




МИНИСТЕРСТВО НАУКИ И ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ

Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ
ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Факультет - ЭНИН
Направление - 140100 Теплоэнергетика и теплотехника
Кафедра – Автоматизация теплоэнергетических процессов
Отчет по лабораторной работе №3
«Вычерчивание зубьев эвольвентного профиля методом
обкатки инструмента реечного типа»
по курсу «Прикладная механика»
Выполнил студент гр. 5Б03 Зубков А.Ю.
Проверил Соляник А.С.
Томск – 2012
Содержание:
Содержание: 2
Цель работы: 3
Теоретическая часть: 3
Описание прибора: 4
Исходные данные: 5
Вычисления и результаты: 6
Вывод: 6
Цель работы:
Ознакомление с изготовлением эвольвентных зубчатых
колес нулевых и со смещением методом обкатки. В работе необходимо рассчитать и вычертить по заданным модулю и диаметру делительной окружности нулевое, положительное и отрицательное колеса.
Теоретическая часть:
Нарезание эвольвентных профилей методом обкатки является наиболее распространенным способом производства зубчатых колес. Режущим инструментом в этом случае могут быть зубчатая рейка (гребенка) или червячная фреза. Нарезание колес производится соответственно на зубострогалъном или зубофрезерном станках.
При нарезании зубчатого колеса заготовке его и инструменту сообщают то относительное движение, которое они имели бы, если бы оба находились в зацеплении.
Положительным свойством инструментальной рейки является простота формы режущей кромки — прямая линия, благодаря чему достигается высокая точность изготовления инструмента и колес и упрощается переточка рейки. Точность обработки профилей зубьев Обеспечивает большую длительность работы зацепления.
Основные параметры инструментальной рейки стандартизированы по ГОСТ 13755-68: α- угол профиля инструментальной рейки;  —коэффициент высоты головки зуба рейки;
—коэффициент высоты головки зуба рейки;  коэффициент радиальною зазора; m — модуль зацепления по ГОСТ 9563—60; Р — шаг зубьев. Параметры имеют следующие значения:
коэффициент радиальною зазора; m — модуль зацепления по ГОСТ 9563—60; Р — шаг зубьев. Параметры имеют следующие значения:

На рис. 1 показан контур инструментальной рейки, откуда видно,
что шаг рейки имеет одинаковую величину по любой прямой, параллельной
основанию рейки. Средняя линия рейки 0-0, по которой толщина зуба равна ширине впадины и составляет половину шага 0,5*Р, называется модульной прямой рейки.
Если при нарезании зубьев методом обкатки делительная окружность
колеса перекатывается по модульной прямой рейки 0-0, то получаются колеса, которые носят название нулевых или зубчатых колес без смещения. У зубчатого Колеса без смещения получаются зубья, толщина которых по делительной окружности S равна ширине впадины l.
Так как шаг рейки одинаков по всем линиям, параллельным основанию, то
при нарезании зубьев делительную окружность можно катить не только по
модульной прямой, но и по любой прямой параллельной ей. При этом на заготовке будут нарезаны зубья также с эвольвентным профилем, но конфигурация и размеры их будут отличатся от нормальных. Такие зубчатые колеса, нарезанные смещенной рейкой, называются зубчатыми колесами со смещением или корригированными.
При нарезании зубчатых колес со смещением расстояние между модульной прямой и прямой 1-1 называется смещением исходного контура инструментальной рейки. Смещение рейки в направлении от центра нарезаемого колеса называется положительным смещением (+x*m), а зубчатое колесо, изготовленное с таким смещением инструмента положительным колесом. У такого колеса по делительной окружности толщина зуба больше ширины впадины.
При смещении рейки к центру нарезаемого колеса (-х*m) то получаются отрицательные колеса. В этом случае по делительной окружности толщина зуба будет меньше ширины впадины S<l. Величина Х называется коэффициентом смещения. Изготовление корригированных колес производится с целью устранения подреза ножки зуба малого колеса, уменьшения износа, повышения прочности зуба, уменьшения габаритов передачи, получения заданного межцентрового расстояния.

Описание прибора:
Рабата проводится на приборе ТММ-42 для вычерчивания эвольвентных профилей зубьев методом обкатки. Общий вид прибора представлен на рисунке 2. На основании 1 установлен диск и рейка 2, диск состоит из двух частей верхней части З, выполненной из органического стекла и представляющей собой круг с диаметром равным диаметру заготовки колеса, и нижней части 4, круга с диаметром, равным диаметру делительной окружности колеса Оба круга жестко соединены между собой и могут вращаться на оси, укрепленной в основании 1 прибора рейка 2 может перемещаться поступательно в направляющих типа “ласточкин хвост”. Вращение дисков З к 4 и поступательное движение рейки 2 без скольжения осуществляют посредством стальной проволоки 7, которая огибает диск 4, наматываясь на него по делительной окружности, и прикрепляется к захватам 8 и 14. Захват 14 при помощи рукоятки 1З может перемещаться, создавая необходимое натяжение проволоки 7. Совместное движение рейки и диска осуществляется при помощи храпового механизма, приводящегося в действие клавиши 11. При нажатии клавиши 11 рейка подается влево на 2-3 мм. При повороте рычажка 10 влево рейка получает возможность свободного перемещения от руки вправо и влево.
Помимо движения в направляющих рейка 2 может перемещаться также в направления перпендикулярном, приближаясь к центру заготовки или отдаляясь от него. Это перемещение рейки отсчитывается по шкалам 9 фиксируется винтами 12. При сдвиге рейки от центра заготовки и к нему будут нарезаться соответственно положитеоьные или отрицательные колеса.
Исходные данные:
1. Модуль рейки - m=16 мм.
2. Угол профиля рейки – α=20
3. Коэффициент высоты головки зуба  =1,0
=1,0
4. Коэффициент радиального зазора  =0,25
=0,25
5. Диаметр делительной окружности d=176мм.
б. Коэффициент уравнительного смещения Δy=0.16
Вычисления и результаты:
Нулевое колесо
| Результат |
| 50,3 |
| 25,1 |
| 47,2 |
| 165,4 |

Колесо со смещением 
| Положительное | Отрицательное |
| 0,35 | -0,35 |
| 5,64 | -5,64 |
| 29,2 | |
| 95,8 | |
| 73,6 | 62,3 |
Образец бумажного диска:
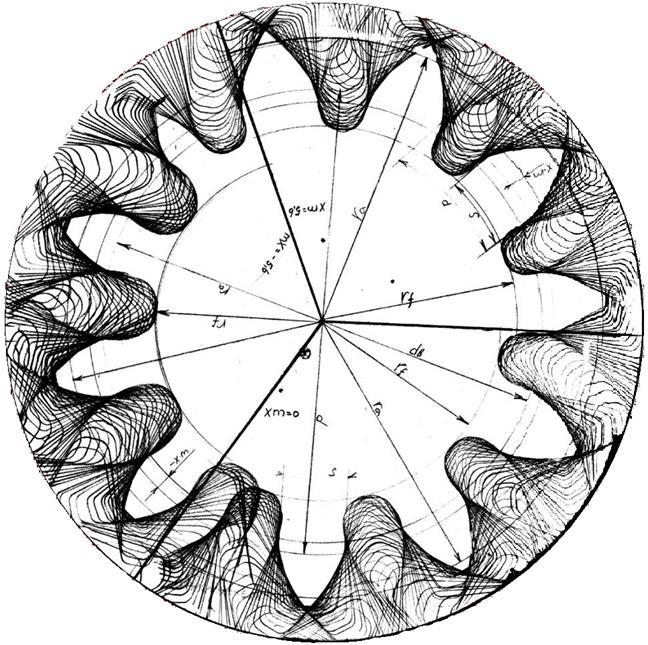
Рис. 3. Образец бумажного диска с вычерченным профилем зубьев в трех вариантах.
Вывод:
В лабораторной работе рассчитали и вычертили по заданным модулю и диаметру делительной окружности нулевое, положительное и отрицательное колеса. При отрицательном смещении подрезание ножки зуба увеличивается, при положительном – уменьшается. Изготовление корригированных колес производится с целью устранения подреза ножки зуба малого колеса, уменьшения износа, повышения прочности зуба, уменьшения габаритов передачи, получения заданного межцентрового расстояния.

