




Обработка отверстий
Методические указания
к лабораторным занятиям по дисциплине «Основы ремонта и диагностики нефтегазового оборудования»
Уфа 2007
В указаниях описаны инструменты и приспособления, применяемые при обработке отверстий, даны основные правила выполнения работ при обработке отверстий, а так же правила сверления для студентов специальности 130602 Машины и оборудование нефтяных и газовых промыслов.
Составитель: Сидоркин Д.И., ассистент, канд.техн.наук
Рецензент Ишемгужин И.Е., доцент, канд.техн.наук
© Уфимский государственный нефтяной технический университет, 2007
Содержание
1 Цель работы
2 Введение
3 Сверла
4 Заточка сверл
5 Основные правила заточки сверл
6 Сверлильный станок
Литература
Цель работы
Целью настоящей лабораторной работы является закрепление и углубление практических знаний студентов по инструментам, применяемых при сверлении и приемам выполнения этих работ.
Введение
Сверление - это операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента - сверла. Различают сверление ручное - ручными пневматическими и электрическими сверлильными устройствами (дрелями) и сверление на сверлильных станках. Ручные сверлильные устройства используются для получения отверстий диаметром до 12 мм в материалах небольшой и средней твердости (пластмассы, цветные металлы, конструкционные стали и др.). Для сверления и обработки отверстий большего диаметра, повышения производительности труда и качества обработки используют настольные сверлильные и стационарные станки - вертикально-сверлильные и радиально-сверлильные.
Одной из разновидностей сверления является рассверливание - увеличение диаметра отверстия, просверленного ранее. В качестве инструментов для рассверливания отверстий, также как и для сверления, используют сверла. Не рекомендуется рассверливать отверстия, полученные в заготовке методом литья, ковки или штамповки. Такие отверстия имеют различную твердость по поверхности отверстия из-за окалины, образующейся при литье, а также из-за неравномерной концентрации внутренних напряжений в металле на различных участках поверхности отверстий, полученных методом ковки или штамповки. Наличие мест с неравномерной и повышенной твердостью поверхности приводит к изменению радиальных нагрузок на сверло в процессе обработки отверстия, что ведет к смещению его оси, а также является причиной поломки сверла/Обработка отверстий сверлением и рассверливанием позволяет получить точность размеров обработанного отверстия до 10-го квалитета и шероховатость обработанной поверхности до Rz 80.
Сверла
Сверла применяются при обработке отверстий в сплошном материале. По конструкции различаются спиральные, центровочные, перовые, ружейные с наружным или внутренним отводом стружки и кольцевые (трепанирующие головки) сверла. Сверла изготавливаются из быстрорежущей стали марок Р18, Р12, Р9, Р6АМ5, Р6АМ5ФЗ, Р6П5К5 и Р9М4К8. Возможно оснащение режущей части сверла пластинами твердого сплава марок ВК6, ВК6М, ВК8, ВК10М, ВК15М, что позволяет использовать их при обработке материалов на высоких скоростях резания, а также при обработке материалов высокой твердости, например легированных конструкционных сталей.
Спиральные сверла (рисунок 1) состоят из трех частей: рабочей части, хвостовика и шейки. Рабочая часть сверла образована двумя спиральными канавками и включает в себя режущую и цилиндрическую (направляющую) части с двумя ленточками, что уменьшает трение сверла о поверхность обрабатываемого отверстия. Режущей частью сверла является его вершина, образующая при заточке сверла два зуба с режущими кромками. Режущие кромки сверла выполняют основную работу резания.
Спиральные сверла выпускают с хвостовой частью (хвостовиком) двух типов - цилиндрические и конические. Цилиндрические  хвостовики применяются для сверл диаметром до 20 мм, а конические - для сверл диаметром от 5 мм.
хвостовики применяются для сверл диаметром до 20 мм, а конические - для сверл диаметром от 5 мм.
Конический хвостовик сверла имеет лапку, служащую для установки сверла в шпинделе станка или переходной втулке. Крутящий момент от шпинделя станка сверлу передается за счет сил трения между поверхностями конического хвостовика и втулки или отверстия шпинделя станка. Лапка на конце конического хвостовика облегчает удаление (выбивание) сверла из переходной втулки или шпинделя станка. Сверла с цилиндрическими хвостовиками закрепляются в станке или сверлильном приспособлении, механизированном инструменте при помощи специальных сверлильных патронов.
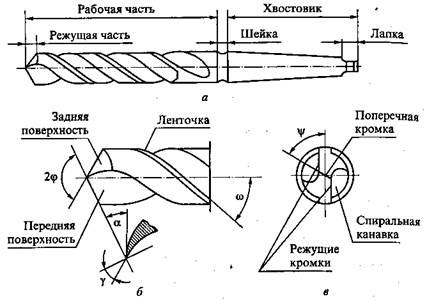
а - конструкция сверла; б - конструкция рабочей части; в - конструкция режущей части; 2φ - угол при вершине; ω - угол наклона винтовой канавки; α - главный задний угол;
γ - передний угол; ψ - угол наклона поперечной режущей кромки
Рисунок 1 - Спиральное сверло
Конструктивные особенности и специфика работы сверла обусловливают непостоянство геометрических параметров заточки их рабочей части. Так, главный задний угол α у стандартного сверла возрастает по мере приближения к центру. На периферии сверла этот угол составляет 8... 14°, а около поперечной режущей кромки уже 26... 35°. На периферии передний угол γ = 18... 33°, а около поперечной режущей кромки γ = 0 ° или имеет отрицательное значение.
Угол при вершине сверла 2φ выбирают в зависимости от свойств обрабатываемого материала. У стандартных сверл величина этого угла колеблется в пределах 116... 118°. В зависимости от обрабатываемого материала величина угла при вершине выбирается в следующих пределах:
. для стали углеродистой конструкционной — 116... 120°;
. для коррозионно-стойкой стали - 125... 130°;
. для стали высокой прочности - 125... 130 °;
. для жаропрочных сплавов - 125... 130°;
• для титановых сплавов - 140 °;
• для чугуна средней твердости - 90... 100 °;
• для чугуна твердого — 120... 125°;. для твердой бронзы - 90... 100 °;
. для латуни, алюминиевых сплавов, баббита - 130... 140°;
• для меди- 125°;
• для пластмасс - 80... 110 °;
• для мрамора - 80... 90 °.
Угол наклона поперечной режущей кромки ψ составляет 50... 55 °, а угол наклона винтовой канавки к оси отверстия ω - 23......27°.
Принята единая градация диаметров сверл, которая охватывает сверла диаметром до 80 мм. Сверла диаметром от 1 до 3 мм имеют градацию через каждые 0,05 мм; диаметром от 3 до 13,7 мм - через 0,1 мм; диаметром от 13,75 до 49,5 - через 0,5; 0,1; 0,15; 0,25; сверла диаметром 52... 80 мм имеют градацию через 1 мм.




 4 Заточка сверл
4 Заточка сверл
При обработке рабочая часть сверла изнашивается, а режущая громка затупляется. У спиральных сверл износ происходит преимущественно по задней поверхности уголка на пересечении заборного конуса с ленточками сверла (рисунок 2, а), причем в ряде случаев он сопровождается срезанием уголков и части ленточек, что приводит к образованию на ленточках сверла цилиндрических участков (рисунок 2, б), либо участков со встречным конусом (рисунок 2, в), что приводит к защемлению сверл в отверстии и их поломке. Достаточно часто при сверлении отверстий в литых, кованных и термически обработанных деталях наблюдается изнашивание сверл с образованием проточек на ленточках (рисунок 2, г). При сверлении сталей повышенной вязкости может происходить налипание на ленточки материала заготовки. Повышенное изнашивание сверл, оснащенных пластинами из твердого сплава, по ленточкам и уголкам (рисунок 2, д) резко сокращает число возможных заточек и приводит к их выкрошиванию и поломкам. Сверла, изношенные по рабочей части, выбраковываются.
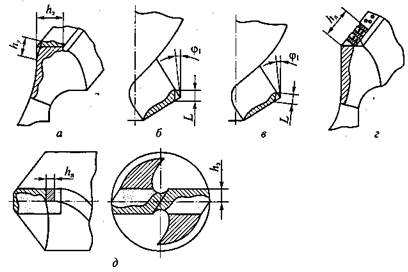
а - по задней поверхности; б, в, г - по ленточке; д - твердосплавных сверл; hy - износ по оси; h3 - износ затылованнои части; hл - износ ленточки; L - линейный износ уголка; φ1 - угловой износ сверла
Рисунок 2 - Износ сверл
Для восстановления режущих свойств сверл и обеспечения качественной обработки отверстий их режущие кромки затачивают по мере затупления. Заточку режущих кромок сверл на рабочем месте выполняют на заточных станках. Централизованная заточка спиральных сверл осуществляется на специальных заточных участках или в заточных цехах на специальном оборудовании.
При заточке режущей части сверла придают различную форму, выбор которой производится в зависимости от характера выполняемых работ и обрабатываемого материала.
При обработке отверстий диаметром от 0,25 до 12 мм в стали, чугуне, стальном литье применяется одинарная (нормальная) заточка (рисунок 3, а).
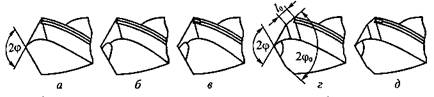
а - одинарная; б - одинарная с подточкой перемычки; в - одинарная с подточкой перемычки и ленточки; г - двойная с подточкой перемычки; д - двойная с подточкой перемычки и ленточки; 2φ - угол при вершине; l0 - ширина дополнительной заточки; 2φ0 -угол дополнительной заточки
Рисунок 3 - Форма заточки
При сверлении отверстий диаметром от 12 до 80 мм в стальном литье по литейной корке используется одинарная заточка с подточкой перемычки - поперечной кромки (рисунок 3, б).
При сверлении отверстий диаметром от 12 до 80 мм в стали и стальном литье со снятой литейной коркой используется одинарная заточка с подточкой перемычки и ленточки (рисунок 3, в).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье по литейной корке применяется двойная заточка с подточкой перемычки (рисунок 3, г).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье со снятой литейной коркой выполняется двойная заточка с подточкой перемычки и ленточки (рисунок 3, д).
Основные правила заточки сверл
1.Необходимо отрегулировать положение подручника заточного станка таким образом, чтобы между ним и периферией заточного круга был зазор не менее 2 мм. Следует проверить наличие и исправность экрана заточного станка.
2.Необходимо соблюдать следующие требования к заточке сверл:
• заточку следует производить периферией заточного круга;
• в левой руке должна находиться режущая часть сверла режущими кромками вверх, в правой руке - хвостовик сверла;
• кисть левой руки должна опираться на подручник станка.
3. При заточке следует периодически проверять правильность
заточки сверла по специальному шаблону (рисунок 4):
• длина режущих кромок должна быть одинаковой;
• угол заточки при вершине сверла должен соответствовать шаблону;
• углы между кромками и боковой поверхностью сверла должны быть одинаковыми;
• углы заострения кромок должны быть равны и соответствовать шаблону.
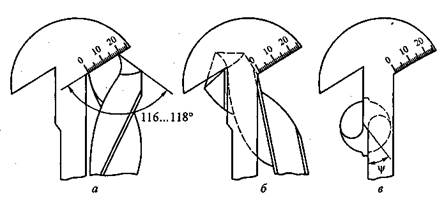
а - контроль угла при вершине; б - контроль угла наклона ленточки; в - контроль угла наклона поперечной режущей кромки; ψ - угол наклона поперечной режущей кромки
Рисунок 4 - Шаблон для контроля заточки сверл
4. Необходимо заправить режущие кромки сверла на бруске.
5. Необходимо произвести пробное сверление отверстия заточенным сверлом:
• стружки от обеих режущих кромок должны быть одинаковой
толщины (проверять визуально);
• диаметр просверленного отверстия должен точно соответствовать диаметру сверла;
• отверстие не должно смещаться более чем на 0,2 мм (проверка осуществляется по контрольным рискам).
6. Необходимо соблюдать следующие требования правил безопасности:
• заточку сверл малого диаметра надо производить на мелкозернистом круге;
• запрещается выполнять заточку сверл на заточном станке без подручника и с неисправным защитным кожухом или без него;
• категорически запрещается осуществлять заточку сверл «на весу», т.е. без использования подручника;
• обязательно, особенно при заточке сверл большого диаметра, опускать защитный экран, при отсутствии экрана заточку сверл производить с использованием защитных очков во избежание попадания абразивной пыли в глаза.
Сверлильный станок
Стационарным называется оборудование, находящееся на постоянном месте, при этом обрабатываемая заготовка доставляется к нему. К стационарному оборудованию относятся настольные, вертикальные и радиальные станки.
Настольные сверлильные станки (рисунок 5) отличаются большим разнообразием конструкций, однако принцип их действия и область применения примерно одинаковы. В качестве примера рассмотрим быстроходный сверлильный настольный станок высокой точности с микрометрической подачей инструмента, предназначенный для сверления отверстий диаметром от 0,3 до 4,0 мм.
Основными несущими узлами этого станка являются стол 1 и колонна 12, которая крепится к столу болтами. По колонне перемещается в вертикальном направлении головка 11. Перемещение головки осуществляется при помощи винта 20, приводимого в движение рукояткой 8. На хоботе головки установлен электродвигатель 9, на валу которого закреплен четырехступенчатый шкив 22. К корпусу головки при помощи винтов прикреплен фланец 19 с отверстием для винта 20. На фланце установлена упорная шайба 21, ограничивающая подъем и опускание головки по колонне. В передней части головки выполнено отверстие, в котором перемещается стакан 14. Внутри стакана, в шарикоподшипниках 13 и 24 установлен шпиндель 4, а на нем - трехкулачковый сверлильный патрон 3. Шпиндель соединен со шлицевой переходной втулкой 17, на которой установлен и закреплен при помощи винтов шкив 16. Переходная втулка вращается в подшипниках 15, запрессованных в муфту 18, соединенную с головкой при помощи винтов. Шкивы 16 и 22 соединены между собой клиновыми ремнями. Частота вращения Шпинделя изменяется в зависимости от установки ремней на шкивах. Клиноременная передача закрыта кожухом 7. На конический хвостовик шпинделя устанавливается трехкулачковый патрон 3. Подача стакана 14 со шпинделем, патроном и сверлом осуществляется поворотом рукоятки 2, соединенной с валиком шестерни 23. При повороте рукоятки шестерня, входящая в зацепление с зубчатой рейкой стакана, опускает его со шпинделем и сверлом на заданную глубину. Хомутик 5 на валике рукоятки 2 ограничивает глубину сверления. Более точная подача сверла при сверлении отверстий в деталях осуществляется по шкале лимба 6 и нониусу 25. Закрепление головки станка при ее подъеме и опускании осуществляют при помощи рукоятки 10.
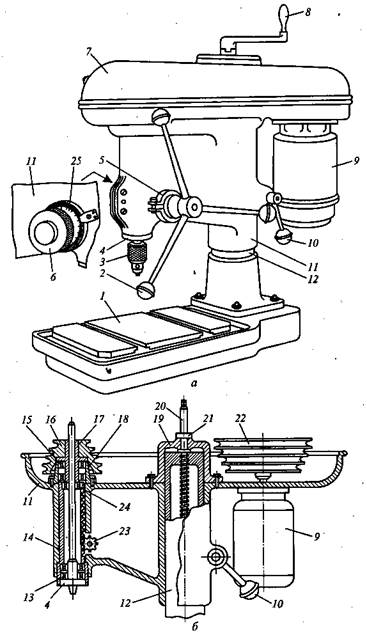
а - общий вид;
б - узел привода;
7 - стол;
2, 8,10 - рукоятки;
3 - трехкулачковый патрон;
4 - шпиндель;
5 - хомутик;
6 - лимб;
7 - кожух;
9 - электрический двигатель;
11 - головка;
12 - колонна;
13,15,24 - шарикоподшипники;
14 - стакан;
16,22 - шкивы;
17 - переходная втулка;
18 - муфта;
19 - фланец;
20 - винт;
21 - упорная шайба;
23 - шестерня;
25 - нониус
Рисунок 5 - Настольный сверлильный станок
Основные правила работы на сверлильном станке
1.Сверление следует производить только правильно заточенным сверлом, при необходимости нужно произвести переточку или заправку сверла. Контроль заточки необходимо осуществлять с помощью шаблона (рисунок 6, а) или специального угломера (рисунок 6, б).
2.Необходимо прочно закреплять сверло с цилиндрическим хвостовиком в патроне: торец сверла следует упереть в дно патрона, а затем закрепить его, поочередно вставляя ключ во все гнезда патрона.
3.Необходимо прочно закреплять сверло с коническим хвостовиком (патрон со сверлом) в шпинделе станка.
4.Для обеспечения прочного и безопасного крепления обрабатываемой детали необходимо:
•крупные корпусные заготовки закреплять на столе станка;
•призматические заготовки средней величины (длина 100... 120 мм, ширина 50...60 мм, высота 30...40 мм) закреплять в машинных тисках;
•небольшие заготовки (длина 70... 80 мм, толщина 1... 5 мм) закреплять в ручных тисочках;
•заготовки цилиндрической формы устанавливать и закреплять на призмах.
5.В месте сверления на детали нужно делать глубокое (1,0... 1,5 мм) керновое углубление.
7.Сверление отверстий больших диаметров (свыше 10 мм) необходимо выполнять в два приема: вначале сверлом диаметром 5... 6 мм, а затем сверлом необходимого диаметра Необходимо правильно определять скорость резания в зависимости от обрабатываемого материала и рационально настраивать станок на частоту вращения шпинделя.
8.Следует соблюдать правильную последовательность сверления при ручной подаче сверла:
• совместить вершину сверла с керновым углублением на заготовке;
• включить станок;
• сверлить отверстие на полную глубину;
• при выходе сверла из отверстия нажатие ослабить.
9. Необходимо правильно определять величину автоматической
подачи и настраивать станок на эту величину.
10. Следует соблюдать правильную последовательность обработки сквозных отверстий при автоматической подаче сверла:
• совместить вершину сверла с керновым углублением на детали;
• включить станок;
• просверлить отверстие на глубину 3... 5 мм, используя ручную подачу;
• не выводя сверла из отверстия, включить автоматическую подачу;
• сверлить отверстие на полную глубину.
11. При сверлении отверстий по кондуктору необходимо соблюдать следующие правила:
• заготовка должна быть прочно закреплена в кондукторе или кондуктор на заготовке;
• диаметр сверла должен точно соответствовать диаметру отверстия во втулке кондуктора.
13.12. При сверлении стальных деталей следует применять смазывающе-охлаждающую жидкость Чугунные детали нужно сверлить без охлаждения сверла.
14.После окончания работы следует проверить соответствие просверленных отверстий (диаметр, глубина) и межцентровых рас. стояний требованиям чертежа.
Правила безопасности при сверлении:
• запрещается сверлить незакрепленную или слабо закрепленную заготовку;
• следует убирать волосы под головной убор;
• необходимо тщательно застегивать обшлага на рукавах;
• запрещается сильно нажимать на рычаг подачи сверла, особенно при сверлении отверстий малого диаметра;
• запрещается наклоняться близко к месту сверления во избежание попадания стружки в глаза;
• запрещается сдувать стружку.
Литература
1 Кропивницкий, Н.Н. Основы слесарного дела: пособие для рабочих-слесарей / Н.Н. Кропивницкий. – Л.: Лениздат, 1974. – 512 с.
2 Покровский, Б.С. Слесарное дело: учебник для нач. проф. образования / Б.С. Покровский, В.А. Скакун. – М.: Издательский центр «Академия», 2004. – 320 с.

