




МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К практическим работам
по дисциплине «Механизация технологических процессов автотранспортных и авторемонтных предприятий» направления 23.03.03 – «Эксплуатация транспортно-технологических машин и
комплексов»
очной и заочной форм обучения
Электронные методические указания
Рекомендовано в качестве электронных методических указаний
учебно-методической комиссией направления 23.03.03 – «Эксплуатация транспортно-технологических машин и комплексов»
РЕЦЕНЗЕНТЫ:
Стенин Д. В. – к. т. н., доцент кафедры эксплуатация автомобилей.
Подгорный А. И. – председатель УМК направления 23.03.03 -
«Эксплуатация транспортно-технологических машин и комплексов»
Андреева Надежда Александровна. Механизация технологических процессов автотранспортных и авторемонтных предприятий: метод. указания к практическим занятиям [Электронный ресурс]: для студентов направления 23.03.03 - «Эксплуатация транспортно-техноло-гических машин и комплексов» очной и заочной форм обучения / сост.: Н. А. Андреева. – Кемерово: ГУ КузГТУ, 2014.
| В методических указаниях приведены все сведения, необходимые для выполнения практических работ студентов очной и заочной форм обучения при освоении материала дисциплины «Механизация технологических процессов автотранспортных и авторемонтных предприятий». Приведены методики расчетов моечной струйной установки, винтового и реечного домкратов, задачи по расчету конструкций и усилий зажима приспособлений для обработки и ремонту деталей. Наличие методических указаний позволяет студентам получить необходимый объем знаний по дисциплине. |
Ó ГУ КузГТУ
Ó Андреева Н. А.
Содержание
Цель освоения дисциплины................................. 4
План практических занятий................................ 4
Практическое занятие № 1. Расчет струйных моечных
установок ................................................ 5
Практическая работа № 2. Расчет винтового домкрата........
Практическая работа № 3.Расчет реечного домкрата.........
Практическая работа № 4. Расчет механизированного
привода .................................................
Практическая работа № 5. Расчет винтовых зажимов,
резьбовых прихватов ......................................
Практическая работа № 6.Расчет эксцентриковых зажимов.....
Практическая работа № 7. Решение задач по методике расчета
сил зажима ...............................................
Список использованной литературы........................
Цель освоения дисциплины
Целью освоения дисциплины является изучение бакалаврами современных принципов, концепций и направлений в области механизации технологических процессов автотранспортных и авторемонтных предприятий, приобретения знаний и навыков для применения по специальности на практике.
План практических занятий
| Неделя семестра | № Раздела | Наименование работы, тема занятия | Объем в часах | |
| очн. | заоч. | |||
| 1.3 | 3.5 | 1. Расчет струйных моечных установок | ||
| 2.5 | 2. Расчет винтового домкрата | |||
| 2.5 | 3. Расчет реечного домкрата | |||
| 3.12 | 4. Расчет механизированного привода | 0,5 | ||
| 3.8 | 5. Расчет винтовых зажимов, резьбовых прихватов | 1,0 | ||
| 3.8 | 6. Расчет эксцентриковых зажимов | 1,0 | ||
| 15, 17 | 3.10 -3.11 | 7. Решение задач по методике расчета сил зажима | 1,5 | |
| Итого |
Оформление отчета по практическим работам в соответствии с ГОСТ 2.105-95 ЕСКД. Общие требования к текстовым документам.
Контроль – проверка расчетов и оформления расчетно-пояснительной записки.
Практическое занятие № 1 (4 часа)
Цель работы: изучение конструкций моечных установок, принципов их работы, методики расчета и закреплеиие знаний по расчетам потерь в гидравлической сети.
1 Основные положения
В процессе эксплуатации автомобили подвергаются значительным загрязнениям, т. е. наружные и внутренние поверхности покрываются нежелательными веществами, которые затрудняют или делают невозможным дальнейшую правильную эксплуатацию техники, снижают ее надежность, эффективность использования, ухудшают эстетические показатели, санитарно-гигиенические условия труда, мешают проведению технического обслуживания и ремонта, вызывают ускоренный износ сопряженных пар, коррозию, старение материалов деталей и агрегатов, приводит к порче перевозимых грузов. Поэтому возникает необходимость в периодической очистке автомобилей от загрязнений.
Очистка автомобилей и их составных частей при обслуживании и ремонте представляет сложную, до конца нерешенную проблему. Решение проблемы очистки заключается в совершенствовании технологии и оборудования для моечно-очистных работ.
Сокращению трудоемкости моечных работ в нашей стране и за рубежом уделяется большое внимание. В настоящее время используется большое число моечных установок, отличающихся по принципу действия и конструкции.
Моечные установки бывают: струйные, щеточные и высокого давления.
Струйные моечные установки применяют для мойки автомобилей со сложной конфигурацией (грузовых, самосвалов, седельных тягачей, специализированных).
Они отличаются универсальностью, простотой конструкции, малой металлоемкостью, компактностью. К их преимуществам следует отнести отсутствие механического контакта с очищаемыми поверхностями автомобиля, что исключает возможность повреждения наружных зеркал заднего вида, антенн, стеклоочистителей, лакокрасочного покрытия и т. д.
Недостатками этих установок являются: большой расход воды на мойку одного автомобиля (1200…1300 л), низкая надежность из-за быстрого засорения насадков малого диаметра.
Щеточные установки применяют для мойки легковых автомобилей, автобусов, автофургонов, а также грузовых автомобилей, имеющих обтекаемые формы.
Преимуществами щеточных установок являются: улучшение качества мойки за счет механического воздействия вращающихся ротационных щеток на загрязненные поверхности, сокращение времени мойки в 2…3 раза по сравнению со струйными, уменьшение расхода воды и моющих средств.
Недостатками – сложность конструкции, возможность повреждения наружных зеркал заднего вида, антенн, стеклоочистителей, лакокрасочного покрытия и т. д., менее универсальны.
Моечные установки высокого давления могут применяться не только для мойки автомобилей и автобусов, но и для расконсервации, мойки помещений, снятых с автомобиля агрегатов и деталей.
Эффективность моечных установок зависит от давления, температуры и состава моющего раствора, а также продолжительности операции.
2 Расчет струйной моечной установки
2.1 Расчет числа сопел моечной установки
2.1.1 Напор моечной установки
Напор моечной установки определяют по формуле:
 (1.1)
(1.1)
где  – давление моечной установки, МПа;
– давление моечной установки, МПа;
ρ – плотность воды, кг/  (
( );
);
 – ускорение свободного падения, м/
– ускорение свободного падения, м/  (
( = 9,8 м/ ).
= 9,8 м/ ).
2.1.2 Скорость истечения жидкости
 (1.2)
(1.2)
где  – коэффициент скорости истечения жидкости:
– коэффициент скорости истечения жидкости:
· для коноидального насадка  ;
;
· для цилиндрического насадка 
· для конического сходящегося насадка 
· для конического расходящегося насадка  .
.
2.1.3 Определение числа Рейнольдса для насоса
 (1.3)
(1.3)
где  – диаметр насадка, м;
– диаметр насадка, м;
 – кинематическая вязкость воды,
– кинематическая вязкость воды,  /с
/с
( ).
).
2.1.4 Определение числа Фруда
 (1.4)
(1.4)
где h – глубина потока в зоне растекания, м (h = 2…5 мм).
2.1.5 Определение расстояния от края насадка до автомобиля
 (1.5)
(1.5)
2.1.6 Определение радиуса зоны касательных напряжений
 (1.6)
(1.6)
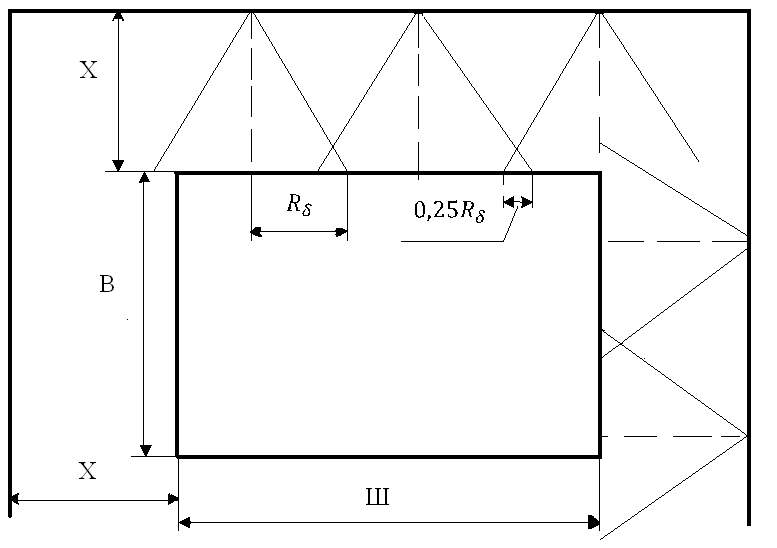
2.1.7 Определение количества насадков
Определение количества насадков производится графическим способом в соответствии с рис. 1, принимая величину перекрытия зон очистки равной 0,25 
Количество насадков, определенное графическим способом, уточняют по формулам
 (1.7)
(1.7)
где В – габаритная высота автомобиля, м.
 (1.8)
(1.8)
где Ш – габаритная ширина автомобиля, м.
Общее количествонасадков определяют по формуле:
 (1.9)
(1.9)
где К – количество рамок (по заданию).
2.2 Расход моющей жидкости
 (1.10)
(1.10)
где  – коэффициент запаса ( = 1,1…1,3);
– коэффициент запаса ( = 1,1…1,3);
 – коэффициент расхода жидкости;
– коэффициент расхода жидкости;
· для коноидального насадка = 0,980;
· для цилиндрического насадка = 0,820;
· для конического насадка = 0,940;
· для конического расходящегося насадка = 0,450.
2.3 Потери напора в гидравлической сети
2.3.1 Потери напора по длине трубопровода
 (1.11)
(1.11)
где  – коэффициент Дарси;
– коэффициент Дарси;
l – длина трубопровода, м;
 – средняя скорость потока, м/с;
– средняя скорость потока, м/с;
d – диаметр трубопровода, м.
Коэффициент Дарси определяют по формуле
 (1.12)
(1.12)
где  – эквивалент шероховатости труб (
– эквивалент шероховатости труб ( =0,01…0,02));
=0,01…0,02));
 – число Рейнольдса для труб круглого сечения.
– число Рейнольдса для труб круглого сечения.
Среднюю скорость потока определяют по формуле
 (1.13)
(1.13)
где d – диаметр трубопровода, м.
Для потоков в трубах круглого сечения число Рейнольдса определяют по формуле:
 (1.14)
(1.14)
2.3.2 Потери в трубопроводе с путевым расходом
Эквивалентный расход моющей жидкости
 (1.15)
(1.15)
где  – путевой расход,
– путевой расход,  .
.
Путевой расход жидкости определяют по формуле
 (1.16)
(1.16)
Среднюю скорость потока жидкости определяют по формуле
 (1.17)
(1.17)
2.3.3 Суммарные потери по длине трубопровода
 (1.18)
(1.18)
2.3.4 Потери напора в местных сопротивлениях
 (1.19)
(1.19)
где  – коэффициент местного сопротивления:
– коэффициент местного сопротивления:
· для сетки 
· для колена  ;
;
· для вентиля 
· для тройника 
2.3.5 Суммарные потери в местных сопротивлениях
 (1.20)
(1.20)
2.3.6 Суммарные потери в гидравлической сети
 (1.21)
(1.21)
2.4 Выбор насоса
Производительность насоса
 (1.22)
(1.22)
Мощность насоса
 (1.23)
(1.23)
Насос выбирают по условию:

где  – подача выбранного насоса
– подача выбранного насоса  .
.
2.5 Выбор электродвигателя
Электродвигатель выбирают по условию:

 (1.24)
(1.24)
где  – мощность выбранного электродвигателя;
– мощность выбранного электродвигателя;
 – частота вращения вала электродвигателя, мин-1;
– частота вращения вала электродвигателя, мин-1;
 – номинальная частота вращения вала насоса, мин-1.
– номинальная частота вращения вала насоса, мин-1.
Соединение вала электродвигателя с валом насоса осуществляют через муфту (обычно применяют муфту упругую втулочно-пальцевую по ГОСТ 1412-85).
Расчетный момент для выбора муфты определяют по формуле
 (1.25)
(1.25)
где К – коэффициент режима работы муфты (К = 1,15…1,4);
Т н – вращающий момент на валу насоса, Нм.
При выборе муфты должно выполняться условие
 (1.26)
(1.26)
где Т м – передаваемый муфтой вращающий момент, Нм.
2.6 Скорость конвейера
 (1.27)
(1.27)
где  – производительность моечной установки, авт/час (принять = 15…20 авт/час);
– производительность моечной установки, авт/час (принять = 15…20 авт/час);
 – габаритная длина автомобиля, м;
– габаритная длина автомобиля, м;
 – расстояние между автомобилями, м (принять = 1,5…2,0 м).
– расстояние между автомобилями, м (принять = 1,5…2,0 м).
2.7 Время мойки одного автомобиля
 (1.28)
(1.28)
где с – расстояние между рамками, м (при двух и более рамках).
2.8 Расход воды на мойку одного автомобиля
 (1.29)
(1.29)
Задание на практическую работу
Таблица 1.1
Исходные данные для расчета моечной установки
| В | Марка авт. | Т.у. | Д. | Ф.н. | d | N | dmax | dmin | n | |
| ГАЗ-53-12 | С | 0,8 | Цилиндр. | 7,0 | - | |||||
| ЗИЛ 431410 | С | 0,9 | Конич. | 6,5 | - | |||||
| ГЭСА 3777 | С | 1,0 | Коноид. | 6,0 | - | |||||
| ЗИЛ ММЗ 4505 | С | 1,1 | Конич. | 5,5 | - | |||||
| Урал-5557 | С | 1,2 | Коноид. | 6,0 | - | |||||
| КамАЗ-53212 | С | 1,3 | цилиндр. | 4,0 | - | |||||
| КамАЗ-5325 | С | 1,4 | Конич. | 4,5 | - | |||||
| Урал 43202-01 | С | 1,5 | Коноид. | 3,5 | - | |||||
| КрАЗ-260 | С | 1,6 | Конич. | 3,0 | - | |||||
| НЗАС 3964 | С | 1,7 | Цилиндр. | 3,5 | - | |||||
| ЗИЛ 431510 | С | 1,8 | Коноид. | 3,5 | - | |||||
| МАЗ-53362 | С | 1,9 | Конич. | 4,0 | - | |||||
| МАЗ-53371 | С | 2,0 | Цилиндр. | 3,5 | - | |||||
| БелАЗ 7548 | С | 1,9 | Конич. | 4,0 | - | |||||
| БелАЗ 75214 | С | 1,8 | Коноид. | 4,5 | - | |||||
| ТАМ 260А 119Т | С-Щ | 1,7 | Конич. | 4,0 | ||||||
| ВАЗ 2105 | Щ | 0,2 | Цилиндр. | 3,5 | ||||||
| ГАЗ 3110 | Щ | 0,25 | Конич. | 5,0 | ||||||
| ВАЗ 2112 | Щ | 0,3 | Коноид. | 6,0 | ||||||
| УАЗ 31512 | Щ | 0,35 | Цилиндр. | 7,0 | ||||||
Продолжение табл. 1.1
| В | Марка авт. | Т.у. | Д. | Ф.н. | d | N | dmax | dmin | n | ||
| ВАЗ 1111 | Щ | 0,4 | Конич. | 4,5 | |||||||
| УАЗ 2206 | Щ | 0,35 | Коноид. | 5,6 | |||||||
| КАВЗ 3976 | С-Щ | 0,5 | Цилиндр. | 5,0 | |||||||
| ПАЗ-3205 | С-Щ | 0,55 | Конич. | 6,5 | |||||||
| ЛАЗ 42021 | С-Щ | 0,6 | Коноид. | 6,0 | |||||||
| ЛАЗ 4207 | С-Щ | 0,65 | Цилиндр. | 5,5 | |||||||
| ЛИАЗ 5256 | С-Щ | 0,7 | Конич. | 5,0 | |||||||
| ВАЗ 2131 | Щ | 0,75 | Коноид. | 5,0 | |||||||
| Икарус 543.26 | С-Щ | 0,8 | Цилиндр. | 4,5 | |||||||
| Икарус 263.00 | С-Щ | 0,85 | Конич. | 5,5 | |||||||
| Икарус 415.08 | С-Щ | 0,9 | Коноид. | 4,0 | |||||||
| Икарус 250.93 | С-Щ | 1,0 | Коноид. | 5,0 | |||||||
| САЗ 3508 | С | 1,1 | Цилиндр. | 5,8 | - | ||||||
| ЗИЛ 433100 | С | 1,2 | Конич. | 3,5 | - | ||||||
| Мерседес-Бенц 1735 | С | 1,3 | Коноид. | 4,0 | - | ||||||
| КрАЗ 255 Б1 | С | 1,4 | Цилиндр. | 3,5 | - | ||||||
| VOLVO F12 | С | 1,5 | Конич. | 5,0 | - | ||||||
| ВАЗ 2104 | С-Щ | 0,5 | Цилиндр. | 6,0 | |||||||
| ВАЗ 2109 | С-Щ | 0,6 | Конич. | 6,5 | |||||||
| ВАЗ 2121 | С-Щ | 0,7 | Коноид. | 7,0 | |||||||
| АЗЛК 2141-01 | С-Щ | 0,8 | Цилиндр. | 5,5 | |||||||
| ЗИЛ 41047 | С-Щ | 1,0 | Конич. | 5,0 | |||||||
| ЗИЛ 3207 | С-Щ | 0,9 | Коноид. | 6,0 | |||||||
| Икарус 256.74 | С-Щ | 0,8 | Конич. | 7,0 | |||||||
| Нефаз 4208 | С-Щ | 0,7 | Коноид. | 6,5 | |||||||
| КамАЗ 43105 | С | 0,6 | Цилиндр. | 6,5 | - | ||||||
| УАЗ- 3303 | С | 0,8 | Конич. | 5,0 | - | ||||||
| НЗАС- 4951-01 | С | 0,9 | Коноид. | 4,5 | - | ||||||
| ЛИАЗ 677М | С-Щ | 0,7 | Цилиндр. | 4,0 | - | ||||||
| ЗИЛ 133ГЯ | С | 0,6 | Цилиндр. | 5,0 | - | ||||||
| ГАЗ САЗ 3507-01 | С | 1,1 | Конич. | 3,5 | - | ||||||
| ГАЗ-3307 | С | 1,2 | Коноид. | 3,0 | - | ||||||
| ГАЗ- 3102 | Щ | 0,4 | Цилиндр. | 6,0 | |||||||
| УАЗ-2206 | Щ | 0,5 | Конич. | 7,0 | |||||||
| УАЗ- 3741 | С-Щ | 0,6 | Коноид. | 5,0 | |||||||
| ИЖ 2715-01 | Щ | 0,3 | Цилиндр. | 7,0 | |||||||
| ГАЗ 302 | С | 0,7 | Конич. | 4,0 | - | ||||||
| Икарус 280.64 | Щ | 0,6 | Коноид. | 5,0 | |||||||
Продолжение табл. 1.1
| В | Марка авт. | Т.у. | Д. | Ф.н. | d | N | dmax | dmin | n | ||
| Тойота «Королла» | Щ | 0,3 | Цилиндр. | 4,0 | |||||||
| НЗАС 4208 | С | 0,5 | Коноид. | 6,0 | - | ||||||
Примечания: 1. В таблице 1 сделаны следующие сокращения: В – вариант задания, Т.у. – тип установки, Д – давление мойки в МПа, Ф.н. – форма насадка, d – диаметр насадка в мм, N – число рамок. dmax – наибольший диаметр трубопровода в мм, dmin - наименьший диаметр трубопровода в мм, n – число щёток, С – струйная моечная установка, С-Щ – струйно-щёточная моечная установка, Щ – щёточная моечная установка.
2. В расчётах диаметры трубопроводов принимать в пределах, установленных заданием.
3. Число сеток принять равным 1, число задвижек – 2, число колен трубопроводов – по усмотрению студента.
Практическая работа № 2 (2 часа)
Цель работы: изучить методику расчета винтовых домкратов по заданным параметрам – грузоподъемности и высоте подъема.
1 Общие сведения
Винтовые домкраты нашли широкое применение на предприятиях автомобильного транспорта благодаря простоте конструкции и как следствие низкой стоимости.
Основой любого винтового домкрата служит передача винт-гайка скольжения, которая позволяет преобразовать вращательное движение в поступательное. При этом в закрепленной от осевых перемещений гайке вращается винт, что и приводит к его поступательному движению. В домкратах, где имеет место большая односторонняя осевая нагрузка, для большего выигрыша в силе применяют упорную резьбу. Основным критерием работоспособности этих резьб является износостойкость. Для уменьшения износа винта и гайки применяют антифрикционные пары материалов (сталь – чугун, сталь – бронза и т.д.)
Конструкция винтового домкрата представлена на рис. 1.
2 Расчет винтового домкрата
2.1 Определение среднего диаметра резьбы винта
Средний диаметр резьбы винта определяется по условию износостойкости по формуле:
 (2.1)
(2.1)
где Q – осевая нагрузка, Н;
 – коэффициент высоты гайки (
– коэффициент высоты гайки ( =1,2…2,5);
=1,2…2,5);
 – коэффициент высоты резьбы (для упорной резьбы
– коэффициент высоты резьбы (для упорной резьбы  =0,75);
=0,75);
 – среднее допускаемое давление между рабочими поверхностями витков винта и гайки, МПа (табл. 2.1).
– среднее допускаемое давление между рабочими поверхностями витков винта и гайки, МПа (табл. 2.1).

Рис. 2. Конструкция винтового домкрата.
Таблица 2.1
Значение средних допускаемых давлений  между рабочими поверхностями витков винта и гайки, а также значения коэффициента трения скольжения
между рабочими поверхностями витков винта и гайки, а также значения коэффициента трения скольжения 
| Материал пары «винт-гайка» |
|
|
| Закаленная сталь-бронза | 11..13 | 0,10…0,12 |
| Незакаленная сталь-бронза | 8..10 | |
| Закаленная сталь-чугун | 7..8 | 0,11…0,13 |
| Незакаленная сталь-чугун | 5..7 |
2.2 Определение внутреннего диаметра резьбы винта
Внутренний расчет диаметр резьбы винта определяют из условия прочности на сжатие с учетом кручения по формуле:
 (2.2)
(2.2)
где  – коэффициент, учитывающий влияние кручения в сечении винта ( =1,3)
– коэффициент, учитывающий влияние кручения в сечении винта ( =1,3)
 - допускаемое напряжение сжатия, МПа.
- допускаемое напряжение сжатия, МПа.
 (2.3)
(2.3)
где  - предел текучести, МПа (табл. 2.2).
- предел текучести, МПа (табл. 2.2).
Таблица 2.2
Механические характеристики сталей
| Марка стали | Термообработка | Механические характеристики | |

| 
| ||
| Улучшение | |||
| Улучшение | |||
| Закалка | |||
| 40Х | Улучшение | ||
| Улучшение и закалка ТВЧ |
2.3 Выбор диаметра винта
Для упорной резьбы диаметр винта d выбирают из условия  по табл. 2.3.
по табл. 2.3.
Таблица 2.3
Размеры профиля упорной резьбы ГОСТ 10177-82
| d = D | p, мм | D2 = d2, мм | D1, мм | d3, мм | |
| 1-ый ряд | 2-ой ряд | ||||
| 8,5 | 6,53 | ||||
| 10,5 | 8,53 | ||||
| 9,75 | 7,5 | 6,79 | |||
| 14,5 | 12,53 | ||||
| 9,06 | |||||
| 18,5 | 16,53 | ||||
| 13,06 | |||||
| 22,06 | 21,75 | 19,5 | 18,79 |
Продолжение табл. 2.3
| 20,25 | 16,5 | 15,32 | |||
| 10,12 | |||||
| 25,75 | 23,5 | 22,79 | |||
| 24,75 | 20,5 | 19,32 | |||
| 14,12 | |||||
| 29,75 | 27,5 | 26,79 | |||
| 27,5 | 21,59 | ||||
| 24,5 | 14,65 | ||||
| 33,75 | 31,5 | 30,79 | |||
| 31,5 | 25,59 | ||||
| 28,5 | 18,65 | ||||
| 38,42 | 37,75 | 35,5 | 34,79 | ||
| 34,75 | 29,5 | 27,85 | |||
| 32,5 | 22,65 | ||||
| 41,75 | 39,5 | 38,79 | |||
| 38,75 | 33,5 | 31,85 | |||
| 23,17 | |||||
| 46,5 | 45,75 | 43,5 | 42,79 | ||
| 34,12 | |||||
| 27,17 | |||||
| 49,75 | 47,5 | 46,79 | |||
| 38,12 | |||||
| 31,17 | |||||
| 57,75 | 55,5 | 54,79 | |||
| 53,25 | 46,5 | 44,38 | |||
| 49,5 | 35,7 | ||||
| 63,06 | |||||
| 62,5 | 52,65 | ||||
| 42,23 | |||||
| 73,06 | |||||
| 72,5 | 62,65 | ||||
| 52,23 | |||||
| 83,06 | |||||
| 69,17 |
Продолжение табл. 2.3
| 76,5 | 58,76 | ||||
| 55,29 | |||||
| 93,06 |
Примечание. Основные размеры профиля резьбы представлены для номинального её диаметра по 1-му ряду.
2.4 Проверка резьбы на самоторможение
Условие самоторможения резьбы имеет вид:
 (2.4)
(2.4)
где  – угол подъема винтовой линии, град;
– угол подъема винтовой линии, град;
 – угол трения в резьбе, град.
– угол трения в резьбе, град.
 (2.5)
(2.5)
где P – шаг резьбы, мм (табл. 2.3).
 (2.6)
(2.6)
где – коэффициент трения скольжения (табл.2.1).
2.5 Момент трения в витках винта для упорной резьбы
 (2.7)
(2.7)
2.6 Высота гайки
 (2.8)
(2.8)
Полученное значение  округляют в большую сторону до стандартного значения ряда нормальных линейных размеров ГОСТ 6636-69.
округляют в большую сторону до стандартного значения ряда нормальных линейных размеров ГОСТ 6636-69.
2.7 Число витков в гайке
 (2.9)
(2.9)
где  максимальное число витков гайки (
максимальное число витков гайки ( ).
).
Невыполнение условия  требует уменьшения
требует уменьшения  с переходом к пункту 2.1, либо увеличения Р винта с переходом к пункту 2.3.
с переходом к пункту 2.1, либо увеличения Р винта с переходом к пункту 2.3.
2.8 Наружный диаметр гайки из расчета на прочность при растяжении с учетом кручения определяют по формуле:
 , мм (2.10)
, мм (2.10)
где  допускаемое напряжение растяжения для материала гайки (табл. 2.4).
допускаемое напряжение растяжения для материала гайки (табл. 2.4).
Таблица 2.4
Некоторые значения напряжений для материалов пары «винт-гайка»
| Материал | 
| 
| 
|
| Сталь | 
| 
| 0,6 
|
| Бронза | 35…45 | 45…50 | 30…50 |
| Чугун | 20…24 | 60…80 | 30…50 |
Полученное значение  округляют в большую сторону до стандартного значения ряда нормальных линейных размеров ГОСТ 6636-69
округляют в большую сторону до стандартного значения ряда нормальных линейных размеров ГОСТ 6636-69 
2.9 Размеры заплечика гайки
а) Наружный диаметр заплечика гайки из условия прочности на удельные давления:
 (2.11)
(2.11)
где  допускаемое напряжение для материала гайки, МПа (табл. 2.4).
допускаемое напряжение для материала гайки, МПа (табл. 2.4).
Полученное значение  округляют в большую сторону до стандартного значения ряда нормальных линейных размеров ГОСТ 6636-69.
округляют в большую сторону до стандартного значения ряда нормальных линейных размеров ГОСТ 6636-69.
б) Высота заплечика гайки
 (2.12)
(2.12)
в) Условие прочности заплечика на срез
 а (2.13)
а (2.13)
где  – допускаемое напряжение на срез, МПа (табл. 2.4).
– допускаемое напряжение на срез, МПа (табл. 2.4).
2.10 Момент трения на опорной поверхности гайки
 (2.14)
(2.14)
2.11 Условие непроворачиваемости гайки в корпусе
 (2.15)
(2.15)
Невыполнение условия (2.15) требует конструктивных решений для реализации момента:
 (2.16)
(2.16)
а) Использование винтов, рассчитываемых на срез:
 (2.17)
(2.17)
 (2.18)
(2.18)
где 
 диаметр винта, мм;
диаметр винта, мм;
 длина винта, мм.
длина винта, мм.
б) использование шпоночных соединений (рис. 2 в);
в) использование прессовых соединений (рис. 2 г);
г) увеличение диаметров заплечика D3.
2.12 Проверка устойчивости винта
а) максимальная длина сжимаемого винта
 (2.19)
(2.19)
где L высота подъема, мм;
h2 – расстояние от нижнего края держателя рукоятки до середины опорной чашки, мм (рис. 1).
 (2.20)
(2.20)
б) Приведенная длина сжимаемого винта
 (2.21)
(2.21)
где  – коэффициент приведения длины, учитывающий способ закрепления концов винта (для домкратов зависит от конструкции опорной чашки:
– коэффициент приведения длины, учитывающий способ закрепления концов винта (для домкратов зависит от конструкции опорной чашки:  = 0,5 – рис. 3 а - г;
= 0,5 – рис. 3 а - г;  = 2,0 – рис. 3 д - е).
= 2,0 – рис. 3 д - е).
в) Гибкость винта
 (2.22)
(2.22)
где  – радиус инерции сечения винта, мм.
– радиус инерции сечения винта, мм.
 (2.23)
(2.23)
где J – приведенный момент инерции сечения, мм4;
S – площадь сечения винта диаметров d 3, мм2.
 (2.24)
(2.24)
 (2.25)
(2.25)

Рис. 3. Некоторые конструктивные решения по реализации
непроворачиваемости гайки.
г) Критическая нагрузка, при которой винт теряет устойчивость
· для 
 (2.26)
(2.26)
где E – модуль упругости (принять  ).
).
· для 
 (2.27)
(2.27)
где  и b – поправочные коэффициенты (табл. 2.5).
и b – поправочные коэффициенты (табл. 2.5).
· для  проверка устойчивости не проводится.
проверка устойчивости не проводится.


Рис 4. Варианты конструкции опорной чашки
Таблица 2.5
Значение коэффициентов  и b
и b

| ||||
|
| ||||
| b | 1,2 | 1,4 | 1,6 | 1,8 |
Невыполнение условия  требует увеличение диаметра винта или выбора материала с более высокими механическими характеристиками.
требует увеличение диаметра винта или выбора материала с более высокими механическими характеристиками.
2.13 Размеры опорной чашечки домкрата
а) Внутренний диаметр опорной чашечки из условия износостойкости
 (2.28)
(2.28)
где d 0– посадочный диаметр, мм.
d 0= (0,6…0,7) d, мм (2.29)
б) Другие размеры опорной чашки (рис. 3 а).
2.14 Момент трения на опорной поверхности чашки
 (2.30)
(2.30)
где d 0; D 0 – внутренний и внешний диаметры опорной поверхности чашки соответственно, мм:
· для плоских опорных поверхностей (рис. 3 а - г);
· для сферических опорных поверхностей: d 0= 0.
 (2.31)
(2.31)
 (2.32)
(2.32)
 (2.33)
(2.33)
где R, R1,R2 – радиусы кривизны опорной сферических поверхностей, мм.
2.15 Проверка прочности винта
 , (2.34)
, (2.34)
где  – крутящий момент в опасном сечении винта,
– крутящий момент в опасном сечении винта,  ;
;
(для домкратов  ).
).
2.16 Размеры корпуса домкрата
а) Высота корпуса
 (2.35)
(2.35)
б) Внутренний диаметр корпуса у основания (при уклоне стенок 1:5)
 (2.36)
(2.36)
в) Наружный диаметр корпуса основания из расчета на удельное давления
 (2.37)
(2.37)
2.17 Длина рукоятки
 (2.38)
(2.38)
где  – усилие, развиваемое одним рабочим на рукоятке (
– усилие, развиваемое одним рабочим на рукоятке ( ).
).
2.18 Коэффициент полезного действия передачи
 (2.39)
(2.39)

Рис. 5. Профиль упорной резьбы
Практическая работа № 3 (2 часа)
Цель работы: изучить методику расчета реечных домкратов по заданным параметрам – грузоподъемности и высоте подъема.
3 Расчет реечного домкрата

Рис. 6. Схема речного домкрата
3.1 Выбор материала шестерни и рейки
Для изготовления колес и шестерен реечного домкрата принять сравнительно недорогую легированную сталь 40 с термообработкой и азоти

