




Особенности и виды контактного трения при ОМД
От машинного трения оно отличается:
1) Высокими контактными напряжениями (до 3500 МПа).
2) Постоянным обновлением трущихся поверхностей за счет пластического течения металла относительно инструмента.
3) Высокой температурой при горячей обработке с наличием окалины на контакте, свойства которой существенно влияют на характер трения.
По характеру взаимодействия трущихся поверхностей различают следующие виды трения:
- Сухое – без присутствия на поверхности трения смазки при наличии окислов и загрязнений.
- Граничное – при наличии мономолекулярной (толщиной в несколько молекул) пленки жидкой смазки на поверхности трения, в которой из-за малой толщины не проявляются ее объемные свойства.
- Жидкостное – когда поверхности трущихся тел полностью изолированы друг от друга слоем смазки, в котором проявляются ее объемные свойства.
При жидкостном трении смазка является деформирующей средой. Особенно это проявляется при гидростатическом и гидродинамическом трении.
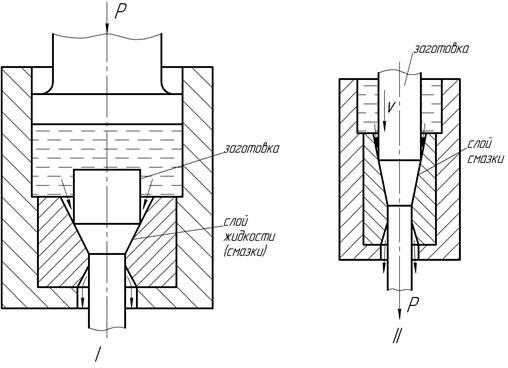
I – гидростатическое прессование. Трение активно, т.к. смазка под давлением увлекает заготовку в очаг деформации.
II – гидродинамическое волочение (волочение с высокой скоростью в жидкостном режиме). Трение пассивно (реактивно), т.к. смазка увлекается движущейся заготовкой в очаг деформации.
При жидкостном трении напряжение трения

где  - вязкость жидкости;
- вязкость жидкости;  - скорость скольжения металла по инструменту;
- скорость скольжения металла по инструменту;  - толщина слоя смазки.
- толщина слоя смазки.
В большинстве процессов ОМД наблюдается полусухое или полужидкостное трение, когда между трущимися поверхностями имеются участки непосредственного контакта, чередующиеся с участками, разделенными слоем смазки.
Роль трения в процессах ОМД
1). Трение является одной из причин неравномерности деформации, поскольку вблизи поверхности трения деформация затруднена.
2). Трение повышает сопротивление деформированию и, следовательно, технологическое усилие и энергозатраты.
3). Трение приводит к износу инструмента и тем самым к снижению точности и качества поверхности деформированного тела.
Трение может быть активным и реактивным. Силы трения, способствующие процессу деформирования, называются активными, а препятствующие – реактивными.
I – Обратное выдавливание.
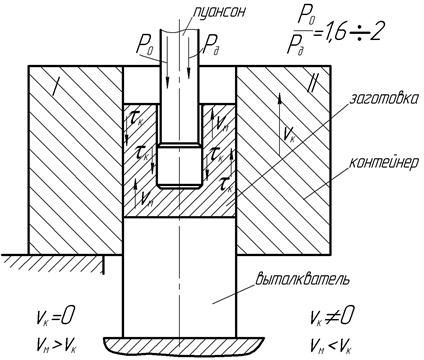 II – Обратное выдавли-вание с подвижным кон-тейнером (дифференци-альное выдавливание).
II – Обратное выдавли-вание с подвижным кон-тейнером (дифференци-альное выдавливание).
В случае I трение ре-активно на стенках кон-тейнера и пуансона, т.к. препятствует течению материала в зазор.
В случае II на стенке пуансона трение реак-тивно, а на стенке кон-тейнера активно, поско-льку скорость переме-щения контейнера боль-ше скорости течения металла в зазор.
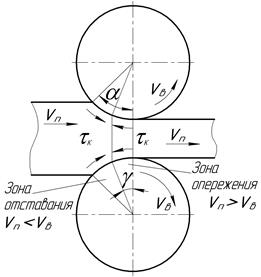
При прокатке в зоне отставания трение активно (затягивает материал в валки), а в зоне опережения – реактивно (препятствует выходу металла из валков).
Реактивное трение всегда вредно в процессах ОМД и его следует уменьшать. Однако в ряде случаев активное трение используют для осуществления самого процесса обработки давлением, например, при прокатке.