




Укладка обмотки статора гидрогенератора
Факультет: ИЭиТС
Группа: 43216/1
Студент: Шапкин В.А.
Научный руководитель: Фиясь И.П.
Санкт-Петербург 2015 г.
Содержание
1. Введение……………………………………………………………………….2
2. Общие сведение об обмотке………………………………………………….3
3. Технология изготовление обмотки…………………………………………..6
4. Укладка стержневых обмоток в пазы статора гидрогенератора…………..9
5. Приложение………………………………………………………………….11
6. Список использованной литературы………………………………………12
Введение.
Стержневые обмотки применяются в статорах крупных машин, роторах асинхронных машин с фазным ротором, якорях машин постоянного тока.
Стержневые обмотки в крупных генераторах состоят из стержней, концы которых соединяются при помощи пайки с обеих сторон сердечника. Каждый стержень представляет собой полувиток. Он состоит из большого числа отдельных проводников. Для уменьшения потерь на вихревые токи проводники переплетаются по длине статора. Для удобства переплетения проводники располагают в пазу в два слоя по ширине паза, таким образом, каждый стержень состоит из двух полустержней в общей изоляции.
Общие сведения об обмотке.
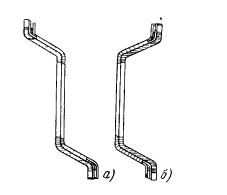

Рис.1 Формы стержня волновой (а) и Рис.2 Разрез пазовой части стержня.
петлевой (б) обмотки.
В зависимости от системы охлаждения стержни состоят из сплошных проводников или из сплошных, чередующихся с полыми. Большинство обмоток стержневого типа двухслойные с двумя стержнями в пазу. По форме стержни выполняются с выгибом лобовых частей в одну сторону (петлевая обмотка для турбогенератора) или в разные стороны (волновая обмотка для гидрогенератора) (рис. 1, а, б). Длина стержня крупного турбогенератора достигает 5000—6000 мм при массе до 140 кг, а гидрогенератора— 2000—3000 мм при массе свыше 70 кг.
На рис. 2 показан разрез пазовой части стержня турбогенератора с непосредственным водяным охлаждением. Он состоит из сплошных 1 и полых 2 проводников. Между рядами проводников проложена стеклянная таблетированная ткань 3, пропитанная эпоксидно-фенольным лаком. На переходах изоляция выполнена пластинками гибкого миканита 6. Места переходов проводников 8 заполнены замазкой для выравнивания стержня. До изолирования на проводники стержня наматывают впритык стеклянную ленту 7, пропитанную лаком ЭПП-58, которая служит полупроводящим покрытием. Все проводники стержня обмотаны в 1/2 на- хлеста в несколько слоев слюдинитовой или слюдопластовой лентой 4, а сверху — одним слоем стеклянной ленты 5 впритык. На готовый стержень накладывают полупроводящее покрытие из асболавсановой ленты впритык и покрывают полупроводящим лаком.
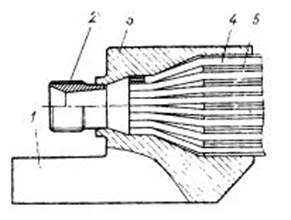
Рис. 3 Стержень с напаянным наконечником.
На концы стержней напаяны медные наконечники 3 (рис. 3), которые для сплошных проводников 5 являются токоведущими частями, а для полых проводников 4 одновременно служат для подвода воды, охлаждающей обмотку. Сплошные проводники обрезаны короче полых, и это позволяет собрать полые проводники близко к входному отверстию для воды, обеспечив возможность визуального контроля каждого проводника через отверстие штуцера 2. Штуцер 2 вварен в стенку наконечника для подвода воды.
Токоведущий палец 1 служит для соединения стержня с другими стержнями.
Процесс изготовления стержней из полых проводников более сложный и трудоемкий, чем процесс изготовления стержней из сплошных проводников. Рассмотрим его.
Технологический процесс изготовления стержней с полыми проводниками включает в себя следующие операции: испытание полых проводников, резка проводников в заданный размер, выгибка переходов, переплетение проводников, сборка стержня из двух полустержней, скрепление проводников в пазовой части (промазка лаками и выпечка), гибка лобовых частей, припайка наконечников, скрепление проводников в лобовой части (промазка лаками и выпечка), наложение корпусной изоляции, пропитка в компаундах или запечка в пресс-формах либо гидростатическое опрессование.
Укладка стержней производится в открытые пазы. При этом не допускаются даже незначительные выгибы стержней, и поэтому готовый стержень должен иметь законченную форму.
Стержневые обмотки фазных роторов крупных асинхронных двигателей изготавливают из шинной меди. Технологический процесс включает следующие операции: правка и резка шины, выгиб одной лобовой части, изолирование пазовой части, изолирование выгнутой лобовой части. Технологические процессы изготовления стержней для асинхронных двигателей и крупных машин совершенно не похожи.

