




Требования безопасности труда
Подготовка к выполнению сварочных работ
1.1.1 Требования к персоналу
- К выполнению сварочных работ допускаются лица: не моложе 18 лет, прошедшие медицинское освидетельствование прошедшие обучение и инструктаж.
1.1.2 Требования к рабочему месту сварщика
- Огнеопасные предметы должны быть удалены из зоны сварочных работ (Дерево, стружка, бумага, тряпки, бензин, керосин и т.п.).
- Пятна бензина, масла, солидола на оборудовании и рабочем столе недопустимы.
- Рабочее место сварщика должно быть оснащено средствами пожаротушения: огнетушитель, емкость с водой, пожарное ведро, песок.
- Конструкции (изделия) и пол, выполненные из горючих материалов, должны быть защищены: кирпичом, асбестом, железом, песком и т.п.
- Необходимо проверить техническое состояние редуктора. Проверка производится до установки на баллон.
- При осмотре редуктора проверьте наличие прокладок и фильтров.
- Необходимо проверить герметичность редуктора. При наличии не плотностей и утечек работать запрещается.
- На рабочем месте разрешается иметь не более 2-х баллонов.
- Открывать вентили баллонов с горючими газами разрешается только руками без применения ключей и др. механических приспособлений.
- Снимать колпак или открывать вентиль способами, при которых возможно образование искр, запрещается.
- Перемещать баллоны в пределах рабочего места разрешается кантованием в слегка наклоненном положении. Переносить баллоны вручную запрещается.
1.2. Средства индивидуальной защиты при сварочных работах.
-Спецодежда сварщика обеспечивает защиту от продуктов горения.
Оборудование
Оборудование для дуговой сварки
Для сварки полуавтоматом в среде защитных газов (Аргон) использовать сварочный инвертор обеспечивающий необходимую силу тока в диапазоне 150-250 А и напряжение, и подающий механизм со скоростью подачи сварочной проволоки 150-200 м/ч.
Оборудование для заготовительных операций.
Для резки металла на заготовки использовать гильотину. Для изготовления обечайки из заготовок использовать гибочный станок. При штамповке днища применять штамп.
Материалы
3.1 Материалы деталей баллона работающего под давлением
Детали баллона: обечайка, днища и подкладные кольца должны изготавливаться из листовой углеродистой стали марки Ст3сп или Ст3пс ГОСТ 380-2005, группы прочности ОК370В, 5-й категории по нормируемым характеристикам, III группы отделки поверхности, с гарантией свариваемости по ГОСТ 16523. Предел текучести не менее 250 МПа. Сортамент листовой стали должен соответствовать ГОСТ 19903 или ГОСТ 19904. Остальные детали должны изготовляться из сталей марок Ст3 по ГОСТ 380-2005 или из сталей марок 08, 10, 15 по ГОСТ 1050. Горловина должна изготовляться из сталей марок Ст3сп или Ст3пс по ГОСТ 380-2005, или из стали марки 20 по ГОСТ 1050. Запорные устройства для баллонов - по ГОСТ 21804 или по техническим условиям на конкретные устройства. Колпаки должны изготовляться из стали или чугуна, или алюминиевых сплавов или из других материалов, обеспечивающих сохранность запорного устройства.
Сварочные материалы
При сварке обечайки, днищ, горловины, воротника и башмака должна применяться сварочная проволока Св-08Г2С и защитный газ - Аргон газообразный сорт I ГОСТ 10157.
Требования к хранению сварочных материалов.
Проволока должна храниться в закрытом складском помещении. Аргон газообразный хранят в специальных складских помещениях или на открытых огражденных площадках под навесом, защищающим баллоны от атмосферных осадков и прямых солнечных лучей.
Технологическая оснастка
Оснастка для сборки и сварки
Для сборки и сварки применять специальное центровочное приспособление.
Вспомогательная оснастка.
Для разметки заданных размеров заготовок, на листовом металле, использовать линейку, циркуль и мел. Для проверки зазора, перед сваркой, применяем УШС. Для очистки шва, применяем молоток, металлическую щетку и зубило.
Заготовительные операции
Разметка
На 2 листах металла нанести разметку заготовок согласно эскизу с помощью мела, линейки и циркуля:
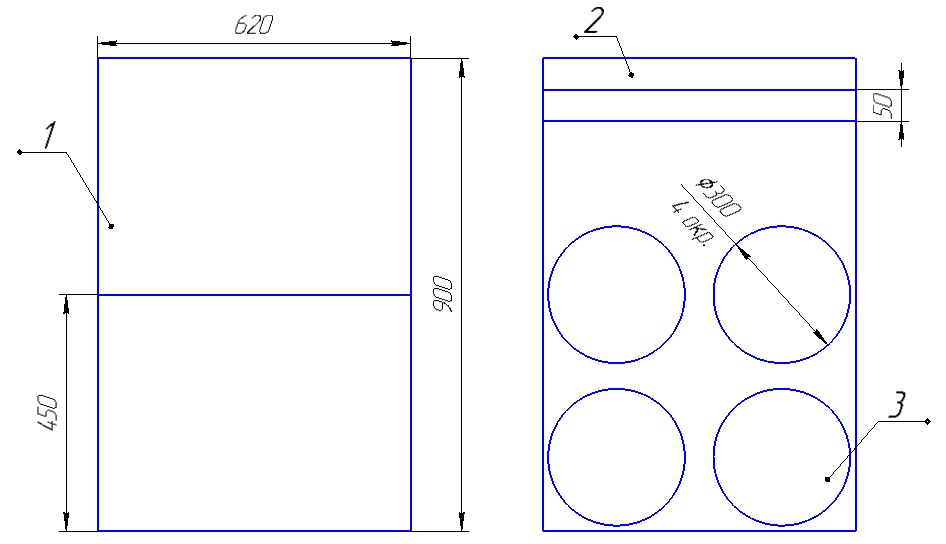
Рисунок 2 - Разметка листового металла на заготовки
Резка
Вырезать заготовки 1 и 2 из листового металла на гильотине. Плазменной резкой вырезать заготовки 3 из листового металла.
Изготовление обечайки
Гнуть обечайку Ø300 мм на гибочном станке из заготовки 1. Транспортировать в сварочный цех. Заварить стыковое соединение (рис. 3) с размерами согласно таблице 2. использовать режимы указанные в таблице 3.

Рисунок 3 – эскиз сварки обечайки
Таблица 2 – конструктивные размеры сварного шва
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | 
| 
| ||
| сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | |
| С2 | 
| +2 | - | - |
Таблица 3 - режимы полуавтоматической сварки в защитном газе
| Толщина металла, мм | Ø св. проволоки, мм | Сила тока, А | Напряжение дуги, В | Скорость подачи проволоки, м/ч | Расход защитного газа, л/мин | Вылет проволоки, мм |
| 1,2 | 130-170 | 150-250 | 6-7 | 10-13 |
Изготовление днища
Вы штамповать днища из заготовки 3 с помощью штампа. Выполнить отверстие в центре на каждом втором из днищ Ø30.
Изготовление башмака
Гнуть башмак Ø300 мм на гибочном станке из заготовки 2. Транспортировать в сварочный цех. Заварить стыковое соединение (рис. 4) с размерами согласно таблице 2. использовать режимы указанные в таблице 3.

Рисунок 4 – эскиз сварки башмака
Сборка баллона
Установить обечайку и днища в специальное приспособление, выдерживая конструктивные размеры согласно таблице 4.
Таблица 4. Конструктивные элементы и размеры разделки
| Условное обозначение сварного соединения | Конструктивные элементы и размеры |  = = 
| 
| |
| подготовленных кромок свариваемых деталей | Но- мин. | Пред. откл. | ||
| С2 | 
| 2,0 | 0,5 | +0,5 |
Прихватить заготовки, прихватки расположить равномерно по окружности. Зачистить прихватки от брызг металла. Провести визуально измерительный контроль прихваток.
Сварка
Заварить два стыковых соединения (рис. 5) полуавтоматом в среде защитных газов (Аргон), соблюдая конструктивные размеры сварного шва согласно таблице 2. Режимы выбирать согласно таблице 3.
Зачистить сварной шов от брызг металла.

Рисунок 5 – эскиз сварки днищ
Приварить башмак согласно рисунку 6. Режимы выбирать согласно таблице 3.

Рисунок 6 – эскиз сварки башмака к баллону
Горловину приварить к днищу с отверстием тавровым соединением (рис.7) с геометрическими размерами указанных в таблице 5.

Рисунок 7 – эскиз сварки горловины к баллону
Таблица 5 – конструктивные элементы
| Условное обозна- чение сварного соеди- нения | Конструктивные элементы |

| 
| K | ||
| Подготовленных кромок свариваемых деталей | Шва сварного соединения | Номин. | Пред. откл. | |||
| Т1 | 
|

| +0,5 |
Одеть на горловину воротник и приварить воротник к баллону нахлёсточным соединением (рис. 8) с геометрическими размерами указанных в таблице 6.

Рисунок 8 – эскиз сварки воротника к баллону
Таблица 6 – конструктивные элементы подготовленных кромок и шва сварного соединения
| Условное обозна- чение сварного соеди- нения | Конструктивные элементы |
|
| K | ||
| Подготовленных кромок свариваемых деталей | Шва сварного соединения | Номин. | Пред. откл. | |||
| H1 | 
| 
| +0,2 |
Контроль качества
Для всех сварных швов провести контроль качества.
Визуально измерительный контроль
Провести визуально измерительный контроль сварных соединений согласно РД-03-606-03. Составить заключение о годности сварных соединений. На сварном соединении, подлежащему ремонту, обозначить расположение ремонтного участка.

