




Для отримання|здобуття| високоякісних сталей| і сплавів все більш широке застосування|вживання| знаходять|находять| вакуумні способи плавки|плавлення|:
- ВІП – вакуумна індукційна плавка;
- ВДП – вакуумна дугова плавка;
- ЕЛП – електронно-променева плавка
та їх комбінації: ЕШП-ВДП, ВІП-ВДП та ін.
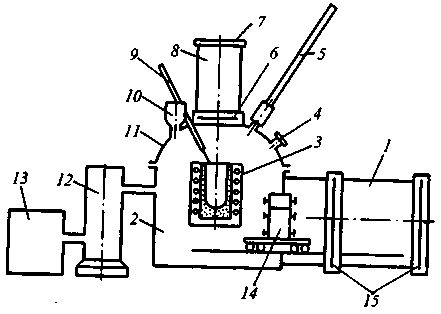
Схема вакумно-індукційної печі напівбезперервної дії приведена на рис. 2.56.
|
Рис. 2.56. Вакуумна індукційна піч напівбезперервної дії:
1 - камера виливниць; 2 - плавильна камера; 3 - індуктор з|із| тиглем; 4 – оглядове вікно|; 5 - термопара; 6 - затвор; 7 - кришка; 8 - шлюзова камера; 9 - ломик для осадження шихти; 10 - шлюзовий дозатор; 11 - знімна кришка; 12 - бустерні насоси; 13 - форвакуумні| насоси; 14 - виливниці; 15 – засувки
За конструктивним виконанням ВІП класифікують на:
- печі, в яких індуктор розміщений поза вакуумним простором, а тигель встановлений усередині кожуха (належать лабораторні ВІП місткістю до 5 кг);
- печі з індуктором, який розміщений у вакуумній камері, завдяки чому індуктор можна максимально наблизити до металу в тиглі, отже, значно підвищити електричний коефіцієнт корисної дії.
Вакумно-дугова піч за використанням ванни рідкого металу поділяють на печі для отримання зливків та на печі для плавлення в гарнісажі (ливарні).
Конструктивно розрізняють вакуумні дугові печі з електродом, що витрачається, і електродом, що не витрачається. Переважна більшість печей з електродом, що витрачається. Переплавка електроду, що витрачається, заснована на нагріві та плавленні у вакуумі металевої заготівки і одночасному твердінні металу у водоохолоджуваному кристалізаторі.
Вакуумна дугова піч для отримання зливків у водоохолоджуваному кристалізаторі представлена на рис. 2.57. Від джерела живлення струм подається до печі за допомогою шин і гнучких кабелів. Наплавлення зливка|зливка| (6) відбувається|походить| у водоохолоджуваному кристалізаторі (7) круглого або прямокутного перетину. Верхня частина кристалізатора (7) обладнана мідним фланцем, яким він кріпиться до камери печі. У верхній частині|частці| камери печі є|наявний| оглядове вікно для спостереження за процесом переплаву і вакуумне ущільнення, через яке в піч вводиться|запроваджує| шток з|із| електродотримачем (1)|. Зверху шток підвішений до механізму переміщення електрода (4). Іноді|інколи| механізм переміщення здійснює також і обертання електрода. Нижнім фланцем кристалізатор спирається|обпирається| на піддон (8), також водоохолоджуваний. Для стабілізації горіння дуги між заготівкою, що сплавляється, – електродом і ванною рідкого металу (5) і її перемішування інколи використовується соленоїд. Після виходу на робочий режим піч повинна працювати на автоматичному управлінні режимом плавки.
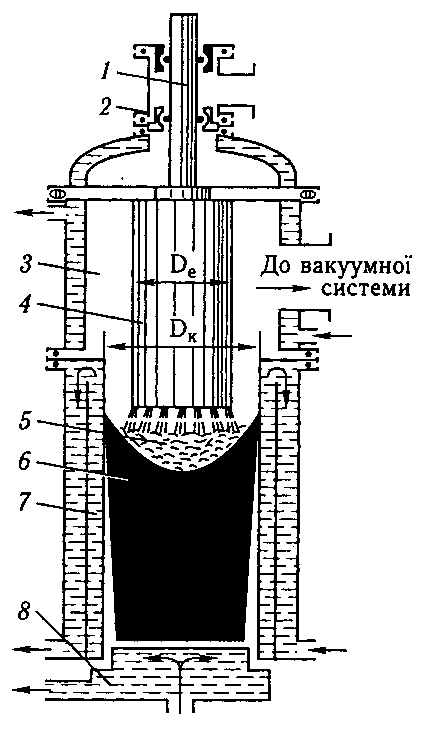
Рис. 2.57. Вакуумна дугова піч для отримання зливків у водоохолоджуваному кристалізаторі:
1 - струмопровідний шток з електродотримачем; 2 - вакуумний ущільнювач; 3 - робоча камера; 4 - електрод, що витрачається (катод); 5 - ванна рідкого металу; 6 - зливок; 7 - водоохолоджуваний кристалізатор; 8 - водоохолоджуваний піддон.
Електронно-променева плавка|плавлення| – найбільш ефективний метод вакуумного переплаву, що дозволяє отримувати|одержувати| особливо якісні сталі і сплави.
Схема електронно-променевої печі представлена на рис. 2.58.
Не дивлячись на достатню різноманітність конструкцій, електронно-променеві установки мають наступні вузли або системи: джерело живлення з електронною гарматою (гарматами), плавильну камеру, вакуумну систему, механізм переміщення заготівки, що сплавляється, кристалізатор, системи управління, блокування, стабілізації і автоматичного регулювання процесу плавки.
Блок електроживлення включає високовольтне джерело живлення постійного струму (1) і джерело напруження катода. Електронна гармата здійснює перетворення електричної енергії в кінетичну енергію потоку електронів – електронного променя. Гармата має катод, розігрітий до високої температури з метою отримання достатньо високої емісії електронів і анод. Між катодом і анодом прикладена висока напруга до 40 кВ. Електронний промінь прямує в зону плавки за допомогою магнітної системи (7). Плавильна камера (6) металева, водоохолоджувана, зварна з вуглецевої сталі, товщина стінок 10…15 мм, що забезпечує достатню жорсткість конструкції і надійний захист від рентгенівського випромінювання. Вакуумна система забезпечує безперервну дію при краплинному перенесенні металу і на поверхню розплаву металу (3) вакууму 10-3…10-5 мм.рт.ст.

|
Рис. 2.58. Електронно-променева піч:
1– джерело живлення; 2 – зливок; 3 – ванна розплаву|; 4 – кристалізатор|; 5 – електрод (заготівка, що переплавляється); 6 – герметизована камера печі; 7 – фокусувач.
Наплавлення зливка (2) проводиться в мідному водоохолоджуваному кристалізаторі (4). Залежно від конструкції кристалізатора в ЕЛП виплавляють зливки круглого, квадратного або прямокутного перетину. Деякі печі обладналися механізмом витягування зливка з кристалізатора. Електрод, що переплавляється, – заготівка переміщається в зону плавлення із заданою швидкістю за допомогою спеціального механізму.
Устрій індукційної печі
В індукційних печах метал нагрівається струмами, що створюються електромагнітною індукцією.
В Україні затверджений ряд індукційних тигельних печей наступної місткості: 0,06; 0,16; 0,4; 1,0; 2,5; 6; 10; 16; 25 т.
Конструкція індукційної плавильної печі (рис. 2.59) складається з наступних основних елементів:
- каркас печі з поворотним механізмом;
- бічні стійки;
- плавильний індуктор з вогнетривкою футерівкою.
Каркас складається із стійок, виготовлених з ізоляційних матеріалів, що скріпляють латунними куточками і болтами. До каркаса печі кріпляться стійки індуктора, нижня і верхня кераміка (рис. 2.59). При зливі металу нахил плавильного індуктора з вогнетривкою футерівкою здійснюється за допомогою тельфера. Індуктор виконується у вигляді багатовиткової спіралі з профільованої мідної трубки, по стінках трубки тече струм, а в порожнині трубки - вода, що охолоджує індуктор.

|
Рис. 2.59. Індукційна піч ємкістю 8 т:
1 - каркас; 2 - подова плита (азбоцементні плити); 3 - індуктор; 4 - ізоляційний шар; 5 - тигель; 6 - азбоцементна плита; 7 - зливний носок; 8 - комір; 9 - гнучкий струмопідвід.
Змінний струм високої частоти підводиться через вимикач до індуктора від генератора. У ланцюг паралельно з індуктором включено дві групи конденсаторів. Одна з них підключена постійно, інша підключається періодично, що дозволяє підключати ємкість, необхідну для створення резонансу у будь-який момент плавки.
Індукційний тигель печі (ІТП), яку інакше називають індукційною піччю без сердечника, є плавильний тигель, зазвичай циліндрової форми, виконаний з вогнетривкого матеріалу і поміщений в порожнину індуктора, підключеного до джерела змінного струму. Металева шихта завантажується в тигель, і, поглинаючи електромагнітну енергію, плавиться.
Футерівку безсердечникових| індукційних печей (рис. 2.60) виготовляють з|із| кислих та основних вогнетривких матеріалів. Умови роботи тигля індукційної печі дуже|дуже| важкі|тяжкі|, оскільки|тому що| товщина стінки тигля повинна бути мінімальною, щоб|аби| зменшити величину розсіювання магнітного потоку. Крім того, вона не повинна проводити електричний струм|тік|, мати хорошу|доброю| вогнетривкість, термічну стійкість і шлакостійкість, а також | достатньою механічну міцність.

Рис. 2.60. Футерівка 8 т. індукційної печі:
1- індуктор; 2-| тигель; 3 - вогнетривкий під; 4 - знімний склепіння|склепіння|; 5 - зливний носок.
Футерівка індукційних печей може бути виконана з кислих або основних матеріалів. Кисла футерівка виконується з кварциту, що містить не менше 95% SiO2. У вигляді сполучника використовується 1,5…2,5% борної кислоти та 2,0…4,0% водного розчину рідкого скла. Основну футерівку виготовляють з магнезитових, вапняних, доломітових та інших вогнетривких матеріалів. У якості сполучника використовується борна кислота і вогнетривка глина. Стійкість основної футерівки нижча, ніж кислої.

