых кристаллов (рис. 10.2, а) и в местах окончания их кристаллизации (рис. 10.2, б) нередко получаются трещины.
При микроанализе, который выполняют на микроскопе при увеличении в 100...1000 и более раз, в структуре шва можно обнаружить микротрещины, перегрев или пережог металла, границу раздела шва и основного металла.
Порядок выполнения работы
1. Осмотреть дефектные и бездефектные образцы сварных соединений, выполненных различными способами сварки (ручная и автоматическая дуговая и газовая).
2. Получить для исследования комплект макро и микрошлифов сварных швов с различными наружными и внутренними дефектами (трещины, подрезы, кратеры, шлаковые включения, наплывы, поры, непровары, пережог и дендритность) и без дефектов с указанием химического состава металла шва и основного металла, лупу и металлографический микроскоп.
3. Изучить и зарисовать наружные дефекты сварных швов.
4. Изучить и зарисовать макро- и микроструктуру внутренних дефектов сварных швов.
5. Изучить и зарисовать макро и микроструктуру качественного сварного шва.
6. При исследовании отметить вид дефекта, указать его размер, место расположения и причину возникновения, определить границу раздела шва и основного металла (по макро- и микроструктуре) и дать оценку дефектной и качественной структуры сварного шва.
7. Результаты исследований внести в протокол отчета.
Содержание протокола исследований
В протокол исследований необходимо включить:
1. Описание основных дефектов сварных соединений и причины их образования.
2. Рисунки наружных дефектов, макро-, микроструктуру внутренних дефектов и качественного шва и их описание.
3. В выводах по работе дать сравнительную оценку изученным сварным швам и указать, какие дефекты наиболее опасны и какой должна быть макро- и микроструктура качественного шва.
Контрольные вопросы
1. Расскажите о наружных дефектах сварных швов.
2. Расскажите о внутренних дефектах сварных швов.
3. Какие методы применяют для выявления дефектов сварных швов?
4. Как проверяют плотность (непроницаемость) сварных швов?
5. Что Вы понимаете под термином “Гидравлическое и пневматическое нагружение сварных изделий”?
6. Чем обосновано широкое применение при проверке качества сварных швов мыльного раствора, меловой обмазки и керосина?
7. Расскажите (напомните) о металлографическом методе исследования, и, в частности, сварных швов.
8. Чем отличаются следующие металлографические методы исследова-ния сварных швов: макроанализ и микроанализ?
9. Как готовят образцы для металлографического метода исследования сварных швов?
10. Приведите практические примеры пожароопасных и особо пожаро-опасных объектов, где требуется выполнение особо качественных сварных швов в металлических конструкциях.
11. Расскажите, какие виды сварок различных металлических материа-лов Вы знаете.
12. Какой вид сварки применяется для сварки цветных металлических материалов?
Лабораторная работа 11
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС МЕТОДАМИ ГОРЯЧЕГО ПРЕСОВАНИЯ
И ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Общие сведения
Пластмассами называются материалы, получаемые на основе высокомолекулярных органических веществ, которые при определенных условиях (температура и давление) становятся пластичными и их можно посредством деформации перерабатывать в изделия.
Пластмассы могут состоять только из одного высокополимерного вещества (чистые полимеры) или представлять собой композицию из высокополимерной смолы, наполнителя, пластификатора, красителя и других добавок.
Высокополимерная смола в этом случае служит связующей частью пластмассы.
Наполнители могут повышать прочность пластмасс, увеличивать их ударную вязкость, изменять электро- и теплопроводность, обеспечивать хорошие фрикционные или антифрикционные свойства и т. д. Наполнители бывают органического или неорганического происхождения, в виде порошков (древесная мука, каолин, тальк), волокнистых (асбестовое волокно, стеклянное волокно) и слоистых материалов (ткань, бумага, древесный шпон).
В зависимости от поведения связующего вещества (полимерной смолы) при нагреве пластмассы делят на термопластичные (термопласты) и термореактивные (реакатопласты).
Термопласты способны переходить в вязкотекучее состояние при нагревании без химических превращений. Горячее формирование таких пластмасс может проводиться многократно, и они называются обратимыми. К этой группе относят полимеры с линейной или разветвленной структурой: полиэтилен, полипропилен, капрон, полистирол и др
Реактопласты только на первой стадии нагрева переходят в вязкотекучее состояние, необходимое для формования, а затем их связующее вещество претерпевает необратимые химические превращения и они становятся твердыми, теряя при этом способность переходить при повторном нагреве в пластическое состояние или растворяться. К этой группе относят полимеры с объемно- сетчатой структурой: фенольно-альдегидные, мочевино- альдегидные и др.

