




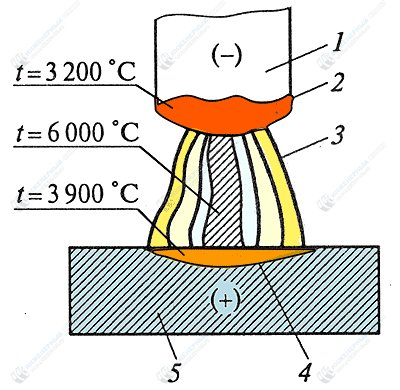
Сварочная дуга состоит из катодного пятна 2, которое образуется на электроде 1, столба дуги 3, анодного пятна 4, образующегося на аноде (изделие5)
Катодом является плавящийся электрод, анодом-свариваемая заготовка. При обратной полярности катодом является изделие, а анодом электрод.
Применяется также дуга переменной полярности (при использовании переменного тока).
Полная тепловая мощность дуги Q (Вт) определяется по формуле:
Q= K*Icb*Ug, где Icb – сила сварочного тока, А
Ug – напряжение дуги, В
К – коэффициент, учитывающий потери тепла при использовании различных способов сварки, типов электродов и т.д. (К=0,9-0,5)
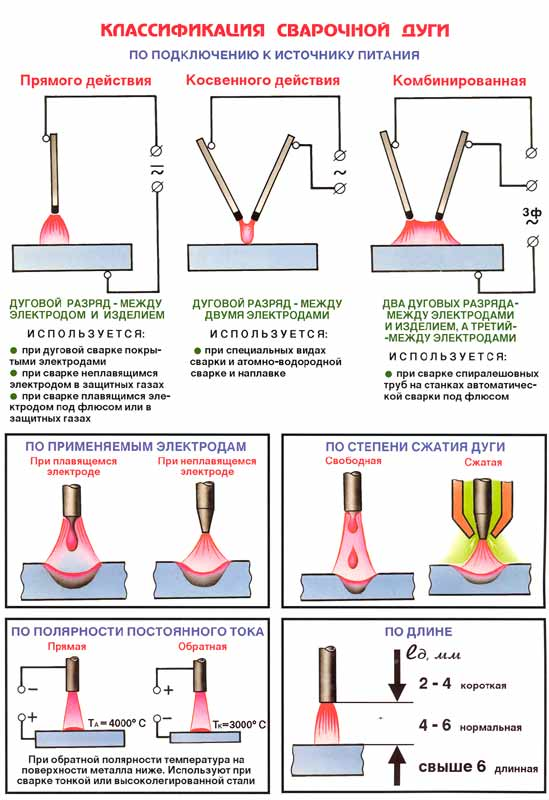

Схема сварочной дуги
Вольтамперные характеристики дуги и источников питания. Причины отклонения дуги. Регулирование сварочного тока.
Источники питания сварочной дуги. Существует несколько видов источников питания сварочной дуги – трансформаторы, выпрямители, инверторы.
Сварочный инвертор- это один из основных видов источника питания сварочной дуги. Основной принцип всех сварочных инверторов – обеспечивать стабильное горение сварочной дуги и ее быстрый поджиг. Инверторный сварочный аппарат появился в 20 веке и стал одним из самых популярных аппаратов.
Однопостовым сварочным генератором, называется генератор постоянного тока с падающими или крутопадающими внешними характеристиками, предназначен. Для питания одной сварочной дуги.
Сварочные выпрямители – это аппарат, преобразующий переменный ток сети в постоянный ток для сварки.
Виды сварочных выпрямителей. В зависимости от конструкции силовой части сварочные выпрямители подразделяют на след. виды:
- регулируемые трансформатором
- с дросселем насыщения
- тиристорные
- с транзисторным регулятором
- инверторные
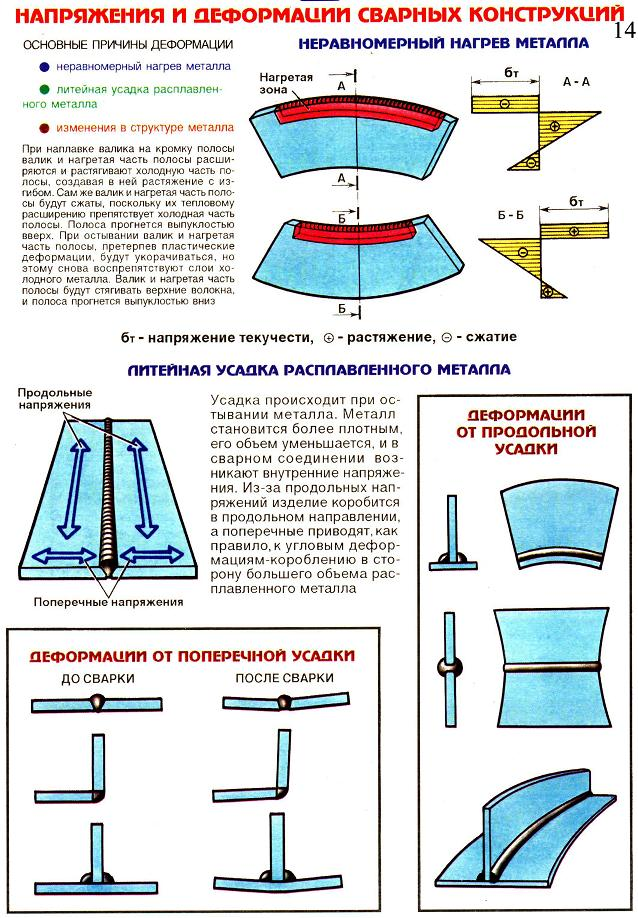
Характеристики участков сварного шва. Напряжения и деформации сварных конструкций. Свариваемость.
Свариваемость – способность металлов образовывать качественное сварное соединение, удовлетворяющее эксплуатационным требованиям.
Сэк= С + Mn/6 + Si/24 + Ni/10 + Cr/5 + Mo/4 + V/14, где
С- содержание углерода, %
Mn, Cr – содержание легирующих элементов, %

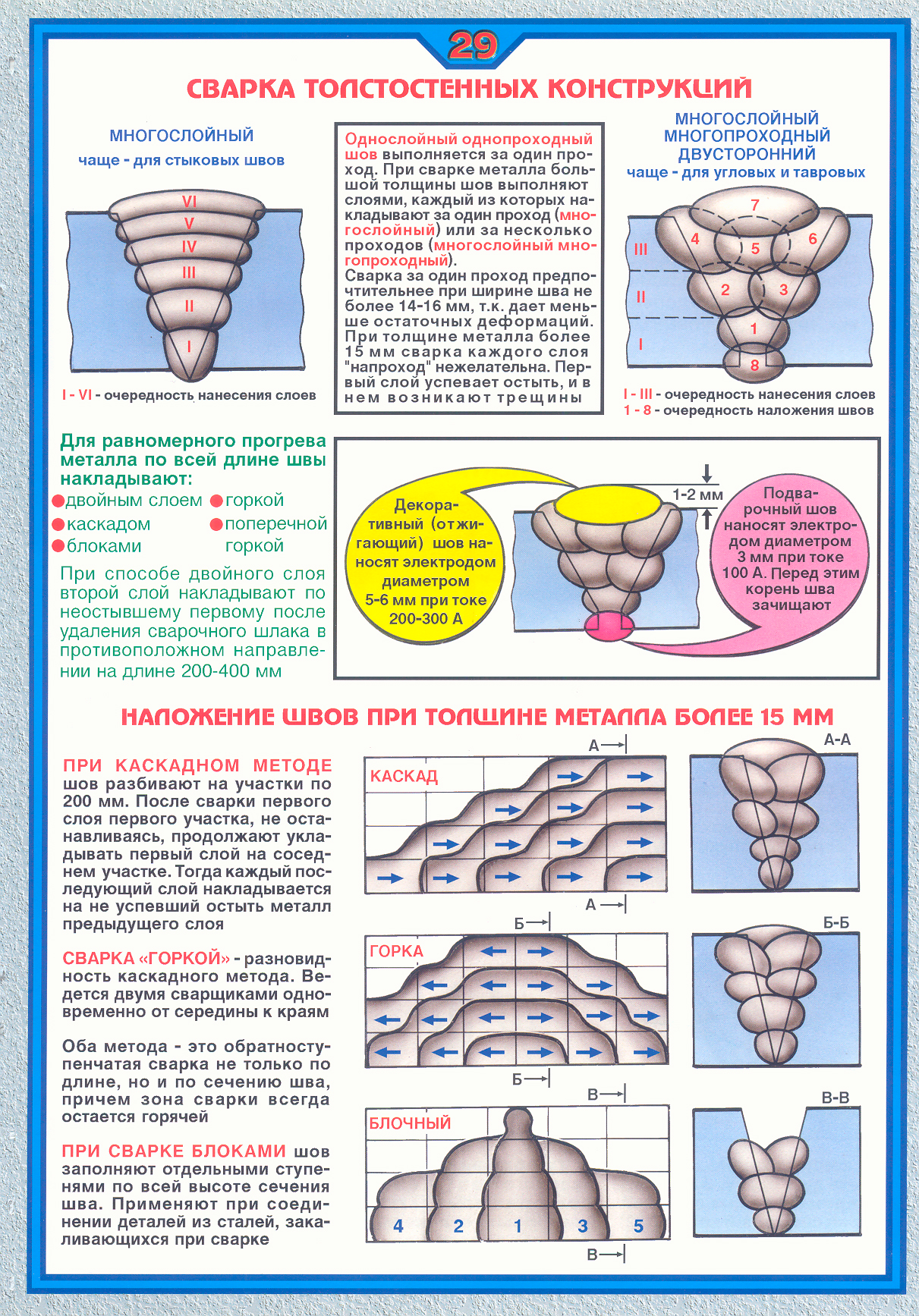
Основные понятия, способы и технология выполнения сварных швов ручной электродуговой сваркой. Сварка толстостенных конструкций. Режимы сварки низкоуглеродистых сталей.

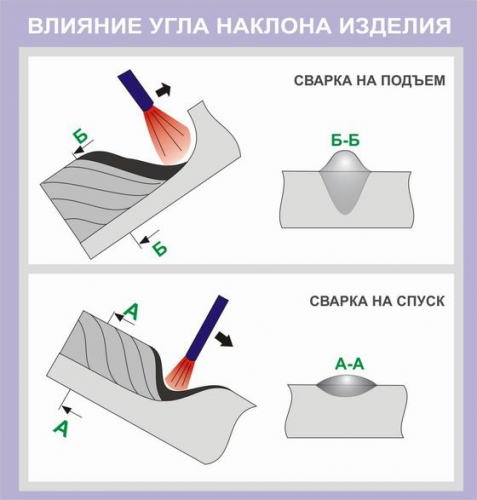
В первом случае – глубина провара уменьшается, ширина шва увеличивается
Во втором случае – глубина провара увеличивается, ширина шва уменьшается.

