




Анализ и классификация технологических переменных, управляющих воздействий, точек измерения, контроля и управления
Для дозирования сыпучих материалов используются различные конструкции объемных питателей. На рис. 2 представлена схема шнекового питателя объемного принципа действия.
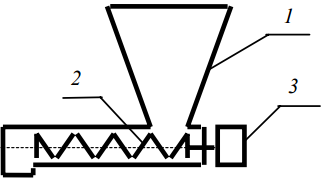
Рис. 2 – Шнековый питатель
Шнековые питатели изготавливаются во множестве вариантов и отличаются большой приспособляемостью к различным задачам дозировки. Производительность определяется диаметром и числом оборотов шнека, посредством шага шнека также можно влиять на производительность и точность дозирования. Комбинация этих параметров должна осуществляться с учетом характеристик текучести дозируемого материала, хотя с увеличением диаметра шнека точность дозировки падает.
Питатели с двумя шнеками и раздельными приводами могут сочетать высокую производительность с высокой точностью. Шнековые питатели пригодны, прежде всего, для неклейких, порошкообразных материалов. Для очень клейких продуктов разработаны специальные модели дозаторов и среди них такие, как спиральные шнеки или друг друга "пронизывающие", самоочищающиеся двойные шнеки. Улучшение степени наполнения шнеков при дозировании сводообразующих продуктов может достигаться посредством разрыхляющих валов в бункере. Для уплотнения воздухосодержащих загружаемых продуктов разработаны шнековые упаковщики. Для дозирования материалов, чувствительных к смятию и ломких, шнеки пригодны только в ограниченной степени
Управляющих воздействий на шнековый питатель осуществляется электроприводом (асинхронный двигатель).
Для измерения дозируемого вещества емкость установлена на весовую платформу.
Контроль и управление осуществляется контроллером, подающим управляющие сигналы на электропривод.
Составление перечня измеряемых технологических переменных и управляющих воздействий, определение требуемой точности измерения и управления, а также среды и условий работы измерительных и регулирующих устройств
Возмущающие воздействия:
Процесс дозирования непосредственно зависит от физико-механических свойств сыпучего материала, поэтому их особенности имеют решающее значение при выборе всего комплекса дозирующих устройств.
Физико-механические свойства многих сыпучих материалов под влиянием различных факторов (влажности, температуры окружающей среды, а также вследствие уплотнения) подвержены существенным изменениям.
Для правильного осуществления процесса дозирования необходимо знать характеристики и физико-механические свойства дозируемого материала.
Рассмотрим те физико-механические свойства дозируемого материала, которые влияют на процесс дозирования.
Гранулометрический состав сыпучего материала характеризуется количественным распределением составляющих частиц по крупности.
Гранулометрический состав материала в ряду характеристик, определяющих точность дозирования, занимает особое место. С увеличением неоднородности дозируемого материала возрастает значение мгновенного отклонения производительности питателей от среднего значения, увеличивается погрешность дозирования. Силы сцепления между частицами в значительной степени зависят от гранулометрического состава. Гранулометрическим составом определяются также некоторые параметры дозирующих устройств и особенно питающих и транспортирующих механизмов.
Насыпная плотность определяется как отношение массы сыпучего материала к занимаемому им объему. Насыпная плотность определенного сыпучего материала непостоянна. В зависимости от фракционного состава, формы частиц, степени заполнения пор влагой, уплотнения значения насыпной плотности одного и того же материала могут отклоняться на 200—250%.
Влажность определяют как отношение массы испарившейся воды (после просушивания) к массе всего материала (в весовых процентах).
Влажностью сыпучего материала определяется подвижность его частиц. Увеличение влажности, как правило, ухудшает характеристику истечения сыпучего материала. Сыпучий материал с повышенной влажностью обладает большими силами сцепления частиц, что способствует образованию комьев и статических сводов над отверстием воронки бункера. Истечение такого материала из отверстия емкости крайне затруднено. В некоторых случаях увеличение влаги (в определенном интервале) влечет за собой обратное явление.
Угол естественного откоса. При истечении сыпучего материала на горизонтальную плоскость образуется горка с некоторым углом откоса, соответствующим равновесию частиц. Угол между горизонтальной плоскостью и линией откоса называют углом естественного откоса. Он является наибольшим углом, который может быть образован плоскостью естественного откоса с горизонтальной плоскостью, и служит одним из основных показателей подвижности материала. Его величина определяется силами трения, которые зависят от формы, размера частиц и влажности. Увлажнение материала приводит к увеличению угла естественного откоса. В большинстве случаев угол естественного откоса сыпучих материалов не превышает 55—60°.
Наибольшая подвижность частиц сыпучего материала соответствует минимальному углу естественного откоса, по мере увеличения этого угла подвижность частиц уменьшается.
Угол естественного откоса необходимо учитывать при определении поперечного полезной емкости бункера.
Подвижность частиц принято оценивать величиной начального сопротивления сдвигу, которая характеризует связность сыпучего материала, определяя силу сцепления частиц.
Сопротивление сыпучего материала сдвигу по поверхности соприкосновения его со стенками бункера подчиняется примерно тем же закономерностям, что и внутреннее сопротивление сдвигу.
Коэффициент внешнего трения сыпучего материала о твердые поверхности. Коэффициент трения сыпучего материала соответствует тангенсу угла, образуемого прямой с осью абсцисс в состоянии покоя материала.
Предельный диаметр сводообразующего отверстия. Наибольшее отверстие, при котором наблюдается сводообразование, называется сводообразующим отверстием.
Чем больше диаметр сводообразующего отверстия, тем более связным оказывается материал. При хорошо сыпучих материалах на размер сводообазующего отверстия является гранулометрический состав.
Коэффициент уплотнения сыпучего материала. На величину объемной массы сыпучего материала существенного влияют особенности ее формирования, состояния поверхности частиц, условия движения и др. Условия формирования материала определяют начальный коэффициент уплотнения и могут менять его довольно значительно. На уплотнение сухих и влажных сыпучих материалов наибольшее влияние оказывают динамические нагрузки и вибрация, т.е. мелкие частицы начинают укладываются в поры между более крупными.
Управляющей координатой при процессе дозирования принимаем угловую скорость вращения шнека. Вариатором скорости, которого служит асинхронный двигатель, регулируя подачу дозатора, изменяя скорость вращения шнека.
Выходной (измеряемой величиной) координатой при процессе дозирования принимаем выходную массу дозируемого сыпучего материала, поступившего в емкость, установленную на весоизмерительной платформе.
Управление технологическим процессом дозирования материалов связано с обеспечением требуемой точности дозирования, погрешность одиночного дозирования не должна превышать 0,4% от 500 кг, то есть ±2 кг. Но эта же погрешность по новому ГОСТ 10223-97 на нижнем значении диапазона дозирования 5% от НПД (50 кг) составит 4%, поскольку в качестве погрешности дозирования используется отклонение действительного значения массы дозы относительно среднего значения.
Для контроля веса сыпучих материалов применяется весовой контроллер
Преимущества весовых контроллеров:
- Автоматическое управление не только дозированием, но и перемешиванием.
- Автоповтор циклов до полной выработки продукта
- Автозагрузка в весовой бункер до 4-х — 12-ти компонентов
- Встроенный отчет в памяти приборов
- Русскоязычный диалог со встроенной программой
- Гарантия до 4-х лет (ДОЗА-4нк, ДОЗА-12н, ДОЗА-4тк)
Дискретные дозаторы подают материала равными порциями через заданные промежутки времени. В данном случае, контролировать количество дозируемого материала можно регулируя количество порций в единицу времени или объемом самой порции. Этот тип дозаторов является менее точным, но обладает такими преимуществами как простота обслуживания, надежность при работе в тяжелых условиях.
Анализ взаимосвязи между технологическими переменными, определение основных требований к ведению процессов, формулирование критериев качества и целей управления

