




Відхилення від перпендикулярності настановної поверхні цанги відносно осі пристосування А не більше Т1 на діаметрі d1.
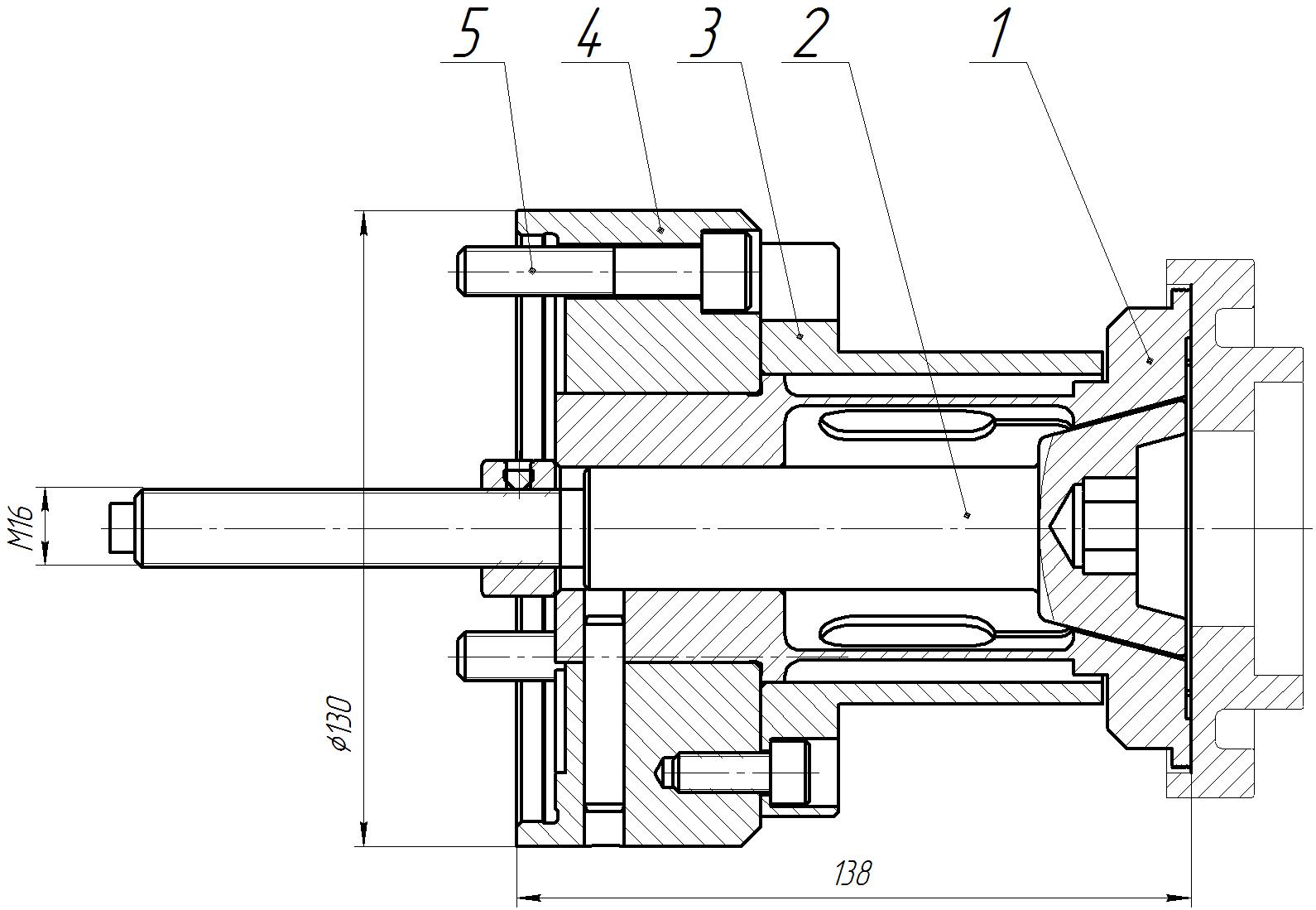
Рисунок 118 – Пристосування цангове
ТЕМА № 60 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ
ЗАГОТОВКИ ПЛОЩИНОЮ І ЗОВНІШНЬОЮ
ЦИЛІНДРИЧНОЮ ПОВЕРХНЕЮ
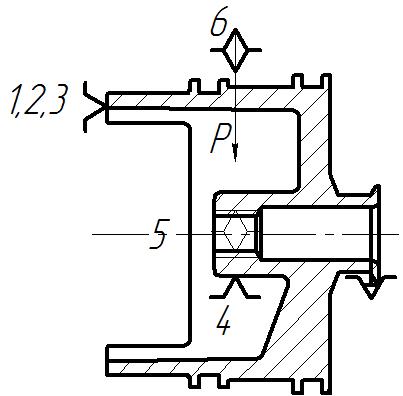 Пристосування застосовується при токарній обробці (рисунок 119) і призначене для базування заготовки торцевою поверхнею (настановна база, опорні точки 1, 2, 3), зовнішньою циліндричною поверхнею (подвійна опорна база; опорні точки 4, 5) і закріплення заготовки одночасно силами Р1,Р2, Р3, Р4, направленими по нормалі до настановної бази.
Пристосування застосовується при токарній обробці (рисунок 119) і призначене для базування заготовки торцевою поверхнею (настановна база, опорні точки 1, 2, 3), зовнішньою циліндричною поверхнею (подвійна опорна база; опорні точки 4, 5) і закріплення заготовки одночасно силами Р1,Р2, Р3, Р4, направленими по нормалі до настановної бази.
Рисунок 119 - Схема базування деталі
Пристосування (рисунок 120) складається з корпусу 1, цанги 2, яка з’єднана через втулку перехідну 3 з тягою гідроциліндру 4. Необхідно вкрутити цангу 2 таким чином, щоб у крайньому положенні перехідної втулки цанга висувалась лише на 1,5 мм відносно свого положення у стані "деталь затиснута".. Для настанови заготовки на корпусі 1 закріплено опорну втулку 5. Після фіксування положення цанги, до шпонкового пазу цанги вводиться спеціальний гвинт 6.
Пристосування працює наступним чином.
Деталь торцем сегментів притискають до площини опорної втулки 5, а циліндричну поверхню бобишки вставляють в цангу 2. Шток знаходиться в крайньому правому положенні, а після увімкнення гідроциліндру, (умовно не показано) шток починає рухатися ліворуч, передаючи поступальний рух на тягу 4 та цангу 2. За рахунок конічних поверхонь цанги 2 і стакану корпусу пристосування, пелюстки цанги сходяться і затискують заготовку. Відбувається обробка деталі. Після того як деталь обробилася її знімають в зворотній послідовності, потім встановлюється нова деталь і цикл обробки повторюється знову. Пристосування закріплюється на верстаті за допомогою фланця та кріпильних елементів 7
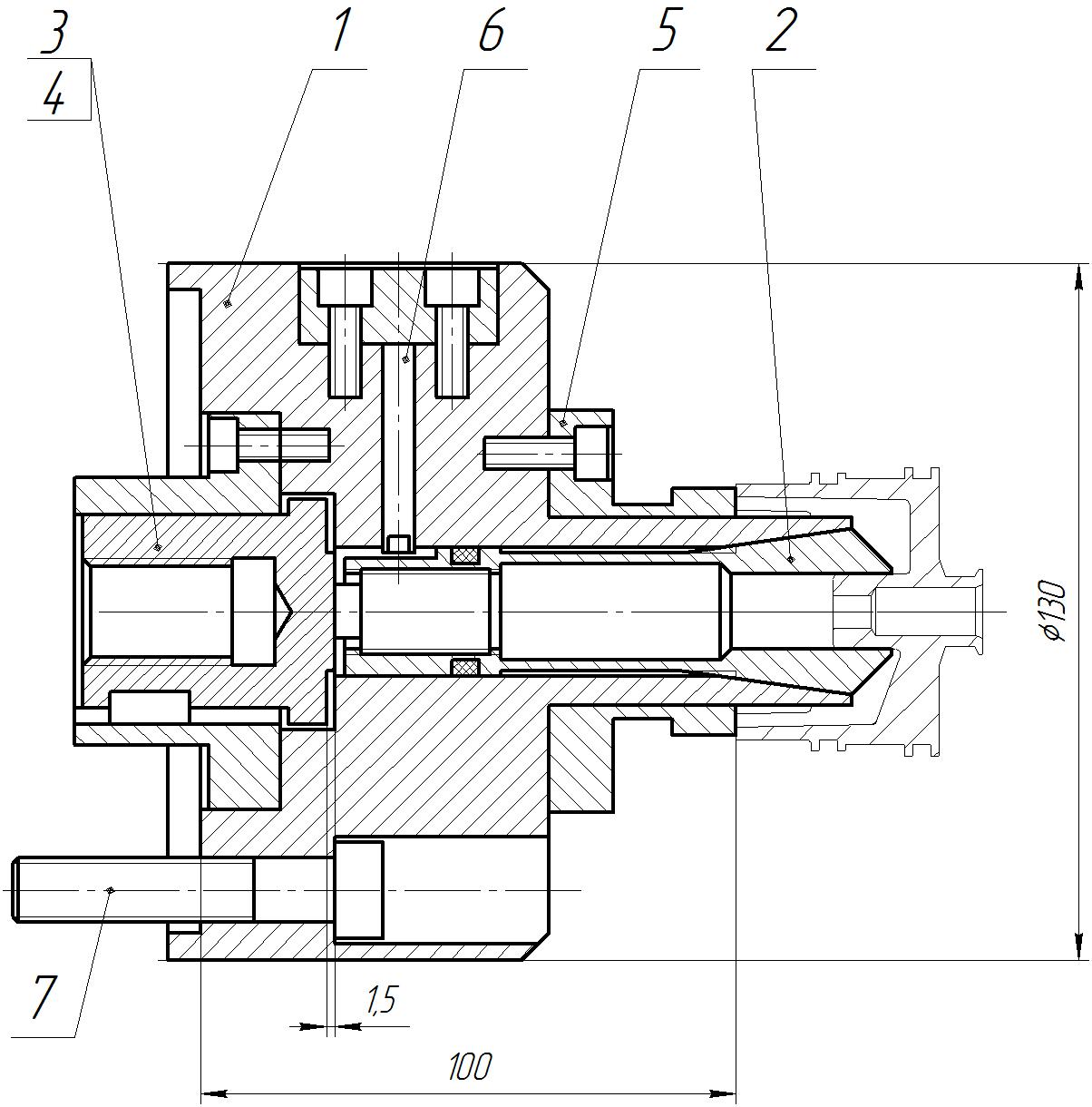
Рисунок 120 – Пристосування токарне цангове
ТЕМА № 61 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ
ЗАГОТОВКИ ПЛОЩИНОЮ І ЗОВНІШНЬОЮ
ЦИЛІНДРИЧНОЮ ПОВЕРХНЕЮ
Пристосування (кондуктор свердлильний) застосовується для свердління 4-х отворів в деталі «Корпус нижній» і призначене для базування (рисунок 121) заготовки настановною площиною (настановна база; опорні точки 1, 2, 3), подвійною направляючою зовнішньою циліндричною поверхнею уступа (направляюча база; опорні точки 4, 5) і для закріплення заготовки силою Р (опорна точка 6 реалізується після закріплення заготовки).
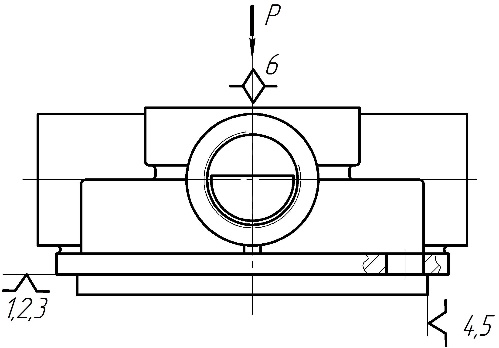
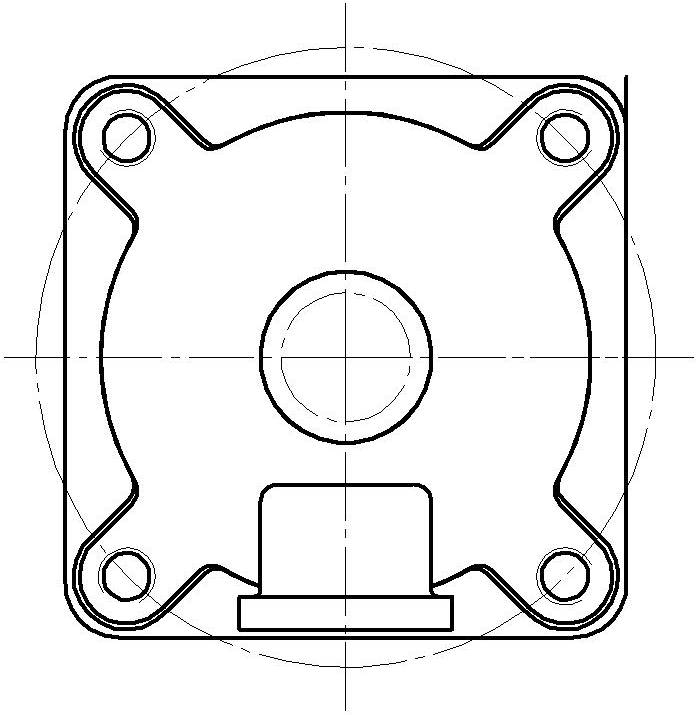
Рисунок 121 – Деталь «Корпус нижній»
Пристосування (кондуктор свердлильний, рисунок 122), складається з наступних основних елементів:
1 - корпус, 2 - направляюча колонка, 3 - плита кондукторна, 4 – втулка постійна, 5 – настановна плита, 6 – опора, 7 - пневмопривод
В кондуктор свердлильний деталь встановлюють направляючою площиною на плоскість, а уступом в отвір настановної плити 5. Від повороту деталь обмежена опорами 6. Включається пневмосистема затиску заготівки. Стисле повітря поступає у верхню порожнину пневмоприводу 7, тисне на поршень, в результаті цього розвивається сила, яка передає рух вниз штоку. На штоку закріплена кондукторна плиту 3, яка опускається по направляючих колонках 2 і затискає деталь.
Потім проводиться свердління деталі свердлом, яке направляється по кондукторним втулкам 4. Після завершення процесу обробки стисле повітря подається в нижню камеру пневмоприводу 7, шток підіймає плиту кондукторну 3, деталь знімається. Потім встановлюється наступна деталь і процес закріплення і обробки повторюється.
Швидке встановлення пристосування на верстаті забезпечується настановними шпонками, які заходять в спеціальні пази на столі верстата. А закріплення пристосування на столі верстата здійснюється за допомогою спеціальних болтів, які заходять в канавки на столі верстата і в провушини корпусу 1 пристосування.
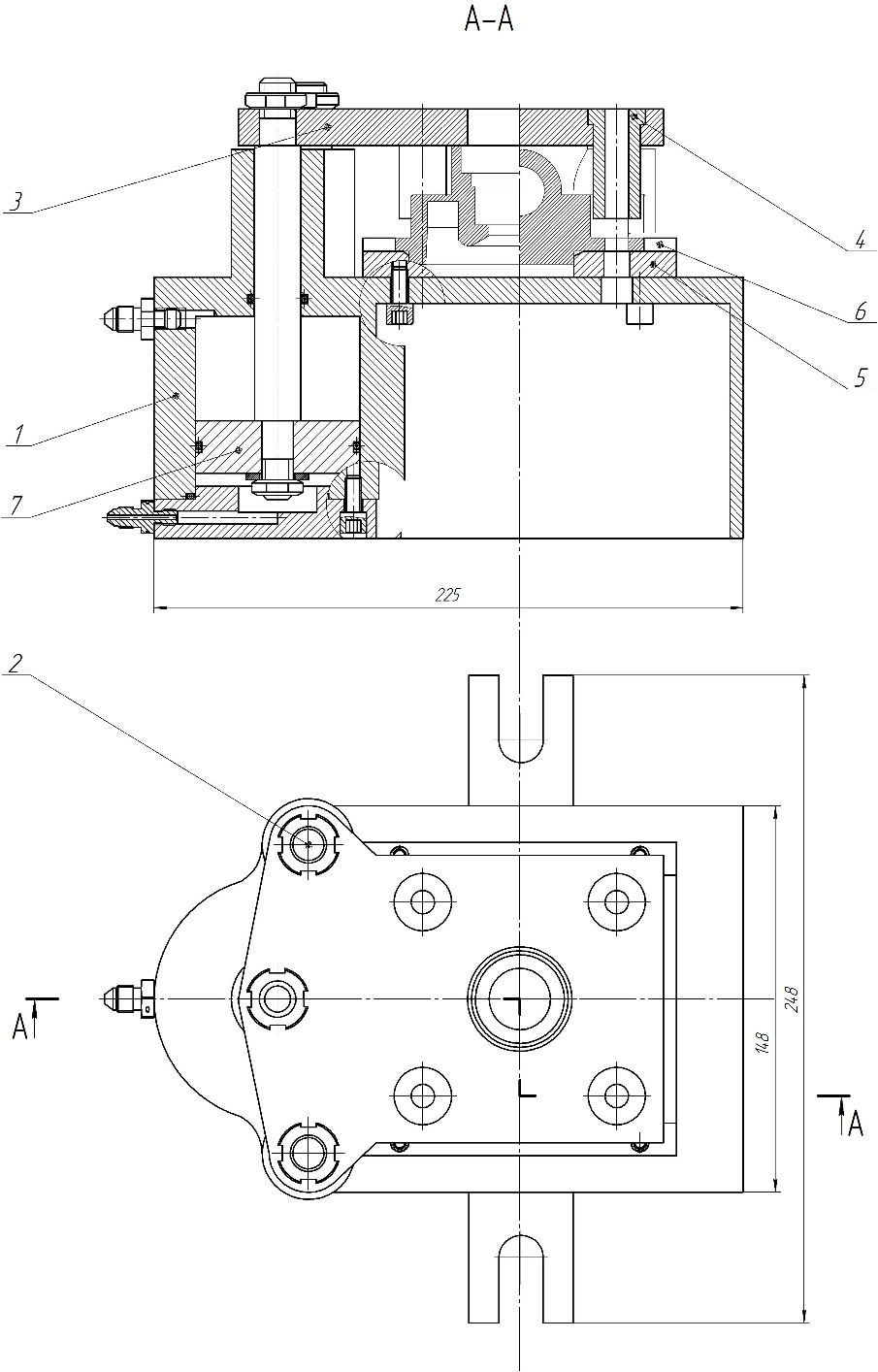
Рисунок 122 – Пристосування (кондуктор свердлильний)
ТЕМА № 62 ПРИСТОСУВАННЯ ДЛЯ БАЗУВАННЯ
ЗАГОТОВКИ ПЛОЩИНОЮ І ЗОВНІШНІМИ
ЦИЛІНДРИЧНИМИ ПОВЕРХНЯМИ
Пристосування пневматичне двомісне, яке застосовується для фрезерування бокових площин в шатуні і призначене для базування заготовки (рисунок 123) площиною (настановна база опорні точки 1, 2, 3 – основна базуюча настановна поверхня), опорною поверхнею (опорна база точка 4, 5 – основна базуюча направляюча поверхня), та для закріплення заготовки рівномірно розподіленою силою Р, яка спрямована паралельно настановній базі.
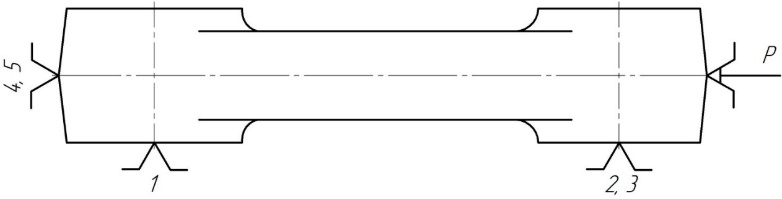
Рисунок 123 – Схема базування деталі шатун в пристосуванні
У пристосуванні (рисунок 124) встановлюються відразу 2 заготовки на настанови 2, направляються до призми 3. Включають розподільник 12 і подають повітря в ліву порожнину пневмоприводу 10, який вмонтовано в корпус пристосування. Поршень разом зі штоком рухається 11, тисне на важіль 4, який передає рух рейці 5, яка в свою чергу рухає кулачок 6 разом з опорами призматичними 7 за допомогою чого й здійснюється затиск заготовок.
Для плавності руху та збільшення сили затиску шток передає зусилля затиску на важіль 4 через ролики 8, 9. Розтиск заготовок відбувається в зворотному напрямку.
Швидке встановлення пристосування на верстаті забезпечується настановними шпонками 13, які заходять в спеціальні пази на столі верстата. А закріплення пристосування на столі верстата здійснюється за допомогою спеціальних болтів, які заходять в канавки на столі верстата і в провушини корпусу 1 пристосування.
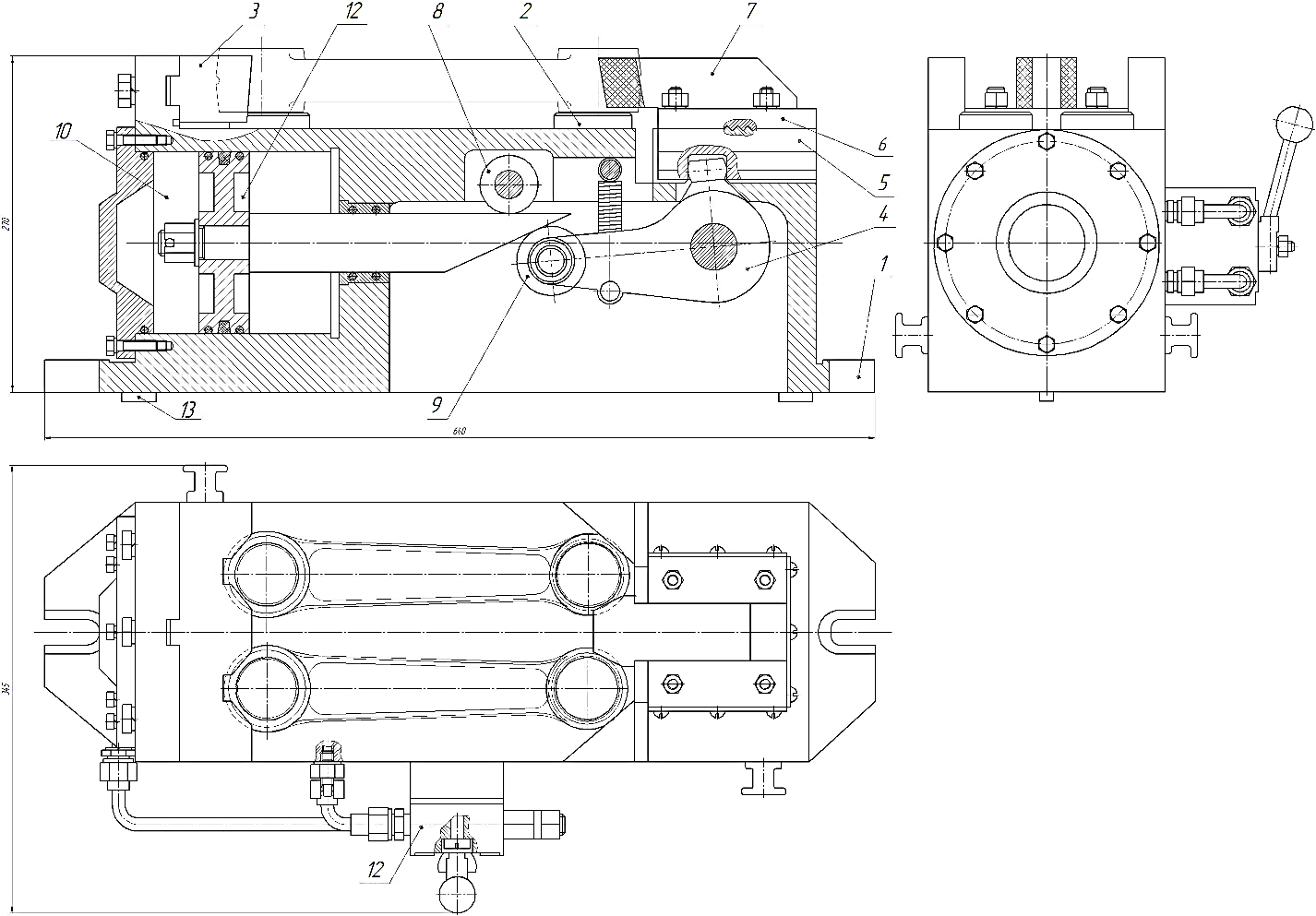
Рисунок 124 – Пристосування двомісне, яке застосовується
для фрезерування бокових площин в шатуні

