




РЕФЕРАТ
по Художественному материаловедению
наименование дисциплины
Чеканка
тема работы
Преподаватель __________ Свечникова Л.А.
подпись, дата инициалы, фамилия
Студент ____________ 261001.65 __________ Асатрян Ц.М.
номер группы номер зачетной книжки подпись, дата инициалы, фамилия
Красноярск 2012
СОДЕРЖАНИЕ
| Введение………………………………………………………………………. | |
| 1 Возникновение и основные понятия чеканки…………………………….. | |
| 2 Инструменты и приспособления…………………………………………... | |
| 3 Изготовление чеканов……………………………………………………… | |
| 4 Технологический процесс изготовления чеканки………………………... | |
| Заключение……………………………………………………………………. | |
| Список использованных источников………………………………………... |
ВВЕДЕНИЕ
Чеканка – обширный раздел художественной обработки металла. Она охватывает большое разнообразие изделий, различных по своему художественному принципу: от рельефных орнаментальных до горельефных и круглых фигурных композиций, от линейно - графических двухмерных решений, близких к гравировке, до объемно - скульптурных (трехмерных).
Чеканная техника применима и для выполнения простейших операций (набивка фактуры) и для тончайшей лепки человеческих лиц и фигур. В одних случаях чеканят из драгоценных металлов миниатюрные ювелирные изделия, в других – чеканкой обрабатывают многометровые монументальные фигуры из алюминия, меди и стали.
Возникновение и основные понятия чеканки
Чеканка – очень древний, развивающийся на протяжении многих веков способ. Чеканка была известна в Древнем Египте, античной Греции и Риме. С давних времен она известна в искусстве Ирана и Китая, Индии и Японии. Значительное развитие она получила в эпоху Возрождения в странах Западной Европы. Высокого совершенства чеканка достигла в до монгольской Руси и вновь расцвела в древнерусском искусстве XV – XVII вв. Дальнейшее развитие она получила в XVIII и XIX вв. и продолжает применяться и обогащаться новыми приемами в нашем современном декоративно-прикладном искусстве.

Рисунок 1 – Новгородские сосуды конца XI – начала XII в.
мастера Братило и Косто
Например, сохранились чеканные изделия новгородских чеканщиков XI – XII вв. культового характера (сосуды, оклады икон и др.), в которых своеобразно сочетаются черты русского и византийского искусства (рисунок 1). Это не только орнаментальные композиции, выполненные чеканкой из листа, но и чеканные литые фигуры. К этому же времени относятся образцы чеканного искусства Владимиро-Суздальской Руси. К началу XV в. (1412 г.) относятся работа мастера Лукиана (складень), выполненная в технике чеканки с чернью, а также работы тверских ювелиров, выполненные чеканкой по серебряному ажурному литью. Чеканка высокого рельефа из листового серебра производилась мастерами – греками в Москве, а чеканные ковши и чаши – в Новгороде. Особенно высокого и пышного расцвета достигла чеканка в XVI в.; в Ярославле она сочеталась с резьбой й гравировкой, в Нижнем Новгороде обогащалась литыми скульптурными деталями. Новгородские чеканщики стали применять чеканку с конфаренными фонами. Чеканились и дифовались кубки, чаши, ковши. Расцвет чеканного искусства продолжается и в XVII в. Появляются новые приемы и художественные особенности: со второй половины XVII в. и начала XVIII в. в Новгороде чеканщики применяют прорезной орнамент, в Костроме развивается плоская измельченная чеканка, чередующаяся с литьем и резьбой, в Ярославле чеканка достигает особой пышности – расцвечивается эмалью. В 1630 г. Московский чеканщик Гавриил Евдокимов выполнил трехмерную чеканную скульптуру царевича Димитрия в рост.
Виды чеканки. Художественная чеканка делится на два самостоятельных вида работ, имеющих качественные различия в технологиях производства:
- чеканка из листа;
- чеканка по литью, или оброну.
В первом случае из листовой заготовки средствами чеканки создают новое художественное произведение; во втором случае только выявляют и завершают художественную форму, ранее уже созданную скульптором и отлитую в металле (или вырезанную из металла техникой оброна).
Материал для чеканки. Сущность процесса чеканки заключается в обработке материала посредством специального стержня – чекана, который ставится вертикально и по верхнему концу которого накосят удары молотком. В результате удара нижний, рабочий конец (бой) оставляет отпечаток на материале. Постепенно перемещая чекан, и каждый раз ударяя по нему молотком, материалу придают желаемую форму, как бы лепят ее.
Для успешного процесса чеканки необходимо, чтобы обрабатываемый материал обладал определенной пластичностью и вязкостью, способностью изменять форму под действием силы. Наличие таких свойств характерно для большинства металлов и их сплавов (исключение составляют наиболее хрупкие из них, как, например, чугун).
Материалом для чеканки из листа служит листовой металл различной толщины, обладающий свойствами пластической деформации. Наиболее ходовыми считаются листы толщиной от 0,4 до 1 мм. Однако для крупных, монументальных произведений применяют и более толстые листы, например красную медь до 2 мм, а листовой алюминий даже до 3 мм. В современной практике чеканки из листа применяются следующие металлы и сплавы:
- Цветные металлы – красная медь и ее сплавы (латуни, томпак) – материалы, наиболее пригодные для чеканки декоративных изделий и скульптуры. Они обладают высокой пластичностью, чеканятся легко, допускают глубокую вытяжку – чеканку горельефов и круглой скульптуры, хорошо отжигаются и разнообразно отделываются. Никелевые сплавы (мельхиор, нейзильбер) в настоящее время применяются редко, но в прошлом (особенно в конце XIX в.) широко использовались для чеканки художественной посуды, имитирующей серебряную.
Листовой цинк обладает достаточной пластичностью, но требует специальных приемов. Листовой алюминий чеканится очень мягко и легко, допускает глубокую вытяжку, но требует особых предосторожностей при отжиге; дюраль – жесткий материал, чеканится трудно, но дает интересные имитации серебра;
- Черные металлы: мягкая, малоуглеродистая сталь, предварительно отожженная и протравленная – так называемый декапир (или дважды протравленная сталь до и после отжига – дважды декапир) – материал более трудный в чеканке по сравнению с медью, но очень красивый в отделке. Этот материал может быть рекомендован для чеканки крупных декоративных изделий, не требующих тонкой деталировки. Так же как и медь, он позволяет вытягивать высокий рельеф.
Для некоторых простых декоративных приемов чеканки (расходка, просечка) можно применять листовую кровельную сталь (кровельное железо). Нержавеющая (хромоникелевая) сталь – красивый, современный, очень эффектный материал, но чеканится трудно. Может применяться для крупных, экстерьерных декоративных изделий.
В прошлом для чеканки уникальных ювелирных изделий, дорогой посуды (ковшей, чаш, кубков), а также церковной утвари (оклады икон, богослужебных книг и т. п.) применялись драгоценные металлы – золото, серебро и их сплавы.
Инструменты и приспособления
Основными инструментами для чеканки являются чеканы. Они представляют собой специально откованные стальные стержни длиной 120 – 170 мм, восьмигранного (реже круглого) сечения, несколько утолщенные в своей средней части и утонченные к концам. Такая форма обеспечивает большую устойчивость чекана и отсутствие вибраций. Кроме того, она соответствует размерам и форме человеческой руки и удобна в работе.

Рисунок 2 – Чеканка, руками мастера
При работе чекан держат в левой руке тремя пальцами (рисунок 2), опираясь безымянным пальцем (мизинец остается свободным). Локоть должен быть на весу, это обеспечивает подвижность и маневренность руки. Чеканы держат не строго вертикально, а слегка наклоняют назад, чтобы его рабочая поверхность (бой) была косо приподнята и вследствие этого при ударе молотком постоянно двигалась вперед. В правой руке держат чеканный молоток, которым наносят ритмичные удары по чекану, продвигая его.
Для приобретения навыков чеканки нужна длительная тренировка. Необходимо, чтобы соответствующая сила и скорость ударов сочеталась с достижением желаемого моделирования. Можно выделить три этапа в освоении техники чеканки: расходка, создание рельефа и отделка (нанесение фактуры). Расходной достигается создание контурного рисунка на заготовке, который выполняется расходником. От гравировки расходка отличается тем, что ее углубленные линии гораздо нежнее, мягче, так как при этом не получается стружек, а металл вдавливается вглубь.
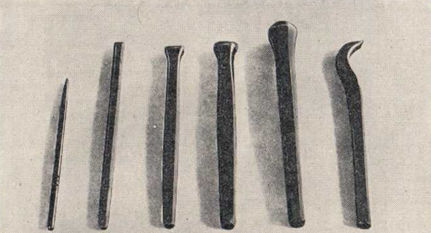
а б в г д е
Рисунок 3 – Чеканы:
а – канфарник; б – расходник; в, г – лощатник; д – пурошник; е – сапожок
Сначала очень трудно сделать гладкую равномерную линию без излишних углублений и заусениц; только благодаря многократным упражнениям появляется чувство координации ведения чекана и удара молотка; тогда можно считать, что решена большая техническая проблема в приобретении навыка чеканки. Этот первый навык особенно необходим при чеканке шрифтов или строгих орнаментальных линий. Напротив, при моделировании с лицевой или обратной стороны получается рельефное изображение благодаря обработке различными чеканами.
При невысоких (низких) рельефах и изображениях достаточно бывает отмоделировать их только с лицевой стороны. Если выпуклость рельефа должна быть более четкой и высокой, можно поднять рельеф с задней стороны. Чаще контур намечают с передней стороны (расходка) и потом моделируют сзади, так как при таком методе формы будут очень четкие.
Благодаря отделке и нанесению фактуры на моделированном орнаменте или другом рельефе достигается законченность работы.
Различают следующие группы чеканов (рисунок 3), имеющих различную форму боя в зависимости от их назначения.
Канфарники – чеканы с заостренным концом в форме тупой иглы; для мелких работ – более острые, для крупных работ – тупые. Канфарники служат для перевода рисунка с бумаги на металл, а также для отделки фонов точками («канфарнение»).
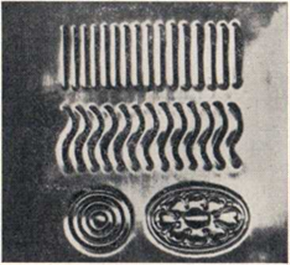
Рисунок 4 – Учебная работа, выполненная расходником
Расходники, или обводные чеканы, при помощи которых на металле воспроизводят контур рисунка, обводя его по точкам канфарника в виде более или менее четкой сплошной линии. Широкие (толстые) расходники дают более мягкую линию, острые – наоборот, более сухую, четкую. Расходники бывают прямые – для проведения прямых линий и полукруглые с различным радиусом закругления для обводки кривых линий. На рисунке 4 показана первая учебная работа, выполненная расходником, а на рисунке 5 – фрагмент композиции, выполненной расходником.

Рисунок 5 – Фрагмент, выполненный расходником
Лощатники (от «лощить») – наиболее обширная и разнообразная группа чеканов с более или менее плоским боем. Применяются для лощения, выравнивания плоскостей и ровных поверхностей. Лощатники бывают гладкие или шероховатые; след от них на металле получается гладкий как бы кованый или матовый, шероховатый, мягкий.
Пурошники (пурочники) – чеканы с круглой, сферической головкой. Служат для выколотки (подъема) полукруглых форм при чеканке с изнанки или для получения ямочной фактуры при работе с лицевой стороны.
Бобошники, или обжимные чеканы, – аналогичные чеканы, но с продолговатым, овальным, бобовидным боем.
Трубочки – чеканы, рабочие части которых имеют вогнутую, полушаровидную поверхность различных диаметров и глубины. На металле образуют выпуклый сферический отпечаток – как бы имитация зерна.
Рисунчатые чеканы – по форме напоминают лощатники, но дают рисунчатые отпечатки: решеточки, полосатость, ямчатость, штриховатость и т. п. Употребляются при отделке для придания соответствующих фактур, обработки фонов и т. п. На рисунке 6 показан фрагмент, отделанный рисунчатым чеканом.
Специальнце чеканы – применяются для узкоспециальных целей, например сапожок – для получения поднутрений на рельефе, или веревочка, – отпечаток которого, повторенный многократно, дает иллюзию витого шнура и др.

Рисунок 6 – Фрагмент, отделанный рисунчатым чеканом
Фигурные чеканы, или пуансоны, – на их рабочей части граверной техникой выполнены фрагменты орнамента (завитки, листы, цветы, розетки) или буквы и цифры. Древнерусские чеканщики применяли также пуансоны с изображением рук, глаз и т. п., что значительно облегчало и ускоряло чеканку лицевых, культовых изображений.
Сечки – чеканы, остро заточенные, подобно зубилам с плоским и полукруглым лезвием; применяются для просекания фона при ажурных работах из листа.
Перечисленные группы чеканов различаются также по размеру и толщине. Так, для мелких ювелирных работ употребляют чеканы, откованные из тонких стальных прутков сечением в 3 – 4 мм. Для обычных (средних) работ применяют чеканы толщиной (в средней части) до 6 – 8 мм, а при чеканке крупных, декоративных композиций с большими формами толщина чекана достигает 15 – 20 мм и более. Такие крупные чеканы при работе держат в кулаке (как зубило). Иногда для выколотки высоких больших форм применяют деревянные чеканы.
Изготовление чеканов
Обычно чеканы отковывают из стального прутка; при помощи напильников их опиливают и придают желаемую форму рабочей поверхности (бою). Материалом для изготовления чеканов может служить любая инструментальная сталь; наиболее употребительна сталь марок У7 и У8.
После изготовления чекана его рабочий конец (бой) закаливают и отпускают. Для этого чекан захватывают клещами и равномерно нагревают бой до ярко-красного каления (что соответствует 750 – 850 °С), после чего быстро опускают в воду для охлаждения. Эту операцию необходимо производить как можно быстрее, так как охлаждение должно произойти в течение 2 – 3 с. Закаленный чекан становится очень твердым и хрупким.
Для уменьшения хрупкости и устранения внутренних напряжений, вызванных закалкой, применяется отпуск. Отпуск смягчает действие закалки. Для этого закаленный конец чекана шлифуют шкуркой и снова нагревают до температуры от 200 до 300°С. Начиная с температуры 220°С на отшлифованном конце чекана образуются тонкие пленки окислов железа, придающие ему различные цвета – от светло-желтого (220°С) до синего (300°С), – это так называемые цвета побежалости. При чеканке твердых металлов чекан отпускают до желтого цвета, мягких металлов – до синего.
Твердость рабочего конца у чеканов после закалки и соответствующего отпуска колеблется от 7 до 12 (по Роквеллу) в зависимости от характера работы.
При чеканке объемных, полых изделий (сосудов, скульптур и т. п.) для выколотки отдельных участков формы изнутри применяются длинные изогнутые чеканы – так называемые «крюки» и «трещотки». Они представляют собой массивные стальные стержни, изогнутые под прямым углом. Рабочие концы крюков делаются то более плоские и округлые, то более узкие и острые, но все же притупленные, чтобы не прорывали металл. Такие же формы и у боевых концов «трещоток».
Кроме чеканов в работе чеканщика применяется молоток. Современная, специфическая форма чеканного молотка выработалась в процессе многовекового усовершенствования и отбора. С одной стороны он имеет плоскую поверхность (квадратную или круглую в очертании) – для нанесения удара по чекану, а с другой стороны шарообразный или полукруглый конец – для выколотки углублений в листовом металле. Особенностью чеканных молотков является также специальная форма их рукояток и насадка. Рукоятка слегка плоская, изогнута и утолщена к концу. Такая форма легко и удобно ложится в ладонь и не утомляет руку при многочасовой непрерывной работе. Подсобные материалы и приспособления, употребляемые при чеканке:
- Смола – для закрепления листового металла при его обработке. В ее состав входят: искусственные смолы (от перегонки нефти) или естественные (смолы хвойных пород – ели, сосны) с добавлением наполнителя. В качестве наполнителя используют мелкую сухую землю, старую горелую формовочную смесь, сухую охру, золу и другие вещества. Чем больше процент наполнителя, тем тверже становится смола. Для большей вязкости и мягкости смолы к ней иногда добавляют воск до 5 – 10 % общего объема, а для большей клейкости и прочности – канифоль.
- Мешки из прочной ткани (брезент), наполненные песком и зашитые, используются при выколотке рельефа, для ускорения работы. Но выколотка на мешках не дает точных контуров; она является только подготовительной операцией и обычно требует дополнительной обработки на смоле.
- Листовая резина и листовой свинец, используемые так же, как и мешки с песком, для обработки отдельных участков на чеканном листе преимущественно при мелких работах. Иногда вместо резины используют войлок.
- Стальные, чугунные и каменные плиты или деревянные доски – для выравнивания фонов и плоских чеканок.
- Приспособления для насмолки и отжига-паяльные лампы, кузнечные горны, специальные электронагревательные устройства для насмолки.
- Приспособления для очистки – ванны с травильными растворами и отбелом, крацевальные и шлифовочные станки, пескоструйные установки.
- Ящики (доски) и котелки для насмолки плоских и объемных чеканок.
- Тиски (стуловые) – для зажима крюков (трещоток) при работах по выколотке объемных форм изнутри.
- Приспособления для варки и наложения смолы. Для варки применяется котел с электрическим подогревом. Нагрев открытым пламенем не желателен, так как смола легко вспыхивает и горит, а горелая смола теряет свои пластические свойства и для ответственных работ непригодна. Для наложения на доски (ящики) и разравнивания смолы применяется специальный скребок.
- Слесарный инструмент: ножницы для резки металла, плоскогубцы - для подгибания углов и краев листа при насмолке, кузнечные клещи – для захвата чеканки при отжиге, напильники, надфили и рифлевки – для нанесения фактуры и опиловки краев ажура при просечных работах.

