




Курсовая работа
«Оборудование машиностроительных производств»
Выполнил: ст. гр.620121с
А. О. Сысоев
Проверил: профессор кафедры АСС
О. С. Кашмин
Тула 2013
Введение
Металлорежущие станки наряду с прессами являются основным оборудованием машиностроительных заводов. В России станкостроение возникло еще в XVIII в. В начале XVIII в. русский механик Андрей Нартов впервые в мире изобрел токарный станок с самоходным суппортом. Этот станок и сейчас находится в музее «Эрмитаж» в Ленинграде. Большой вклад в отечественное станкостроение внесли русские самоучки Яков Батищев, который создал ряд сверлильных и других станков, Павел Захава, механик Тульского оружейного завода, построивший специальные сверлильные, опиловочные, отрезные станки для обработки ружейных стволов, Лев Собакин, Алексей Сурнин и т. д.
Несмотря на труды русских изобретателей, станкостроение в царской России развивалось слабо, и станки ввозились из-за границы. В 1914-1917 гг. парк металлорежущих станков составлял 90-100 тыс. единиц, станков отечественного производства было менее 20%.
Великая Октябрьская социалистическая революция создала все условия для индустриализации народного хозяйства. В соответствии с поставленными на XIV съезде ВКП (б) в 1925 г. задачами станкостроение в наикратчайшие сроки должно было превратиться в мощную техническую базу для дальнейшего развития народного хозяйства.
В 1933 г. был организован Экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС). Началась подготовка инженеров в Московском станкоинструментальном институте, МВТУ им. Н. Э. Баумана и в других институтах страны.
Вступили в строй такие крупные заводы, как Московский станкостроительный завод им. Серго Орджоникидзе, Московский завод «Станкоконструкция», Тбилисский станкостроительный завод имени Кирова, Киевский завод станков-автоматов и т. д.
Становление отечественного станкостроения как самостоятельной отрасли можно отнести к первой пятилетке. К началу второй мировой войны в стране фактически была создана станкостроительная промышленность: в 1941 г. работал 41 станкостроительный завод.
В годы Великой Отечественной войны советское станкостроение с честью выдержало тяжелый экзамен. Несмотря на огромные трудности, в 1945 г. было выпущено 38,4 тыс. станков. В послевоенный период основной задачей отечественного станкостроения стало увеличение производства и совершенствование структуры и технических параметров выпускаемой продукции. В строй вступил ряд новых станкостроительных заводов.
Высокими темпами парк станков пополнялся автоматами и полуавтоматами, высокопроизводительными специальными и агрегатными станками, автоматическими линиями и комплексами, станками для финишных операций, а затем и оборудованием с числовым программным управлением.
Начиная с 1959 г. станкостроительные заводы Советского Союза производят больше станков, чем любая другая страна в мире.
ЦК КПСС и Совет Министров СССР определили в качестве одного из главных направлений работы по ускорению научно-технического прогресса широкую автоматизацию технологических процессов на основе применения автоматизированных станков, машин и механизмов, унифицированных модулей оборудования, робототехнических комплексов и вычислительной техники. Все более увеличивается выпуск станков с числовым программным управлением, автоматов и полуавтоматов, специальных и специализированных станков, тяжелых и уникальных станков, прецизионного оборудования. Предусмотрено повышение производительности металлорежущих станков, повышение их надежности и точности.
Особое внимание уделено ускоренному развитию комплексов металлообрабатывающего оборудования, оснащенных промышленными роботами, выпуск последних резко увеличивается. Взят курс на создание гибких производственных систем, базирующихся на оборудовании роботизированных комплексов, транспортных и складских средств и вычислительной техники.
Общая часть
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
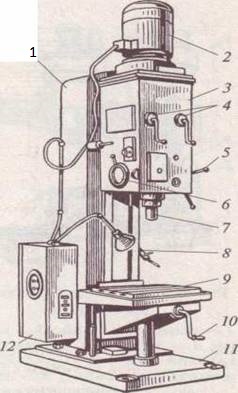
Рис. 1. Вертикально-сверлильный станок:
1 - колонна (станина); 2 - электродвигатель; 3 - сверлильная головка; 4 - рукоятки переключения коробок скоростей и подач; 5 - штурвал ручной подачи; 6 - лимб контроля глубины обработки; 7 - шпиндель; 8 - шланг для подачи СОЖ; 9 - стол; 10 - рукоятка подъема стола; 11 - фундаментная плита; 12 - шкаф электрооборудования.
На станине 1 станка размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и электродвигатель 2 Заготовку или приспособление устанавливают на столе 9 станка, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
Управление коробками скоростей и подач осуществляется рукоятками 4, ручная подача - штурвалом 5. Глубину обработки контролируют по лимбу 6. Противовес размещают в нише, электрооборудование вынесено в отдельный шкаф 12. Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок. Охлаждающая жидкость подается электронасосом по шлангу 8. Узлы сверлильной головки смазывают с помощью насоса, остальные узлы - вручную.
Сверлильная головка 3 представляет собой чугунную отливку, в которой смонтированы коробка скоростей, механизмы подачи и шпиндель. Коробка скоростей содержит двух и трехвенцовый блоки зубчатых колес, переключениями которых с помощью одной из рукояток 4 шпиндель получает различные угловые скорости. Частота вращения шпинделя, как правило, изменяется ступенчато, что обеспечивается коробкой скоростей и двухскоростным электродвигателем 2.
В отличие от вертикально-сверлильного, в радиально-сверлильном станке оси отверстия заготовки и шпинделя совмещают путем перемещения шпинделя относительно неподвижной заготовки в радиальном и круговом направлениях (в полярных координатах). По конструкции радиально-сверлильные станки подразделяют на станки общего назначения, переносные для обработки отверстий в заготовках больших размеров (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках и закрепляемые при обработке с помощью башмаков.
| Характеристика | 2Н125 | 2Н135 | 2Н150 |
| Максимальный диаметр сверления в стали 45, мм | |||
| Размеры конуса шпинделя по СТ СЭВ 147-75 | Морзе 3 | Морзе 4 | Морзе 5 |
| Расстояние оси шпинделя до направляющих колонны, мм | |||
| Максимальный ход шпинделя, мм | |||
| Расстояние от торца шпинделя, мм: до стола до плиты | 60-700 690-1060 | 30-750 700-1120 | 0-800 700-1250 |
| Максимальное перемещение сверлильной головки, мм | |||
| Движение шпинделя за один оборот штурвала, мм | 122, 46 | 122, 46 | 131, 68 |
| Размеры рабочей поверхности стола, мм | 400х450 | 450х500 | 500х560 |
| Максимальный ход стола, мм | |||
| Кол-во скоростей шпинделя | |||
| Кол-во подач | |||
| Пределы подач, мм/об | 0,1-1,6 | 0,1-1,6 | 0,05-2,24 |
| Мощность основного электродвигателя движения, кВт | 2,2 | 4,0 | 7,5 |
| Габаритные размеры станка, мм | 915х785х2350 | 1030х835х2535 | 1355х890х2930 |
| Масса, кг |
Кинематический расчёт проектируемого узла
Определение, показателя геометрического ряда чисел оборотов шпинделя
Показатель геометрического ряда чисел оборотов шпинделя подсчитывается по формуле:
Теперь по таблице 1 выбираем ближайшее значение  , оно будет
, оно будет
равно 1,41.
Таблица 1
|
| 1,06 | 1,12 | 1,26 | 1,41 | 1,58 | 1,78 |
Таким же образом из таблицы 2 в методических указаниях выбираем предпочтительные числа и ряды предпочтительных чисел в станкостроении по ГОСТ 8032-56.
Для 












Выбор структуры привода
Принятой кинематической схеме соответствует одна структурная формула показывающая, как разбито общее количество вариантов чисел оборотов между отдельными группами передач. По заданию число скоростей соответствует 12. В методическом указании написано, в случае выбора расположения групп передач при разработке кинематической схемы привода целесообразно выбрать с наибольшем количеством блок шестерен.
Например:
12=3*2*2; - предпочтительней выбрать этот вариант.
12=2*3*2;
12=2*2*3;
Теперь для этого варианта строим несколько структурных сеток:
3(1) 2(6) 2(3)
| ||
|  
| |
| 
| |
|
|
| |
| ||
| ||
| 
| |
| ||
 
| ||
| ||
3(2) 2(1) 2(6)

| ||

| ||

| ||
| 
| 
|
| ||
  
| 
| 
|

|  
| |

| ||
| ||
3(1) 2(3) 2(6)
| ||
| ||

| 
| |
|  
| |
|  
| |
| 
| |
| ||

| ||
После того как построили структурные сетки, их необходимо проанализировать. Практикой для коробок скоростей установлены следующие рекомендуемые значения передаточных отношений для любой группы передач:
При выполнении этих условий получаем следующее выражение для  :
:

где  - число интервалов на сетке между двумя крайними лучами последней умножающей группы.
- число интервалов на сетке между двумя крайними лучами последней умножающей группы.

Так как все три сетки равны 1,41, соответственно, можно разобрать конструкции коробок не со всеми стандартными значениями показателей, а только с 1,06; 1,12; 1,19; 1,26; 1,3; 1,41.

