




Под холодной штамповкой понимают штамповку без предварительного нагрева заготовки. Это наиболее прогрессивный и высокопроизводительный метод получения деталей из сталей, цветных металлов и их сплавов. Обеспечение высокой точности и чистоты поверхностей (класс шероховатости выше 7) дает возможность производить болты, винты, фасонные гайки, шарики, зубчатые колеса и т.д.
Основное преимущество холодной штамповки перед горячей – в возможности деформирования заготовок малой толщины (полоса) и поперечного сечения (пруток, проволока). Кроме того, производительность холодной штамповки в 2…3 раза выше, чем горячей, и в 10…15 раз выше по сравнению с обработкой резанием. Трудоемкость изготовления болтов на холодновысадочных автоматах в 200…400 раз меньше, чем на токарно-револьверных станках.
Операции холодной объемной штамповки подразделяют на разделительные и формообразующие. Разделительные – это отрезка, обрезка и др. Формообразующие – открытая и закрытая осадка, высадка, прямое и обратное выдавливание. Для массового производства наиболее широко применяют холодновысадочные автоматы с использованием в качестве заготовок проволоки и калиброванных прутков. Экономия металла при этом составляет 40…70 % по сравнению с полученными обработкой резанием на токарных станках. Коэффициент использования металла достигает 95%.
Вместе с тем образование наклепа в процессе холодного деформирования приводит к снижению пластичности и введению дополнительных операций, в частности отжига.
Холодная штамповка практически не применяется для получения крупных изделий. Масса деталей, штампуемых на автоматах, достигает 3,5 кг, а на прессах – 40 кг, диаметр поковок – до 200 мм.
Листовая штамповка.
Листовая штамповка – это метод получения изделий обработкой давлением, для которых исходными заготовками служат либо листовой материал, либо катаные и гнутые профили. Листовую штамповку осуществляют как в холодном, так и в подогретом состоянии.
Операции листовой штамповки классифицируют на разделительные и формообразующие. При выполнении разделительных операций деформирование заготовки происходит вплоть до разрушения. Разделительной резкой пользуются в тех случаях, когда нужно изготовить изделия с невысоким качеством поверхностей разделения. Например, заготовки для последующей обработки. Основные виды разделительных операций: отрезка, вырубка, пробивка.
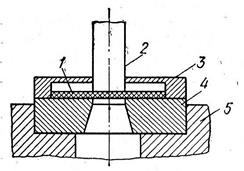
При вырубке в штампах (рис. 5.22) для уменьшения отходов и повышения выхода годных заготовок применяют шахматное или наклонное их расположение. Выход годных изделий при разделительных операциях составляет 70…80%.
|   
|
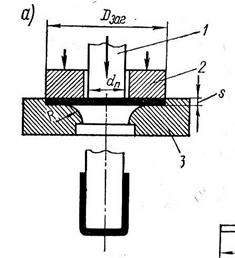
| Рис. 5.22. Схема штампа для вырубки: 1 – заготовка; 2 – пуансон; 3 – съемник; 4 – матрица; 5 – матрицедержатель (башмак) | Рис. 5.23. Штамп для вытяжки листового металла |
Из формообразующих операций наиболее широко применяют гибку и вытяжку. При гибке одну или несколько частей листовой заготовки изгибают относительно других.
Вытяжка – наиболее сложная операция холодной листовой штамповки, при которой плоская заготовка превращается в полое тело (колпачок). Операция выполняется в вытяжном штампе (рис. 5.23). Радиус закругления рабочей грани матрицы 3 обеспечивает плавность превращения круглой листовой заготовки в колпачок. При вытяжке изделий пуансоном 1 плоская часть заготовки (фланец) может свертываться с образованием складок. Для предотвращения этого явления применяют прижимы 2.
Разделительные операции осуществляют на механических ножницах или штампах, установленных на прессы. Формообразующие операции проводят на механических прессах с увеличенным ходом, а также на гидравлических прессах.

