




ЛАБОРАТОРНАЯ РАБОТА 2
НАСТРОЙКА ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА ДЛЯ НАРЕЗАНИЯ РЕЗЬБ
Цель работы:
Ознакомить студентов с методами расчета сменных зубчатых колёс гитары для нарезания различных типов резьб;
Оборудование, материалы и инструменты:токарно-винторезный станок модели 16К20; основной и дополнительный наборы сменных зубчатых колес; резьбовой резец для нарезания наружной метрической резьбы; заготовка диаметром 40 — 80 мм, длиной 200 — 300 мм резьбовой шаблон; штангенциркуль; кинематическая схема станка модели 16К20.
Настройка станка на нарезание резьбы
Общие сведения
На токарно-винторезном станке нарезают наружные и внутренние резьбы путем многократных последовательных проходов резьбовым резцом. Этот способ применяется в основном в индивидуальном и мелкосерийном производствах. В крупносерийном и массовом производствах резьбы изготавливаются резьборезными головками, резьбовыми фрезами, накатными роликами, плашками и др.
Резьбы бывают однозаходные и многозаходные, а также четные и нечетные. Резьба называется четной, если отношение шага ходового винта станка к шагу нарезаемой резьбы есть целое число, в остальных случаях резьба будет нечетной. По профилю резьбы различают треугольные, прямоугольные (ленточные), упорные, полукруглые, трапецеидальные и пр. По шагу — метрические, дюймовые, модульные и питчевые.
Шаг резьбы — расстояние между двумя одноименными точками двух соседних витков. Для многозаходной резьбы шаг Р равен
P =Ph/n
где Ph — ход нарезаемой резьбы;
n — число заходов резьбы.
Поэтому трёхзаходная метрическая резьба с крупным шагом может быть обозначена:
М30 × Рh4,5Р 1,5-6H/6g-LH
или
М30 ×Ph4,5Р1,5 (три захода) - 6H/6g-LH.
Это резьбовое соединение (поскольку через дробную черту приведены предельные отклонения для гайки и болта), имеющее ход, равный 4,5 мм при шаге Р - 1,5 мм, резьба левая (LH). Для однозаходной резьбы шаг равен
Р = Ph.
Шаг дюймовой резьбы обычно задается числом ниток (витков) на длине одного дюйма, т.е.
Р" = Ph /n,
где n— число ниток на один дюйм.
С достаточной для практики точностью принимают 1" = 25,4 мм (более точно 1" = 25,39998 мм).
В тех случаях, когда резьба сопрягается с зубчатым колесом (червячное зацепление), применяют модульные и питчевые резьбы. Между шагом зубчатого колеса pa, числом зубьев z и диаметром делительной окружности d (рис. 1) существует следующая зависимость:
Paz = πd,
где πd—длина делительной окружности, откуда
d = paz/π
Отношение шага зубчатого колеса pa к числу π принято модулем (т), т.е.
m=pa/π
тогда
d = mz, мм.
На практике иногда возникает необходимость определить модуль зубчатого колеса, например, для изготовления нового колеса взамен изношенного, на котором модуль не указан.
Из выражения d=mz определить величину модуля нельзя, так как невозможно измерить диаметр делительной окружности колеса. Однако, модуль зубчатого колеса определить можно, выразив его через число зубьев z и наружный диаметр da.

Рисунок 1- Окружности зубчатого колеса
Учитывая, что высота головки h1 = m, тогда
dа =d+2h1 = zm + 2m = m(z + 2),
откуда
m= da/(z + 2), мм.
В США и Англии вместо модульных резьб применяют питчевые резьбы. Питч Р (диаметральный шаг) есть число, показывающее, сколько зубьев колеса приходится на 1" диаметра его делительной окружности, т.е.
Р = z/d = 2π/t"z = π/t", дюйм-1
Бывают случаи, когда необходимо изготовить питчевое зубчатое колесо модульным инструментом. Для этого питч колеса необходимо перевести в модуль. Воспользуемся выражениями для определения питча и модуля —
Р = π/t"дюйм-1
m = pa/π, мм.
Из первого выражения, поскольку t" = pa/25,4 получаем, что
pa=π∙ 25,4/Р мм;
из второго –рa =πm, мм. Приравнивая правые части этих выражений, получим:
m=25,4/π, мм; Р=25,4/m, дюйм-1
Для нарезания резьбы заданного шага Pнар на токарно-винторезном станке требуется определить передаточное отношение зубчатых колес гитары. Передаточное отношение uгит определяется из расчетных формул, полученных из уравнения баланса резьбонарезной цепи. Для составления уравнения баланса настраиваемой цепи связываем конечные вращательные движения шпинделя и ходового винта, т. е.

 1об шп Рнар /Рхв ходовой винт.
1об шп Рнар /Рхв ходовой винт.
В соответствии с кинематической схемой передачи движения шпинделя к ходовому вишу составим следующее уравнение кинематического баланса этой цепи:
1об шп ∙uconst ∙uрев ∙uгит ∙uкп = Рнар / Рхв,
где uconst — постоянное передаточное отношение станка (фактически это передаточное отношение коробки скоростей, не влияющее на нарезание резьбы);
uрев — передаточное отношение зубчатых колес механизма реверса (трензеля);
uгит —передаточное отношение зубчатых колес гитары;
uкп — передаточное отношение зубчатых колес коробки подач;
Рнар — шаг нарезаемой резьбы, мм; Рхв — шаг ходового винта станка, мм.
Постоянная станка, которая включает коробку скоростей и не влияет на нарезание резьбы при любой настройке, имеет вид: uconst=1. При включении для нарезания резьбы блоков z = 60 и z = 45 влево, соединяющих коробку скоростей с приводом подач для нарезания резьбы, движение от шпинделя к валу трензеля VII передается через зубчатые колеса 60/60.
Передаточное отношение зубчатых колес механизма реверса имеет два направления. В первом случае при прямом вращении при передаче движения от вала VII к валу VIII uрев = 30 / 45, а во втором случае для нарезания левых резьб включается паразитное колесо, тогда uрев =30/25∙25/45.
Настройка станка для нарезания резьб шага предпочтительного применения производится поворотом рукояток коробки подач, положения которых показаны в таблицах, помещенных на перед ней бабке станка.
Нарезание метрических и дюймовых резьб с шагом предпочтительного применения.
При отправке с завода на гитаре станка 16К20 устанавливаются сменные зубчатые колеса. Комбинацию рассчитывают по формуле:
K/L∙L/N= 40/86∙86 /64
Сменные зубчатые колеса выполняют здесь вспомогательную функцию проставки. Эти сменные зубчатые колеса обеспечивают нарезание метрических и дюймовых резьб с шагами, величины которых указаны в средней нижней части таблицы (рис. 2), помещенной на передней бабке станка. Для этого рукояткой 29 надо установить необходимый тип нарезаемой резьбы, а рукоятками 30 и 27 выбрать требуемый шаг.
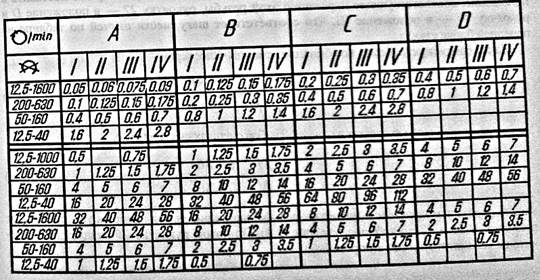
Рисунок 2- Таблица настройки параметров нарезаемых резьб на станке модели 16К20.
Кроме зубчатых колес с z=40, z=86,z=86 и z=64, в основные наборы входят сменные зубчатые колеса, обеспечивающие нарезание дюймовых резьб с 11 и 19 нитками на 1 дюйм z=36,z=44, z=4, z =57, z =60, z = 73. По особому заказу поставляются сменные зубчат колеса для нарезания резьб, не указанных в таблице (рис. 2), z = 66; z= 54; z = 52; z = 46. Для нарезания точных резьб «напрямую» минуя коробку подач, станок комплектуется сменными колесами z = 60, z = 72, z= 54, z = 56, z = 80, z = 80,z = 127.
При помощи основного и дополнительного наборов сменных зубчатых колес на станке 16К20 через механизм коробки подач можно нарезать целый ряд резьб, шаги Рнар которых приведены в левой часта таблицы (рис. 2). Настройка станка для нарезания этих резьб осуществляется с помощью сменных зубчатых колес, указанных в левой части таблицы.
Так же, как и в описанных выше случаях, рукояткой устанавливается тип резьбы. Затем в зависимости от выбранного шага Рнар соответствующими рукоятками устанавливается табличное значение, указанное в средней нижней части таблицы.
