




Контроль линейных размеров.
Для контроля линейных размеров применяют штангенциркули. Штангенциркули бывают разных видов, они отличаются пределами и точностью измерения. На рисунке 1 показан штангенциркуль ШЦ-1. Он состоит из штанги с неподвижными губками 1 и 2, по которой перемещается рамка 4 с подвижными губками 3 и 8 Рамку можно закреплять в нужном положении стопорным винтом. На штанге 5 нанесены деления, которые образуют миллиметровую шкалу. Цена ее деления—1 мм. Длина миллиметровой шкалы —150 мм.

Рис. 1. Штангенциркуль ШЦ-1
На подвижных губках нанесена вспомогательная шкала, называемая нониусом (рис. 2). Она разделена на 2 равных частей, а вся длина нониусной шкалы составляет 19 мм. Значит, длина каждой части равна 1,9 мм. Эта величина является ценой деления нониуса. Перед началом измерений штангенциркулем надо осмотреть его и проверить на точность. Для этого надо совместить губки инструмента. При этом нулевые риски обеих шкал должны совпасть.
Одновременно должен совместиться десятый штрих нониуса с девятнадцатым штрихом миллиметровой шкалы. Измеряя деталь, нельзя допускать перекоса губок штангенциркуля. Положение их обязательно фиксируется стопорным винтом.
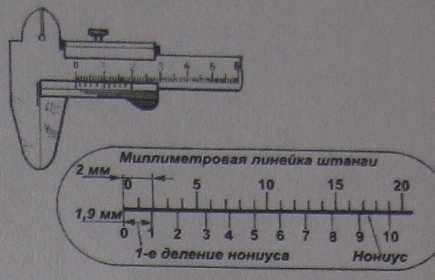
Рис. 2. Нониус
Маршрут разработки детали.
005 Заготовительная сгибание листового меттала.
Оборудование: Гибочная машина
010 Получение заготовки дуговой сваркой
Оборудование: Аппарат для дуговой сварки.
015 Удаление шлака со шва.
Оборудование: Горячая вода, стальные щетки
020 Вертикально-сверлильная. Сверление 2 отверстий 3 мм.
Оборудование: токарно-винторезный станок.
035 Вертикально-сверлильная. Сверление 2 отверстий 3 мм.
Оборудование: токарно-винторезный станок.
030 Вертикально-сверлильная. Сверление 1 отверстия диаметром 12 мм.
Оборудование: вертикально-сверлильный станок
035 Моечная. Мойка детали в горячем содовом растворе и сушка.
Оборудование: Ванны моечные, установки для сушки
040 Контрольная. Контроль окончательных размеров, шероховатости и физико-механических свойств поверхностного слоя.
Оборудование: Плита контрольная, средства и устройства для контроля и измерения.
Для изготовления данной детали я думаю можно использовать электродуговую сварку.
Принцип ее работы не практически не отличается от приципа работы газовой сварки - газ нагревается до температуры 7000 °С (30000 °С при газовой сварке) металл плавится, его можно резать, гнуть, соединять.
Заключение.
В ходе прохождения производственной практики был приобретен ряд ценных навыков, получен опыт работы над реальным заказом. Были изучены нормативные документы. Рассмотрены процессы производства деталей и сборки конечных изделий.
Список использованной литературы.
1. И.С. Добырнев. Курсовое проектирование по предмету «Технология машиностроения» 1985г., г.Москва «Машиностроение».
2.. Методическое руководство по выполнению организационно-экономической части дипломного проекта и курсового работы для условий серийного производства, 1988г., 66с.
3. Современные виды сварки. Учеб. пособие для нач. проф. образования. В. В. Овчинников, 2012 г., г. Москва «Академия».
4. Справочник технолога-машиностроителя т.1 1964г., г.Москва, «Машиностроение».
5. Т.В. Толченов. Техническое нормирование станочных и слесарно-сборочных работ.1966г., г.Москва, «Машиностроение»

