




Ефективність виконання процесу газового зварювання визначається режимом зварювання (потужністю полум'я, швидкістю зварювання, діаметром присадного металу) і технологією зварювання, що включає розташування пальника та присадного металу відносно зварюваного металу, а також рух пальника і присадного металу.
Потужність полум'я (дм3/год) визначається кількістю горючого газу. що спалюється за одиницю часу. Встановлено, що необхідна для зварювання потужність полум'я VА приблизно пропорційна товщині зварюваного металу:
VA=kδ
де k - коефіцієнт пропорційності (дм3/(год∙мм), що дорівнює для низько вуглецевої сталі 100... 130; для чавуну та нержавіючої сталі - 75... 100; для алюмінію - 100... 150; для міді - 150...225; 5 - товщина металу, мм.
Середня швидкість переміщення полум'я V (м/год) відносно деталей, що зварюються, при ручному зварюванні на сталому режимі прогрівання та розплавлення металу також залежить від товщини:
V=Aδ
де А - коефіцієнт, що залежить від властивостей зварюваного металу, і, певною мірою, від товщини (для сталі середньої товщини А = 12... 15).
На рис. 9 показано орієнтовні кути нахилу вісі полум'я при зварюванні сталей.
Вплив полум'я на зварювані деталі та розподіл теплоти, яку вони отримують, залежить від кута нахилу а вісі пальника до з'єднуваної поверхні металу. Зварювання металів малої товщини виконується при малому значенні кута. При зварюванні великої товщини розташування пальника змінюють, направляючи полум'я більш вертикально
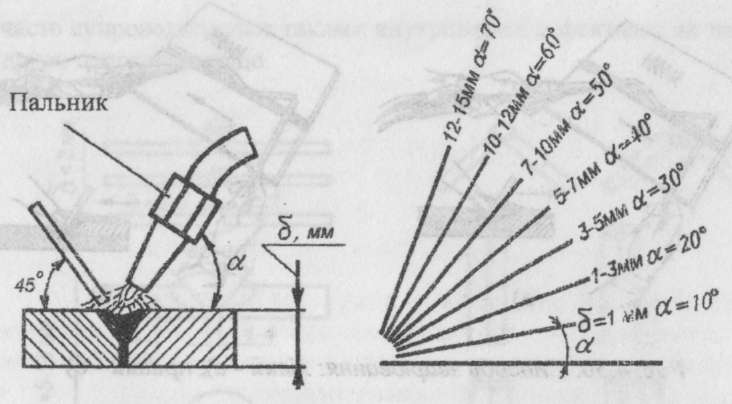 Рис. 9. Кути нахилу мундштука пальника
Рис. 9. Кути нахилу мундштука пальника
|
Важливим фактором, який впливає на ефективність газового зварювання, є вибір способу, зумовлений взаємним розташуванням полум'я та присадного металу відносно напрямку зварювання.
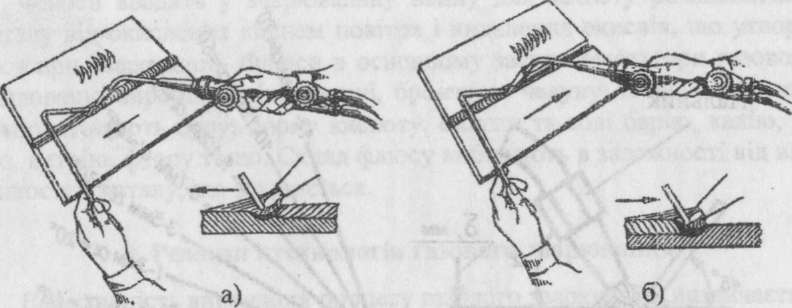
Існує два способи зварювання - лівий і правий (рис. 10).
При лівому способі (рис. 10, а) зварювання виконується справа наліво, зварювальне полум'я направляється на ще не зварені кромки металу, а присадний дріт переміщується попереду полум'я. Лівий спосіб найбільш розповсюджений і застосовується при зварюванні тонких і легкоплавких металів. При цьому способі зварювальник добре бачить зварний шов.
Потужність зварювального пальника при лівому способі зварювання для сталі вибирається в межах 100... 130 дм3/год ацетилену на 1 мм товщини δ зварюваного металу; діаметр d присадного дроту d=δ/2+1 мм.
| Рис. 10. Способи зварювання: лівий - а), правий - б) |
При правому способі (рис. 10, б) зварювання виконується зліва направо, зварювальне полум'я направляється на зварену ділянку шва, а присадний дріт переміщується слідом за пальником. Якість шва при правому способі вища, ніж при лівому, внаслідок кращого захисту зварювальної ванни й уповільненого охолодження металу шва. Правий спосіб доцільно застосовувати при зварюванні металів з великою теплопровідністю.
Потужність зварювального пальника для сталі при правому способі вибирається з розрахунку 120... 150 дм3/год ацетилену на 1 мм товщини зварюваного металу. Діаметр присадного дроту дорівнює приблизно половині товщини зварюваного металу (d = δ/2 мм).

