




Лабораторная работа № 3
«Узловая сборка элементов паровых турбин»
Преподаватель Новиков В. А.
Студент Угрюмов Н. А.
Группа ЭН – 591101
Екатеринбург 2013
Оглавление
| 1. Сборка клапанов……………………………………………………................... | стр. 3 |
| 2. Сборка подшипников………………………………………………................... | стр. 3 |
| 3. Сборка диафрагм в обоймы……………………………………………………. | стр. 6 |
| 4. Сборка ЦВД……………………………………………………………………... | стр. 8 |
| 5. Шабровка сопрягаемых поверхностей……………………………................... | стр. 9 |
| 6. Используемые механизмы и приспособления……………………................... | стр. 10 |
Сборка клапанов.
Важным моментом при сборке стопорных и регулирующих клапанов является проверка плотности посадки клапанов на седлах, легкости хода и величины требуемых зазоров в соединениях. При сборке и установке кулачкового распределительного устройства проверяют зазоры между роликами рычагов и кулачками вала, величины зазоров в сопряжении зубчатого сектора и рейки.
Сборка подшипников.
Регулирующий вкладыш регулируется с помощью прокладок, которые опираются на подушки, расположенные под углом 120°. При центровке вкладышей необходимо:
· совместить ось ротора с осью, проходящей через центр контрольных расточек корпуса турбины;
· обеспечить прилегание наружной опорной поверхности вкладыша к соответствующим расточкам корпуса турбины или подшипника;
· создать равномерное прилегание шейки ротора к внутренней поверхности вкладыша по всей длине;
· обеспечить равномерные зазоры между вкладышем и шейкой ротора;
· создать необходимый натяг между вкладышем и крышкой корпуса подшипника.
Для проверки центровки вкладыша необходимо установить вкладыш в расточку и уложить на него калибровочный вал. Затем измерить положение вала относительно контрольных расточек. Для исправления центровки необходимо изменить толщину прокладок под подушками, выбрав необходимую. При подсчете толщины прокладок необходимо учитывать угол между центральной осью прокладки и горизонтальным разъемом. Далее проводят проверку положения опорных шеек ротора по вкладышам. Прилегание должно идти по некоторой дуге по всей длине шейки. Сбоку и сверху должны быть необходимые зазоры. Измерение верхнего зазора осуществляют с помощью отпечатков. Для этого на шейку ротора укладывают легко деформируемую проволоку, пластилин и т. д., закрывают верхнюю половину вкладыша, затем ее убирают и измеряют толщину отпечатка. Для проверки натяга между крышкой подшипника и вкладышем на горизонтальный разъем устанавливают мерные пластины или куски свинцовой проволоки. На верхнюю подушку можно установить проволоку. Затем закрывают и обтягивают крышку подшипника, после чего ее снимают и производят сравнение полученных результатов.
Установка и центровка опорных вкладышей
Опорные подшипники должны обеспечивать совпадение оси ротора турбины с осью корпуса, а также отвод тепла от шеек ротора, образующегося при работе турбины в результате трения и нагрева от близко находящихся горячих частей корпуса.
Методы центровки вкладышей подшипников зависят от их конструкции. В турбиностроении применяются три вида вкладышей: цилиндрические нерегулируемые (жесткие), цилиндрические регулируемые и шаговые самоустанавливающиеся.
Жесткие цилиндрические вкладыши по своей конструкции исключают возможность радиального перемещения относительно корпуса подшипника. В случае необходимости радиальное перемещение осуществляется перемещением всего корпуса подшипника или сносом оси расточки вкладыша по отношению к наружным посадочным местам. Центровка жестких цилиндрических подшипников состоит из пригонки наружных посадочных мест вкладышей к расточке корпуса турбины, шабровки вкладыша по баббиту и проверки прилегания баббита к шейкам ротора.
Жесткие нерегулируемые вкладыши применяют во вспомогательных механизмах, судовых турбинах и стационарных турбинах малой мощности.
В турбостроении широкое применение нашли цилиндрические регулируемые вкладыши. При центровке перемещение ротора в необходимом направлении относительно оси расточек под уплотнения осуществляются смещением нижней половины вкладыша в расточке при изменении толщины прокладок под опорные подушки. Для удобства измерений при центровке вкладышей пользуются калибровым валом, который изготовляют с шейками, равными диаметру шеек ротора турбин.

Рис. 1. Центровка вкладышей при помощи калибрового вала:
1 - подушка; 2 - прокладка; 3 - калибровый вал; 4 - нижняя половина вкладыша; 5 - корпус цилиндра или подшипника
К изготовлению калибрового вала предъявляются высокие требования. Статический прогиб вала должен быть близок к статическому прогибу ротора. Биение по индикатору середины вала относительно его шеек не должно превышать 0,02 мм.
Центровка вкладыша осуществляется следующим образом. На расточки корпуса турбины или подшипника 5 наносят тонкий слой краски и опускают в них нижние половины вкладышей 4. При опускании разъем вкладыша должен сохранять параллельность разъему корпуса. При перемещении вкладыша на 5-10° проверяют прилегание подушек 1 вкладыша к расточке и при необходимости пришабривают их. Прилегание должно составлять 80-85 % опорной поверхности.
На вкладыши устанавливают калибровый вал 3 и на верхнюю часть шейки наносят тонкий слой краски. Производят измерения расстояний от вала до крайних расточек под масляные или паровые уплотнения в трех измерениях микрометрическим нутромером или специальным мостиком со штихмасом. Одновременно щупом проверяют величину боковых зазоров, которые должны быть одинаковыми. Вал поворачивают и после его подъема проверяют прилегание баббита вкладыша к шейкам вала. Если расстояния от вала до расточек в трех измерениях равны между собой (вкладыши прилегают к шейкам вала по всей длине, а подушки - к расточкам), то на этом центровка считается законченной. Точность центровки задается допустимой разницей замеров.
При необходимости изменения центровки вкладышей в вертикальной плоскости следует изменить толщины прокладок под нижними подушками. При таком расположении подушек и прокладок под ними следует учитывать, что при изменении центровки в вертикальном положении на величину п необходимо толщину прокладки под нижнюю подушку изменить на такую же величину, а толщину прокладки под боковые подушки изменить на величину т, где a - угол расположения боковых подушек относительно вертикальной оси вкладыша.
При необходимости перемещения вала и вкладыша в боковом направлении на величину к следует с одной стороны вкладыша уменьшить, а с другой - увеличить толщину боковых прокладок под подушки на величину k'. Толщина прокладки под нижнюю подушку при этом остается постоянной.
После замены прокладок под подушки надо проверять их прилегание к расточкам корпуса подшипника по краске и при необходимости произвести исправление центровки с повторной проверкой. Для исключения повторной пригонки подушек целесообразно установить под боковые подушки специальные клиновые прокладки, толщина которых обусловлена перемещением вкладыша в вертикальной плоскости.
Для обеспечения плотного прилегания подушек к расточке корпуса после проверки их прилегания к расточке по краске толщину прокладки под нижней подушкой уменьшают на 0,05-0,07 мм. После укладки ротора на вкладыши нижняя подушка прижимается к расточке массой ротора и вкладыш надежно опирается на две боковые подушки. Окончательную проверку центровки вкладышей производят после установки ротора. Величину зазора между шейкой ротора 4 и верхней половинкой 3 вкладыша определяют при помощи свинцовых проволок, которые укладывают на шейке ротора 4 в двух точках и на разъеме вкладыша. После прижатия верхней половины вкладыша к нижней 2 ее снимают и измеряют толщину оттисков свинцовых проволок 7, которая определяет величину верхнего зазора.
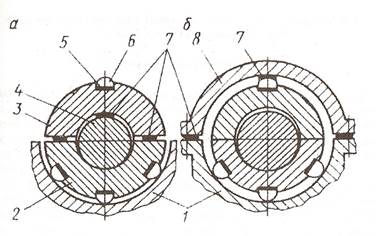
Рис. 2. Схема измерения зазоров по вкладышам: а - верхнего (между вкладышем и шейкой ротора); б - натяга (между вкладышем и крышкой корпуса подшипника); 1 - корпус цилиндра или подшипника; 2 - нижняя половина вкладыша; 3 - верхняя половина вкладыша; 4 - шейка ротора; 5 - прокладка; 6 - подушка; 7 - свинцовая проволока; 8 - крышка подшипника.
Верхний зазор определяется как разность между толщиной деформированной свинцовой проволоки 7, уложенной на шейке ротора 4, и полусуммой толщины деформированных проволок, уложенных на разъеме вкладыша. Для определения натяга между вкладышем и крышкой подшипника 8 на нижнюю половину 2 вкладыша, размещенного в корпусе подшипника 1, устанавливают ротор 4 и верхнюю половину 3 вкладыша. На верхней подушке 6 и разъеме корпуса подшипника размещают свинцовую проволоку 7. Крышку подшипника 8 прижимают к разъему его корпуса, после чего снимают крышку подшипника и замеряют толщину деформированных проволок. Величина натяга определится разностью между толщиной деформированной проволоки 1, уложенной на верхнюю подушку 6, и полусуммой толщины деформированных проволок, размещенных в разъеме корпуса подшипника.
Обычно величину натяга принимают равной 0,12-0,15 мм. Под каждую подушку устанавливают не более двух стальных прокладок. Заключительной операцией по центровке вкладышей является пригонка стопорных шайб, фиксирующих вкладыши от проворачивания.
В некоторых конструкциях вкладышей натяг создается дополнительно прижатием к расточке нижней половины вкладыша прижимными пластинами.

Рис. 3. Схема центровки обоймы диафрагм с помощью калибрового вала: 1 - корпус турбины; 2 - нижняя половина обоймы; 3 - лапки; 4 - шпонка; 5 - калибровый вал; 6 - призмы; 7 – линейка
Сборка диафрагм в обоймы.
Установку и центровку обойм можно произвести при помощи оптических приборов или калибрового вала. В большинстве конструкций диафрагм и обойм они размещаются в цилиндрах или корпусах, подвешиваясь на лапках, толщина которых в процессе центровки деталей проточной части может меняться. Изменение толщины обычно осуществляется механическим путем – фрезеровкой и последующей шлифовкой. Затем лапка прикрепляется к диафрагме или обойме сваркой или фиксируется при помощи штифтов. Затем диафрагма фиксируется в горизонтальной плоскости креплением нижней шпонки, которая также приваривается или фиксируется штифтами. В процессе сборки необходимо также определить осевое положение обойм диафрагм и диафрагм. Для этого устанавливается ротор, находится его оптимальное осевое положение, а вместо деталей проточной части в соответствующие расточки цилиндров устанавливают шаблоны, имитирующие обоймы и диафрагмы. Определяя реальное сочетание дисков роторов и шаблонов, рассчитывают положение посадочного зуба диафрагмы или обоймы.
Центровка диафрагм
При центровке диафрагм достигается совмещение оси расточки под уплотнения диафрагм с осью корпуса турбины, а также обеспечивается свободное расширение диафрагмы от теплового воздействия. Характер работ по центровке диафрагм зависит от способа ее крепления в корпусе турбины или в обойме. На рис. 4 представлена диафрагма распространенной конструкции, устанавливаемая в обоймах турбин. Нижняя половина диафрагмы 4 опирается на обойму 1 турбины двумя лапками 11, определяющими положение диафрагм в вертикальной плоскости. Фиксирование диафрагм в горизонтальном направлении осуществляют посредством нижней шпонки 3. Верхняя половина диафрагмы 9 имеет лапки 8, которые при подъеме верхней половины обоймы 5 опираются на подвески 6, закрепленные винтами 7. В собранной и отцентрованной диафрагме в обойме должно быть плотное прилегание разъемов обоймы и диафрагмы.
Зазор а между торцами верхних лапок и обоймой составляет 0,10-0,15 мм, а зазор между верхними лапками и подвесками 6 - 0,5-2,0 мм. Центровка диафрагм производится при помощи оптических приборов (зрительной трубы, центроискателя и марки) и выполняется аналогично центровке нижней половины обоймы, в которой крепится диафрагма. Зрительную трубу выверяют по расточкам под уплотнения корпуса турбины, а центроискатель с маркой устанавливают в расточку диафрагмы под уплотнение.
Вертикальную координату центра расточки диафрагмы с допуском 0,05 мм определяют из расчетных таблиц, составленных для каждого типа турбины с учетом статического прогиба роторов. В горизонтальной плоскости ось расточки диафрагмы устанавливают относительно оптической оси с допуском ±0,05 мм.
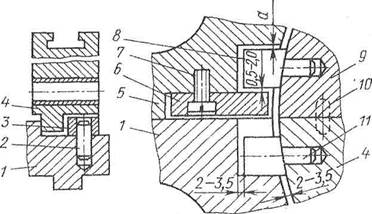
Рис. 4. Крепление диафрагмы в обойме турбины:
1 - нижняя половина обоймы; 2 - штифт; 3 - нижняя шпонка; 4 - нижняя половина
диафрагмы; 5 - верхняя половина обоймы; 6 - подвеска; 7 - винты; 8,11 - лапки;
9 - верхняя половина диафрагмы; 10 - шпонка
Верхние торцы лапок в нижних половинах диафрагм могут значительно "западать" относительно разъема корпуса турбины, так как тепловое расширение диафрагмы обусловливает наличие зазора а между торцами верхних лапок и обоймой. Крепление боковых лапок и нижней шпонки, а также проверка положения центровки относительно зрительной трубы являются заключительными операциями по центровке нижней половины диафрагмы.
Положение верхней половины диафрагмы 9 в боковом направлении зафиксировано шпонкой 10, которую устанавливают в процессе механической обработки. Центровка верхней половины диафрагмы заключается в определении величин припусков на торцах верхних лапок для образования необходимого зазора а между ними и обоймой. Верхнюю половину диафрагмы заводят в верхнюю половину обоймы и устанавливают лапки. При помощи линейки определяют отклонения размеров разъемов каждой половины диафрагмы относительно размеров разъема обоймы. Полученные размеры обусловливают величину припуска на верхних лапках. После пригонки и приварки лапок к верхним половинам диафрагм или их крепления другими способами устанавливают подвески 6. Затем приваривают нижнюю шпонку 3. Для ее надежной фиксации дополнительно устанавливают штифт 2.
Величину теплового зазора также можно определить при помощи свинцовой проволоки в сборе всей обоймы, уложив проволоку на разъеме диафрагмы и обоймы с двух сторон. После легкой затяжки разъема обоймы и снятия верхней половины обоймы с нижней измеряют оттиски свинцовой проволоки. Величина зазора а характеризуется разницей полусумм величины оттисков проволок, уложенных на разъеме диафрагм и обоймы.
В паровых турбинах средней мощности диафрагмы устанавливают на радиальных штифтах, запрессованных в тело диафрагм. Центровка диафрагмы осуществляется при пригонке штифтов по высоте. Для возможности теплового расширения диафрагмы предусмотрены зазоры между штифтами верхней половины диафрагмы и расточкой корпуса турбины.
Узловая сборка ЦВД.
Широко применяется оптический метод центровки корпусов турбин. В основу метода положена не меняющая своего положения оптическая ось зрительной трубы, выверенная по проектной оси турбоустановки и принимаемая за базу отсчёта в процессе центровки.
 |
В качестве зрительной трубы применяется микротелескоп ППС-11. Телескоп снабжён измерительной системой, сконструированной на основе закона преломления световых лучей плоскопараллельной пластиной. Сущность измерений заключается в создании с помощью микрометрического устройства телескопа такого угла j наклона пластины, при котором луч, проходящий через центр, преломляясь, совмещался бы с оптической осью трубы. Наклон пластины может осуществляться в двух взаимно перпендикулярных плоскостях микрометрическими винтами, снабжёнными барабанчиками с микрометрическими шкалами. Определённому углу наклона j пластины соответствует линейное смещение изображение предмета в миллиметрах, фиксируемое на шкалах барабанчиков. Точность измерения – 0,01 мм.
Процесс центровки турбин осуществляется следующим образом: микротелескоп устанавливается на специальном штативе, имеющем передвижную регулируемую площадку, с помощью которой устанавливают точное положение телескопа и совмещение его оптической оси с проектной осью турбины. После совмещения этих осей телескоп закрепляют. Затем в расточку корпуса турбины, которую необходимо отцентровать с проектной осью, устанавливают центроискатель с визиром. В качестве визира используется специальная деталь, называемая маркой. Она представляет собой металлический стаканчик, в донышке которого имеются вертикальные и горизонтальные прорези с определёнными расстояниями между их осями. Устройство центроискателя, названного конусным, базируется на том принципе, что через три точки можно провести только одну окружность. Поэтому основой конструкции являются три опоры. Последние под влиянием винтовых пружин контактируются с конусом, который через двурогий рычаг и шток связан с рычагом рукоятки. При установке центроискателя в расточку корпуса турбины оператор нажимает на рычаг рукоятки. Опоры при этом выбираются в корпус. После освобождения рычага опоры выступают и прижимаются к расточкам корпуса турбины.

