




для подготовки специалистов направлений: 151000 «Конструкторско-технологическое обеспечение машиностроительных производств»,
154000 «Технологические машины и оборудование»
Специальности: 151001 «Технология машиностроения»,
154001 «Проектирование технических и технологических комплексов»
Квалификация 65 «Дипломированный специалист»
Форма обучения заочная
Количество часов – 17
Тула. 2009 г.
СОДЕРЖАНИЕ
1. Общие сведения
1.1. Структура предприятий
1.2. Стадии проектирования
1.3. Выбор района и площадки для размещения предприятия
2. Понятие о генеральном плане
2.1. Схемы движения материалов, полуфабрикатов и изделий
3. Проектирование сборочных цехов в поточном производстве
3.1 Особенности проектирования сборочных цехов в поточном производстве.
3.2. Принципы организации механосборочных цехов
3.3. Режим работы предприятия и фонд времени работы оборудования и рабочего
3.4. Определение программы и такта выпуска
3.5 Синхронизация сборочных операций
3.6. Определение количества рабочих мест
3.7. Виды конвейеров и выбор конвейера
3.8.Выбор типа конвейера
3.9.Определение состава и численности работающих
3. 10. Компоновка сборочного отделения
3.11. Проектирование окрасочных отделений
3.12. Проектирование испытательных станций
3.13. Общая компоновка и планировка сборочных цехов
4. Проектирование механических цехов массового и крупно-серийного производства
4.2. Автоматические линии станков
4.3. Планировка оборудования автоматических линий
4.4. Определение количества оборудования в автоматических и поточных механизированных линиях
4.5. Определение количества работающих в цехе
4.6. Предварительное определение площади цеха
4.7. Выбор варианта расположения оборудования механического цеха поточно-массового производства
4.8. Планировка оборудования механических цехов поточного производства
5. Проектирование сборочных цехов серийного, мелкосерийного и единичного производства
5.1. Производственная программа цеха
5.2. Расчёт количества рабочих и рабочих мест сборочного цеха
5.3. Определение площадей сборочного цеха
5.4. Выбор и определение количества транспортных средств
5.5. Компоновка и планировка сборочного цеха
6. Проектирование механических цехов серийного, мелкосерийного и единичного производства
6.1. Производственная программа и методы проектирования цеха
6.2. Расчёт и компоновка площадей по отделениям механического цеха
серийного, мелкосерийного и единичного производств
6.3. Планировка оборудования механического цеха
6.4. Расчёт численности работающих цеха серийного,
мелкосерийного и единичного производств
6.5. Особенности компоновки и планировки
гибких производственных систем (ГПС)
7. Инструментальное хозяйство цеха
8. Ремонтная база цеха
9. Отделения по удалению и переработке стружки
10. Участки для приготовления СОЖ
11. Склады и кладовые. Контрольно-проверочные пункты
1. Общие сведения
1.1 Структура предприятий
В соответствие с определением производственного процесса как совокупности основных, вспомогательных и обслуживающих процессов цехи машиностроительного предприятия подразделяются на основные, вспомогательные и обслуживающие.
К основным цехам относятся:
1) заготовительные (литейные, кузнечные, прессовые),
2) обрабатывающие (механические, термические, листовой холодной штамповки, окрасочные),
3) сборочные.
К вспомогательным цехам относятся:
1) инструментальные,
2) ремонтно-механические,
3) экспериментальные.
К обслуживающим цехам относятся:
1) энергетические.
2) складские,
3) транспортные,
4) санитарно-технические.
Общезаводские устройства:
1) заводоуправление,
2) центральная заводская лаборатория (ЦЗЛ),
3) медпункты,
4) центральная измерительная лаборатория (ЦИЛ),
5) центральный инструментальный склад (ЦИС),
6) столовые,
7) охрана.
На структуру предприятия влияют:
1) конструктивные и технологические особенности выпускаемого изделия,
2) объём выпуска и номенклатура выпускаемых изделий,
3) уровень кооперирования и специализация предприятия.
В соответствие с этим различают 5 типов предприятий,
4 5
| Механосборочное предприятие со сборочным, | Сборочные предприятия | Предприятие полной структуры со сборочным, |
| механическим цехами и заготовками по кооперации | Предприятие для выпуска типовых деталей с механическим и | механическим и |
| Предприятие заготовок | заготовительным цехами | заготовительным цехами |
1 2 3
1-й тип предприятий: предприятия специализирующиеся на выпуске определённых заготовок (заводцентролит, завод штамповок);
2-й тип предприятий: предприятия, специализирующиеся на выпуске определённого типа деталей (завод шестерён, шпинделей);
3-й тип предприятий: предприятия с полной технологической структурой. На них производят изготовление изделий от получения заготовок до сборки деталей;
4-й тип предприятий: механосборочные заводы, на которых обрабатываются заготовки, получаемые по кооперации с заготовительных заводов, а также производится сборка всего изделия;
5-й тип предприятий: сборочные заводы.
1.2. Стадии проектирования
Проектирование предприятий обычно осуществляется в 2 стадии:
1) технический проект,
2) рабочие чертежи.
Иногда проектирование завода осуществляется в одну стадию. При этом разрабатывается технорабочий проект. Проектирование в одну стадию производится в тех случаях, когда имеются уже построенные подобные предприятия или типовые проекты предприятий, а также когда не требуется производить выбора площадки для строительства предприятия.
Проектирование в одну стадию позволяет сократить сроки ввода предприятия в строй на 1 - 2 года.
1-я стадия
Технический проект включает в себя разработку следующих разделов:
1) технико-экономическая часть,
2) генеральный план,
3) технологическая часть,
4) строительная часть,
5) организация строительства,
6) сметная документация.
Задание на строительство, а также задание по энергетической части разрабатываются в технологической части.
В технико-экономическую часть входят следующие вопросы:
1) обосновывается выбор площадки для строительства предприятия,
2) обосновывается программа выпуска и номенклатура выпускаемых изделий,
3) обосновывается выбор источника снабжения сырьём, основными и вспомогательными материалами, электроэнергией, водой и т.д.,
4) определяется потребность в основных и оборотных фондах,
5) подсчитывается себестоимость выпускаемой продукции и т.д.
Вторая часть (генеральный план) включает в себя следующее:
1) разрабатывается ситуационный план района размещения предприятия,
2) даётся совмещённый план с указанием существующих, вновь строящихся, реконструированных, подлежащих сносу зданий и сооружений с указанием вертикальных отметок всех объектов,
3) подсчитывается грузооборот предприятия и определяется потребное количество транспортных средств,
4) определяются технико-экономические показатели по этому разделу.
5) Технологическая часть включает в себя:
1) анализ чертежей изделия и технических условий на его изготовление,
2) определение такта выпуска, если это предприятия крупносерийного и массового производства.
3) разработка технологических и сравнение их с лучшими достижениями в стране и мире,
4) определение потребности в основном и вспомогательном оборудовании и рабочей силе,
5) разработка компоновки и планировки цехов,
6) составление задания по строительной и энергетической частям проекта,
7) определение потребности в сырье, основных и вспомогательных материалах, электроэнергии, воде, сжатом воздухе и т.д.,
8) разработка задания на проектирование устройств, связанных с охраной труда, промсанитарией и пожарной безопасностью.
Строительная часть включает в себя:
1) составление схемы зданий с указанием некоторых разрезов или фасадов (для нетиповых зданий),
2) приложение чертежей типовых зданий и их паспортов,
3) решение вопросов водоснабжения и канализации,
4) решение вопросов, связанных с очисткой сточных вод и выбрасываемых газов, разработкой задания на проектирование вентиляционных сооружений и т. д.
Сметная документация
В этой части определяется смета по каждому разделу технического проекта. После утверждения сметы на строительство предприятия открывается финансирование строительства.
2-я стадия – рабочие чертежи
На этой стадии осуществляют окончательную проработку всех вопросов проектирования предприятия:
1) составление подробного генерального плана предприятия с указанием вертикальных отметок всех объектов и сооружений,
2) разрабатываются чертежи нетиповых зданий и сооружений,
3) разрабатываются чертежи типовых зданий и сооружений с необходимыми дополнениями и изменениями,
4) разрабатываются задания на проектирование энергетических и силовых установок,
5) составляется сводная ведомость на материалы, полуфабрикаты и т.д.,
6) определяются технико-экономические показатели,
7) составляется пояснительная записка.
1.3. Выбор района и площадки для размещения предприятия
При этом учитывают следующие факторы:
1) наличие районной электростанции или близкорасположенной высоковольтной линии электропередач,
2) наличие водных ресурсов,
3) наличие людских ресурсов,
4) близость расположения рынков сбыта,
5) близость расположения источников снабжения предприятия металлом и топливом,
6) наличие местной или близкорасположенной базы стройиндустрии.
После выбора района размещения в нём определяется несколько площадок для строительства предприятия.
В техническом проекте обосновывается выбор площадки для строительства предприятия. При выборе площадки учитывают следующее:
1) размеры и формы площадки. Лучшей является прямоугольная форма. Здесь же необходимо учитывать возможность расширения площадки в будущем,
2) рельеф участка. Он должен иметь пологую форму с уклоном от 0,03 до 0,003,
3) качество грунта, его категорию и несущую способность,
4) уровень залегания грунтовых вод и их агрессивность по отношению к бетону,
5) расположение подъездных путей для железнодорожного и автомобильного транспорта,
6) близость расположения водных источников,
7) близость расположения районной электростанции,
8) наличие населённого пункта и близость от него,
9) санитарно-гигиеническое состояние площадки, наличие заболоченных мест, мест свалки и т.д.
После выбора площадки вычерчивается ситуационный план в географических координатах. Делается геологический разрез местности и указывается уровень залегания грунтовых вод и их агрессивность. Вместе с тем составляется график Составляется график максимальных и минимальных температур на местности по месяцам года. Для обеспечения естественной аэрации (проветривания) промышленных зданий и всей территории предприятия учитывается роза ветров, имеющая место в различное время года.
2. Понятие о генеральном плане
Под генеральным планом понимается план расположения всех промышленных зданий, сооружений и устройств (складских, транспортных, энергетических, инженерно- и санитарно-технических, зелённых насаждений и ограждений с изображением рельефа местности горизонталями и указанием вертикальных отметок всех изображённых объектов.
2.1. Схемы движения материалов, полуфабрикатов и изделий
Зная номенклатуру выпускаемых изделий и объёмы их выпуска, приступают к составлению схемы производственного процесса. В соответствие с этой схемой и будет происходить перемещение материалов, полуфабрикатов и изделий. Все схемы перемещения должны материалов должны подчиняться принципу прямоточности.
Различают следующие схемы движения:
1) при прямолинейной схеме движения материалов, полуфабрикатов и изделий, здания и сооружения располагаются в один, два и более ряда параллельно железнодорожным путям,

2) схема движения материалов, полуфабрикатов и изделий под прямым углом соответствует форме площадки в виде прямого угла,

3) схема кольцевого движения материалов, применяемая при форме площадки, близкой к квадрату,

Для обеспечения определённой протяжённости цехов здания и сооружения размещают по периметру площадки
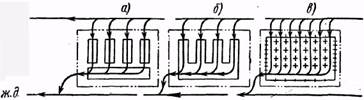
4) схема движения материалов, полуфабрикатов и изделий по форме простой вилки (незамкнутое кольцевое движение),

Различают 3 варианта движения по этой схеме: а) материал и готовая продукция поступают и выходят из здания с одной его стороны, б) материал поступает с одной стороны двумя потоками, готовая продукция выходит одним потоком, в) материал поступает одним потоком, а готовая продукция выходит одним потоком.. Данная схема движения и соответствующее ей расположение изданий цехов обеспечивает хорошую освещённость и хорошее проветривание цехов.
5) схема движения материалов, полуфабрикатов и изделий по форме сложной вилки.
При данной схеме поток изделий из обрабатывающих цехов, расположенных параллельно друг к другу, поступает в общий поток сборочного цеха, расположенного перпендикулярно к первым.
Заготовительные цехи располагаются перед обрабатывающими по тому же направлению. Данная схема применяется для крупных автомобильных заводов, а также при проектировании цехов кузнечнопрессового производства.
Поперечная схема движения материалов, полуфабрикатов и изделий применяется при небольшой ширине площадки и вытянутости её в длину.

1 — склады сырья; 2 — заготовительные цехи; 3 — обрабатывающие цехи; 4 — сборочные цехи; 6 — склад готовой продукции; ж. д. —железнодорожный путь
Обычно применяется комбинированная схема.
3. Проектирование сборочных цехов в поточном производстве
3.1. Особенности проектирования сборочных цехов в поточном производстве.
При поточной форме организации за каждым рабочим местом закреплена вполне определённая операция. Рабочие места или оборудование расположены по ходу технологического процесса. Детали или сборочные единицы по окончанию операции передаются на последующую обычно при помощи специальных транспортных средств.
Поточной сборкой считается сборка с количеством сборочных операций (СЕ) не менее 3-х.
К изделиям поточного изготовления предъявляются следующие требования:
1) они должны удовлетворять требованиям взаимозаменяемости,
2) не должно быть пригоночных работ,
3) изделие должно быть членимо на отдельные сборочные единицы (СЕ),
4) иметь стабильный выпуск по неизменным чертежам изделия в течение длительного периода.
5) Отгораживание сборочного конвейера от поточных линий механической обработки недопустимо. Также нельзя устраивать между ними склад готовых деталей поскольку тогда процесс разрывается как во времени, так и в пространстве.
Желательно, чтобы каждая деталь с последней операции своей механической обработки сразу поступала на требуемую операцию сборки изделия без пролёживания, т.е. с тактом сборки.
3.2. Принципы организации механосборочных цехов
Существует при основных принципа:
1) специализации по выпуску определённых сборочных единиц или изделий (цех шасси, цех двигателей, цех коробок скоростей и т.д.) в цехе, в котором изготавливаются её детали. При такой системе организуются механосборочные цехи по СЕ и отдельно цех главной (общей) сборки изделия,
2) технологический, когда в одном цехе имеет место как общая, так и сборка СЕ. В этом случае яснее видны недочёты работы механических цехов,
3) смешанный, когда организуется особый механосборочный цех, например, двигателей по первому принципу, а остальная сборка – по второму.
Состав сборочного цеха
В состав сборочного цеха входят производственные отделения и участки, вспомогательные службы, служебно-бытовые помещения
Состав сборочного цеха определяется рядом факторов: конструкцией изделия, техническими требованиями к ней, величиной годового выпуска и видом номенклатурой изделий. Чаще всего имеет место следующий состав производственных отделений и участков цеха:
1) сборка простых СЕ,
2) сборка и испытание сложных СЕ типа моторов, коробок скоростей, коробок передач и т.п.,
3) предварительная окраска,
4) главная общая сборка и окраска изделий с их испытанием, приёмкой, упаковкой и отправкой (экспедицией).
3.3. Режим работы предприятия и фонд времени работы оборудования и рабочего
Предприятие может работать в одну, две или три смены. Рабочая неделя может быть пятидневной или шестидневной при общей продолжительности работы в неделю 41 час.
Различают календарный, номинальный и действительный фонды времени. Календарный фонд времени равен 8790 ч (24 ч х 365 дн).
Номинальным годовым фондом времени называется количество рабочих часов в году в соответствии с принятым режимом работы без учёта потерь времени, связанные с отпусками, по болезням, рождением и кормлением детей и т.п.
Но в номинальном фонде времени не учитываются потери времени, связанные с ремонтом оборудования. В действительном фонде времени эти потери учтены. В частности, для 2-х сменной работы металлорежущих станков до 30-ой категории ремонтной сложности действительный фонд времени Фд = 4015 часам.
Для рабочих действительный годовой фонд времени работы зависит от продолжительности отпуска:
15-тидневный - 1860 ч., 18-тидневный - 1840 ч., 24-хдневный – 1820 ч.
3.4. Определение программы и такта выпуска
Параллельно с изучением чертежа изделия и технических условий его изготовления производится уточнение программы выпуска. Программа выпуска может быть определена для каждого изделия и сборочных единиц (СЕ) по формуле:
Пу = Пм · nм + Пз.ч. + Пк,
где Пм – программы выпуска изделий (машин) год,
nм – кол-во СЕ, устанавливаемых на одно изделие,
Пз.ч – программа выпуска запасных частей,
Пк – прогамма выпуска СЕ насторону другим предприятиям и фирмам.
Такт выпуска – промежуток времени между сходами изделия одного с поточной линии сборки.
Тк = 60Фд /Пу мин.,
где Фд - действительный фонд работы оборудования, ч.
При сборке однотипных изделий на одной и той же поточной линии и примерно одинаковой трудоёмкости на каждой из операций сборки такт выпуска определяется по формуле
Тк = 60Фд · Кп /(П1 + П2 + П3+ …) мин.,
где П1 + П2 + П3+ … - программы выпуска изделий, собираемых на данной линии сборки.,
Кп – коэффициент, учитывающий потери времени на переналадку линии при переходе к выпуску следующего изделия.
При сборке изделий, имеющих одинаковый состав операций, но отличающихся по трудоёмкости, существуют 2 варианта расчёта такта выпуска.
1-й вариант. Трудоёмкости изделий отличаются вследствие различия объёмов сборочных работ по всем или большинству операций. В этом случае количество рабочих мест сборки будет одинаковым для всех изделий, а такты выпуска будут разными. Полученные такты выпуска называют частными тактами.
Количество рабочих мест определяется по формуле
Ср = (tопА ·ПА + tопБ ·ПБ + tопВ ·ПВ + …)/60Фд =  ,
,
где tопА, tопБ, tопВ, …. – оперативное время сборки соответственно изделий А, Б, В, …..,
ПА, ПБ, ПВ, …. – программы выпуска изделий А, Б, В, …….
Частные такты определяются по формулам
ТкА = tопА/Ср; ТкА = tопБ/Ср; ТкВ = tопА/Ср; ….
2-й вариант. Трудоёмкости изделий отличаются вследствие различия объёмов сборочных работ по одной или нескольким операциям. В этом случае такт выпуска является одинаковым для всех изделий.
Тк = 60Фд/(ПА + ПБ + ПВ+ …), мин.
Количество рабочих мест для каждого изделия определяется по формулам
С рА = tопА/Тк; СрА = tопБ/Тк; СрВ = tопА/ Тк; ….
При выпуске мелких изделий (как по весу, так и по размерам) такт выпуска исчисляется в секундах.
Для улучшения организации работ в этом случае применяют не поштучную передачу изделий, а партиями по нескольку штук (партию обычно называют пачкой). При этом усредняется время сборки одного изделия, появляется возможность использования многоместных приспособлений, сокращается вспомогательной время.
При такой организации труда можно вести сборку нескольких модификаций изделия на одной поточной линии. Каждая модификация имеет свой частный такт. Но такт пачки является единым для всех собираемых изделий. Такт пачки можно определить как наименьшее общее кратное частных тактов. В тоже время такт пачки равен Тп = Птр i x Tк i – произведение размера транспортной пачки на частный такт
Пример определения такта пачки и объёма транспортной пачки.
| Изделие | Расчётная программа выпуска изделий. шт. | Оперативное время сборки, мин. | Количество рабочих мест на линии | Частный такт при поштучной транспортировке, мин. | Транспортирование пачкой | |
| Размер транспортной пачки, шт. | Такт выпуска пачки, мин | |||||
| А | 0,8 | 4,8 | ||||
| Б | 1,2 | 4,8 | ||||
| В | 1,6 | 4,8 | ||||
| Г | 0,6 | 4,8 | ||||
| Д | 0,8 | 4,8 |
При сборке изделия на непрерывно действующем конвейере оперативное время сборки равно такту выпуска.
При сборке изделия на пульсирующем конвейере Тк = tоп + tтр. .В проектных расчётах принимается tтр = 0,2 – 0,3 мин.
Общая продолжительность сборки определяется по формуле tобщ. = Тк х n, где n – число рабочих позиций на линии.
3.5. Синхронизация сборочных операций
Технолог, предварительно разрабатывая техпроцесс сборки, стремится так скомпоновать операции, чтобы продолжительность их выполнения была приблизительно одинаковой. Осуществив нормирование техпроцесса технолог может видеть насколько это ему удалось, построив график загрузки рабочих мест в виде, представленном на рисунок 1.

Рисунок 1. График загрузки рабочих мест после синхронизации операций
График в представленном виде показывает, что необходимо с целью повышения производительности выполнить синхронизацию операций. При синхронизации операций добиваются того, чтобы продолжительность каждой операции сборки была близкой к такту, равной или кратной ему.
Существуют следующие методы синхронизации операций.
1) дифференциация операций – техпроцесс делится на небольшие по содержанию операции, в результате чего добиваются синхронизации операций во времени;
Данный метод не следует применять для сложных СЕ, так как при этом значительно увеличивается протяжённость поточной линии сборки.
2) для сложных узлов рациональнее применять метод концентрации операций;
3) метод усовершенствования сборочных операций состоит в том, что продолжительность выполнения сборочных операций уменьшают за счёт сокращения основного и вспомогательного времени. Этого достигают на основе применения более совершенных средств механизации или автоматизации сборки и лучшей организации труда;
4) временное передвижение рабочих вдоль линии сборки с малозагруженных операций для помощи на соседние многозагруженные операции. Это позволяет усреднить время выполнения каждой операции, что автоматически приводит к синхронизации техпроцесса;
5) создание промежуточных складов перед лимитирующей (продолжительной) операцией сборки, а также выполнением части работ в 3-ю смену. Однако данный метод синхронизации чаще применяется для механических участков.
6) применение на лимитирующих операциях рабочих более высокой квалификации.
Нормативами допускается отклонение времени выполнения операций от времени такта выпуска в пределах от ±5% до ±15%.
3.6. Определение количества рабочих мест
Сборка комплекта деталей простых СЕ (комплектов) из-за их малой трудоёмкости осуществляется на верстаках. Конвейер применять не целесообразно. Поэтому расчёт количества рабочих мест производится не по такту выпуска, а по их трудоёмкости и фонду времени.
Ср.к = Тс.к. · Пк/60 · Фд · Кпл,
где · Тс.к – трудоёмкость сборки одной сборочной единицы (СЕ) комплекта), мин.,
Пк – годовая программа выпуска данных СЕ (в шт.),
Фд - действительный годовой фонд времени работы оборудования,
Кпл – коэффициент плотности работ, равный отношению количества рабочих-сборщиков к числу рабочих мест.
Расчётное количество мест округляется до целого. Затем определяется коэффициент загрузки каждого из рабочих мест. Те рабочие места, для которых он менее 50% (выполняемую на них операцию), объединяют с другими возможными для этого операциями, организуя при большой загрузке в ряде случаев 2-хстороннюю сборку.
Конвейерная сборка сложных СЕ применяется при количестве станций на конвейере от 8 до 50. В этом случае себестоимость сборки на 6 – 17% ниже, чем сборка на верстаках. Если количество операций от 3-х до 8-ми, то вопрос о целесообразности конвейерной сборке решается расчётным путём.
Предварительно количество рабочих мест Сур конвейера с периодическим движением определяют по трудоёмкости сборки Тсу ,мин. по формуле
Сру = Тсу/(Тк – tхх)·Кпл.у,
где tхх – время холостого обратного перемещения пульсирующего конвейера или возвращения рабочего на начало рабочего места (при непрерывном конвейере), мин.,
Кпл.у - средний коэффициент плотности работы на конвейере. Кпл.у = 1,2 – 1,4 для автомобильной промышленности.
Полученное расчётное Сру округляют до целого числа в большую сторону.
Общее количество рабочих мест Суп = Сру + Скон + (2 ÷ 3),
где Скон – количество контрольных станций на линии,
(2 ÷3) – запасные рабочие места.
При выполнении сборки на непрерывно движущемся конвейере необходимо определить скорость и тип конвейера. Расчетная скорость конвейера
 ,
,
где  — шаг конвейера, равный расстоянию между осями двух собираемых изделий.
— шаг конвейера, равный расстоянию между осями двух собираемых изделий.
Обычно  , где
, где  — габаритный размер собираемого изделия в направлении его перемещения;
— габаритный размер собираемого изделия в направлении его перемещения;  — расстояние между
— расстояние между
собираемыми изделиями, определяемое обычно удобством выполнения сборочных работ и применяемого сборочного оборудования, оснастки и других факторов.
Скорость непрерывно движущихся конвейеров обычно составляет 0,5—5,5 м/мин при общей сборке крупных изделий (автомобилей, тракторов) и 0,3—1,5 м/мин при сборке СЕ средних размеров, аппаратуры и приборов. В тех случаях, когда расчетная скорость vp оказывается выше указанных значений, необходимо организовать работу на двух и более параллельных конвейерах, увеличив соответственно такт сборки.
Если расчетная скорость оказывается ниже указанных нижних предельных значений, сборку целесообразно выполнять на периодически движущемся конвейере.
Содержание сборочных операций определяют в соответствии с выбранным тактом сборки, для того чтобы обеспечить равномерную загрузку рабочих мест (позиций) сборки.
При сборке на главном конвейере количество рабочих мест определяется по формуле
Срм = Тсм/(Тк – tхх)·Кпл.м + Скон + Сокр + (2 ÷ 3),
где Тсм – трудоёмкость сборки машины,
Кпл.м – коэффициент плотности работ при сборке машины,
Сонр – количество окрасочных станций на конвейере. Последнее учитывается в том случае, если окраска выполняется на конвейере сборки.
3.7. Виды конвейеров и выбор конвейера
Конвейеры подразделяются в зависимости от следующих признаков:
1) по расположению несущего органа в пространстве различают горизонтально- и вертикально-замкнутые конвейеры.
Горизонтально-замкнутые конвейеры применяются при значительном количестве операций сборки и могут обеспечить любую трассу следования объекта производства на производственной площадке любой формы.
Вертикально-замкнутый конвейер используется при небольшом числе операций и может обеспечить только прямолинейное перемещение объекта производства.
2) по функциональному назначению конвейеры подразделяются на рабочие и распределительные.
Распределительные конвейеры предназначаются только для передачи с позиции на позицию сборки. Они применяются в том случае, когда на некоторых операциях имеется несколько мест сборки.
Рабочие конвейеры используются не только для передачи изделий с позиции на позицию сборки, но и позволяют вести сборку непосредственно на конвейере.
3) по конструкции несущего органа конвейеры подразделяются на ленточные, пластинчатые, тележечные, шагающие, подвесные.
Ленточные конвейеры используются как распределительные при массе изделия до15 кг.
Ширина ленты конвейера может быть равной 200, 300, 400 и 600 мм. Данные конвейеры используются только как вертикально-замкнутые.
Пластинчатые конвейеры применяются как рабочие или распределительные для изделий массой до 40 кг. Это вертикально-замкнутые конвейеры.
Тележечные конвейеры применяются в качестве рабочих конвейеров. Они могут вертикально- или горизонтально-замкнутыми и обеспечивают при применении поворотных приспособлений сборку с 5 сторон.
Шагающий конвейер (рисунок 2) применяется в том случае, когда на конвейере необходимо производить не только сборку, но и отладку изделия по точности, жёсткости, виброустойчивости и другим показателям. Грузоподъёмность таких конвейеров очень большая. Допускается вести сборку станков массой до 5 - 6 тонн. Они работают только с жёстким ритмом.

Рисунок 2. Схема шагающего рамного конвейера для сборки станков
Станок опирается на опоры 1. Конвейер выполнен в виде рамы 2 из двутавровых балок. Длина этой рамы 47 м. Рама опирается на 44 гидравлических домкрата 3. Кроме того, к раме прикреплены две зубчатые рейки, сцепляющиеся с колесами, приводимыми во вращение электродвигателем мощностью 25 квт. Цикл работы конвейера состоит в том, что через определенные промежутки времени включается насос и масло под давлением 1,5 МПа подается в домкраты 3; последние приподнимают раму 2 на 15 мм, а включающийся в этот момент электродвигатель через передачу передвигает эту раму на 2,6 м. Вместе с рамой перемещаются и все собираемые станки. Далее домкраты опускаются, станки опираются на чугунные плиты, а опустившаяся рама автоматически включает обратный ход электродвигателя. Система возвращается в первоначальное положение. Весь цикл длится 30 сек.
Сборку на платформах с воздушной подушкой позволяет осуществлять её со свободным ритмом. Грузоподъёмность таких платформ составляет 2 – 3 тонны.
Подвесные конвейеры (рисунок 3) бывают 3-х типов: грузонесущие, грузотянущие и толкающие.

Рисунок 3. Схемы транспортных конвейеров:
а — подвесной грузонесущий; б — подвесной грузотянущий; в — толкающий с автоматическим адресованием груза; г — напольный грузотянущий
Грузонесущие конвейеры представляют собой монорельс, по которому движутся каретки с подвесками грузоподъёмностью 200, 400 и 800 кг, соединённые тяговой цепной передачей. Подвесные конвейеры обеспечивают любую трассу следования объекта производства.
Грузотянущие конвейеры обеспечивают более высокую грузоподъёмность. Они состоят из напольной тележки и толкающей ветви, на которой расположены грузозахватные упоры.
Толкающие конвейеры имеют 2 ветви монорельсов. На нижней расположены свободно перемещающиеся грузовые тележки с подвесками для собираемых грузов. Верхняя ветвь имеет специальные упоры для захвата подвесок и их перемещения в соответствующее место.
Достоинства подвесных конвейеров – не занимают площадь пола цеха, легко осуществить автоматизацию управления ими. Основной недостаток – трудоёмкость их загрузки.
4) по способу съёма изделий различают конвейеры с ручным и механизированным съёмом. Системы с ручным съёмом весьма утомительны для рабочего, так как требуют от него постоянного нервного напряжения. Поэтому системы с механизированным съёмом более предпочтительны.
5) По характеру движения несущего органа различают конвейеры пульсирующие и непрерывно движущиеся.
3.8. Выбор типа конвейера
Выбор типа конвейера определяют:
1) программа выпуска изделий.
2) необходимость поворота изделия в процессе сборки и на каких его позициях (станциях),
3) удобство осуществления сборки при повёртывании изделия вокруг одной из осей (горизонтальной или верти5альной) или одновременно вокруг обеих осей одновременно,
4) наличие 2-хсторонней сборки на всех или некоторых позициях,
При сборке простых СЕ применяют конвейерную сборку, если количество операций свыше 8. При меньшем количестве операций сборку осуществляют либо на прямолинейном вертикально-замкнутом конвейере, либо на поворотном столе, либо на верстаках. Тип конвейера при этом определяется расчётом технико-экономических показателей.
Сборка сложных узлов осуществляется на конвейере. При этом более предпочтительны горизонтально-замкнутые конвейеры, которые позволяют использовать «мёртвое» пространство около колон здания.
Главную сборку следует осуществлять на шагающих конвейерах, если испытания проводятся непосредственно на конвейере.
3.9. Определение состава и численности работающих
Количество рабочих-сборщиков для стационарной сборки простых сборочных единиц  на верстаках определяется в зависимости от трудоемкости сборки комплектов
на верстаках определяется в зависимости от трудоемкости сборки комплектов  в минутах, программы сборки
в минутах, программы сборки  и действительного фонда времени рабочего
и действительного фонда времени рабочего  в часах:
в часах:
Если результат расчета по этой формуле получается дробным, то его округляют до-целых чисел. Общее количество рабочих-сборщиков по всем простым сборочным единицам
где  — количество наименований собираемых сборочных единиц.
— количество наименований собираемых сборочных единиц.
Количество рабочих-сборщиков  на каждой станции конвейера для сборки сложной сборочной единицы в две смены можно определить через такт выпуска:
на каждой станции конвейера для сборки сложной сборочной единицы в две смены можно определить через такт выпуска:

где  — время на выполнение сборки на данной операции в мин;
— время на выполнение сборки на данной операции в мин;
n см— количество смен работы на конвейере,
Тку – такт сборки сборочных единиц (СЕ) в мин,
t кх – время холостого (обратного) пути рабочих к месту начала выполнения закреплённых за ними операций в мин.
Общее количество рабочих на конвейере  в две смены равно сумме количеств рабочих по станциям конвейера:
в две смены равно сумме количеств рабочих по станциям конвейера:

Аналогично определяется количество рабочих-сборщиков на главном конвейере. Принятое количество рабочих получается после округления дробного числа. Если количество рабочих для той или иной станции получается значительно больше единицы, но меньше двух, то в таком случае следует или соответствующую операцию разбить на две, или поставить двоих рабочих на ее выполнение. Окончательное количество рабочих устанавливается после выполнения синхронизации и разработки планировки рабочих мест на конвейерах и верстаках.
Для автоматических сборочных линий нормы обслуживания позиций одним наладчиком установлены в зависимости от сложности применяемого оборудования и составляют 6—12 позиций. Меньшие значения принимают для линий, состоящих из полуавтоматов с применением промышленных роботов, большие — для линий с применением механизированного сборочного инструмента.
Количество вспомогательных рабочих в сборочных отделениях и цехах массового и крупносерийного производства на стадии разработки технического проекта определяется по действующим нормативам по профессиям. В итоге примерное соотношение вспомогательных рабочих к производственным обычно принимается равным: для массового производства — 15—25%; для крупносерийного— 25—30%.
Инженерно-технические работники (ИТР), служащие и младший обслуживающий персонал (МОП) примерно могут быть определены в следующих соотношениях % к общему количеству рабочих: ИТР — 7—8%, служащие — 3—5%, МОП — 2—3%.
Ведомости работающих составляются по отделениям сборочного цеха. В ведомостях указываются: а) производственные рабочие; профессии; средние разряды рабочих; общее количество рабочих по отделению; количество рабочих в каждой смене; фонд заработной платы; б) вспомогательные рабочие по тем же разделам.
В окончательном виде ведомости рабочих составляют уже после составления планировки оборудования цеха, так как при разработке планировки уточняются расположение рабочих мест и их количество. При этом составляется также окончательная ведомость ИТР, служащих и МОП с указанием должностей, их количества и окладов. Таким образом, в итоге может быть подсчитан фонд заработной платы по всему сборочному цеху, что необходимо для определения себестоимости изделий.
Следующим этапом проектирования является компоновка сборочного цеха по отделениям. Поскольку мы до сих пор рассматривали сборочное отделение, то перейдем к его компоновке.
3.10. Компоновка сборочного отделения
Для поточного производства характерны следующие принципы: специализация, прямоточность, непрерывность, параллельность, ритмичность. Все участки, входящие в отделение, должны располагаться в соответствие с ходом технологического процесса. Встречные и челночные движения объектов не допускаются.
Сборочные пролёты обычно располагают перпендикулярно механическим пролётам.
Состав сборочного отделения цеха:
1) механизированный участок для хранения деталей перед сборкой и подбор их в комплекты для сборки в соответствие с дневным или сменным заданием;
2) участок сборки простых сборочных единиц;
3) участок сборки сложных сборочных единиц;
4) участок испытаний;
5) участок окраски.
Схема компоновки сборочного отделения отражает принципиальную последовательность технологического процесса сборки и движения СЕ машин в процессе сборки.
Участки сборки простых СЕ (комплектов) располагают ближе к месту конвейерной сборки сложных СЕ и недалеко от кладовой готовых деталей. Простые СЕ собирают чаще всего на верстаках. Определим площади всех участков, входящих в отделение.
Количество верстаков равно:
 ,
,
где Нк = количество рабочих мест для сборки простой СЕ на верстаках,
n в — количество рабочих мест на верстаке.
Укрупнённо площадь для сборки простых сборочных единиц

где  — коэффициент, определяющий общую площадь рабочего места при работе на верстаке, с учетом зоны обслуживания;
— коэффициент, определяющий общую площадь рабочего места при работе на верстаке, с учетом зоны обслуживания;
 — площадь верстака в м3. При дальнейшем выполнении проектных работ площадь уточняется по планировке участка.
— площадь верстака в м3. При дальнейшем выполнении проектных работ площадь уточняется по планировке участка.
Сборка сложных сборочных единиц требует выполнения работ главным образом с применением конвейеров. Это и определяет основные условия организации соответствующих участков. Площадь, занимаемая сборкой на конвейерах, определяется длиной конвейера  и шириной
и шириной  , занимаемой конвейером с расположенными на нем сборочными единицами
, занимаемой конвейером с расположенными на нем сборочными единицами  с учетом полосы
с учетом полосы  , необходимой для работы и движения рабочих. Если работа ведется с двух сторон, то соответственно предусматриваются и особые зоны обслуживания конвейера с обеих его сторон. Следовательно, размер по ширине
, необходимой для работы и движения рабочих. Если работа ведется с двух сторон, то соответственно предусматриваются и особые зоны обслуживания конвейера с обеих его сторон. Следовательно, размер по ширине

Площадь под сборку с учетом проходов будет

где  — площадь проходов в м2.
— площадь проходов в м2.
Сложные сборочные единицы требуют обкатки и испытания, поэтому в конце конвейеров следует предусматривать особую площадь для участков испытаний по количеству необходимых для этого стендов. Количество стендов определяется в зависимости от продолжительности испытаний tиy в минутах:
3.11. Проектирование окрасочных отделений
В поточном производстве процессы окраски, как правило, рассредоточиваются по отдельным участкам, отделениям и цехам и располагаются по ходу технологического процесса сборки изделий и неразрывно связаны с ним. Рассматриваемые примеры взяты из практики поточного производства станков и частично из тракторостроения.
В тракторостроении для окраски изделий применяют обычно масляные краски, которые не являются быстросохнущими, поэтому после окрасочных камер необходимо устанавливать проходную сушильную камеру. Окрасочная камера занимает в длину, как правило, две станции на главном сборочном конвейере. Отсюда легко определить длину камеры, а вместе с тем, зная ее ширину, определить потребную площадь окрасочного участка на конвейере. Длина сушильной камеры определяется исходя из времени сушки и скорости конвейера. Зная длину и ширину этой камеры, определяют площадь участка для сушки. Ряд сборочных единиц поступает на общую сборку изделий уже грунтованными и окрашенными первым слоем, что дает возможность уменьшить соответствующие площади на главном сборочном конвейере.
В станкостроении маршрут, определяющий последовательность работ по механической обработке, сборке и окраске станков, обычно принимается таким:
а) грунтование корпусных деталей в литейном цехе завода-
поставщика;
б) шпатлевание корпусных деталей и первая их окраска —
либо в литейном цехе, либо (в отдельных вынужденных случаях)
на особом участке перед механической обработкой;
в) механическая обработка корпусных деталей — на станках
в отделении корпусных деталей механического цеха;
г) подкраска побитых и дефектных мест на деталях — в конце
линии их механической обработки;
д) сборка сложных узлов, комплектов и других сборочных
единиц на конвейерах в потоке;
е) сборка станков на шагающем конвейере (без окраски);
ж) шпатлевка и окраска станков в несколько слоев на окрасочном шагающем конвейере в окрасочном отделении сборочного цеха.
В различных отраслях промышленности имеются утвержденные типовые схемы окраски изделий, из которых надо выбрать наиболее целесообразную для данного проекта.
Типовым оборудованием для механической подготовки поверхности изделия под окраску и окраски являются: шлифовальные машинки; электрические шлифовально-полировальные аппараты для снятия ржавчины стальной щёткой, обработки полировальным кругом и т. д.; дробеметные аппараты и камеры; моечные машины, ванны, колокола и барабаны для очистки мелких деталей, пульверизационная установка, состоящая из распылителя, красконагнетательного бака и масловодоотделителя; окрасочные камеры. Схема проходных двухместных камер для окраски изделий последовательно с одной и другой стороны при непрерывно движущемся конвейере сборки тракторов приведена на рисунке 4:

Рисунок 4. Схема окраски изделий с проходной камерой на две станции конвейера: 1 - станция подготовки; 2 – камера с двумя станциями; 3 – сушильная проходная камера
Схема одноместной камеры с отсасывающими фильтрами А показана на рисунке 5:

Рисунок 5. Схема окраски изделий с короткой красильной камерой на одну станцию с торцовыми гидрофильтрами на пульсирующем конвейере: 1 - станция подготовки; 2 – окрасочная камера; 3 – сушильная проходная камера
Для окраски нитрокрасками станков в крупносерийном производстве при такте сборочного конвейера, равном 40—60 мин, наличие сушильной камеры Б не обязательно; при меньшем- может быть использована короткая камера.
Для сушки окрашенных изделий применяются сушильные
камеры с обогревом паром или электронагревом, сушильные рефлекторные агрегаты для сушки изделий из листа и др. Сушка,
как правило, производится инфракрасными лучами (лампами).
Такая сушка обеспечивает высокую производительность процесса.
Так, продолжительность высыхания грунта № 138 и глифталевой
эмали (масляной) составляет при таком методе сушки всего 10—
15 мин.
3.12. Проектирование испытательных станций
Испытания, например, тракторных и автомобильных двигателей на заводе могут быть двух видов:
1) Производственные испытания регулировка когда испытываются все или значительная часть выпускаемых двигателей и испытание является частью технологического процесса производства;
2) экспериментальные испытания двигателей, не относящиеся к выполнению непосредственной программы завода; эти испытания производят обычно в экспериментальных цехах заводов и, следовательно, не загружают стенды испытательных станции производственных цехов.
Производственные испытания двигателей подразделяются на
два периода: обкатка без нагрузки и испытание под нагрузкой.
Эти два периода обычно являются неразрывно связанными между
собой, поэтому обкатка и испытание под нагрузкой производятся
последовательно на одном стенде.
В качестве испытательных стендов применяют электрические агрегаты в виде генератора постоянного или переменного тока. Машины постоянного тока наиболее универсальны. С их помощью можно дать практически любую нагрузку испытываемому двигателю. Вырабатываемый генератором постоянный ток может или непосредственно использоваться для питания станков, например, для магнитных плит, патронов, приспособлений и т.д., или трансформироваться в переменный ток.
Испытательные стенды могут быть односторонними или двусторонними (рисунок 6). При использовании двусторонних стендов когда испытываемые двигатели устанавливаются по обе стороны генератора, потребное количество стендов уменьшается за счет того, что второй двигатель устанавливается, не ожидая окончания приемки испытания первого двигателя, что экономит примерно 10 мин цикла. Время установки и съема второго двигателя совмещается с временем испытания первого. На испытательном участке, кроме описанных выше установок, необходимо иметь Один-два стенда с балансирным динамометром и контрольным прибором, позволяющим определять крутящий момент обкатываемого Рисунок 6.
двигателя. Такие проверки нужно делать Схемы одностороннего (а) и периодически. и двустороннего (б) стендов Для испытательной станции необходимо для испытания автомо- изолированное помещение, оборудованное бильного двигателя: 1 - всеми видами систем проводок для питания генератор; 2 - двигатель
двигателей.
Количество стендов определяется в зависимости от режима испытаний и производственной программы. При определении количества стендов надо учитывать не только основные испытания двигателей, но повторные для некоторой их части. Повторное испытание после. устранения дефектов обычно производится по сокращенному режиму, однако при смене основных деталей, например шатунно-кривошипного механизма, программа повторного испытания по времени равна испытанию нового двигателя. Количество стендов Ncr. M для проведения основных испытаний
 »
»
где  — годовой выпуск двигателей в шт.;
— годовой выпуск двигателей в шт.;
 — время испытания по основной программе в мин;
— время испытания по основной программе в мин;
 — время приемки двигателя на стенде в мин;
— время приемки двигателя на стенде в мин;
 — время установки двигателя на стенд и снятия с него
— время установки двигателя на стенд и снятия с него
в мин.
При использовании двусторонних стендов t пр и tc y совмещаются с временем испытания другого двигателя, поэтому
Количество стендов для, повторных испытаний после уст ранения дефектов: при использовании односторонних стендов  =
=  м; при двусторонних стендах
м; при двусторонних стендах  .
.
В этих формулах  — коэффициент повторных испытаний,
— коэффициент повторных испытаний,
равный примерно 0,1—0,2. Общее количество стендов получают суммированием.
Для планировки испытательной станции необходимо знать состав оборудования и размеры трубопроводов станции. Расчет сечений и диаметров топливопроводов производится исходя из общих расходов топлива испытательной станцией, а общий расход определяется исходя из расхода топлива каждым двигателем за время его испытания, что зависит от характеристики двигателя и режима испытания. Для подачи топлива монтируется специальная установка, состоящая из расположенной под землей цистерны, с подачей из нее топлива под давлением нейтрального газа, вырабатываемого особым двигателем.
После определения количества испытательных стендов можно приступить к определению размеров пролета, где будет размещена испытательная станция, и планировке ее оборудования. Ширина выбираемого пролета зависит от количества стендов и их расположения в один или два ряда, а также от размеров самих стендов. Конечно, размеры стендов зависят от длины испытываемых двигателей и других параметров. При большом выпуске двигателей, чтобы не удлинять чрезмерно станцию, можно расположить их в два ряда.
С каждой стороны стендов необходимо иметь проезды. Кроме этого, вдоль стен располагаются распределительные шкафы, для которых также надо отвести соответствующую площадь. Испытательная станция обычно размещается в крайнем пролете цеха, который имеет окна, потому что рядом с испытательной станцией должен быть железнодорожный путь или автоподъезд и подземная цистерна с топливом. После нанесения габаритов оборудования, мест обслуживания и проходов можно определить окончательную ширину и длину испытательной станции. Располагать станцию надо так, чтобы двигатели по возможности выходили со станции в том месте, где их надо ставить на главный сборочный конвейер.
3.13. Общая компоновка и планировка сборочных цехов
Общую компоновку и планировку оборудования сборочного цеха со всеми его отделениями можно выполнить в значительно более короткие сроки, если была заранее сделана компоновка и планировка отдельных участков цеха. Последовательность выполнения работ состоит из следующих этапов.
Первый этап — предварительная компоновка отделений цеха (без планировки оборудования) на основе расчетов площадей по укрупненным технико-экономическим показателям или по данным ранее выполненных аналогичных проектов. В этой стадии решается предварительно вопрос об относительном расположении тех или иных отделений цеха и прорабатывается схема расположения сборочного цеха и его отделений относительно пролетов механической обработки в механосборочном корпусе.
Второй этап — планировка оборудования по отделениям цеха на основе разработанной технологии и уточнение площадей отделений. При этом необходимо стремиться к тому, чтобы расположение каждого отделения по возможности наиболее близко соответствовало принятому предварительно варианту общей компоновки цеха.
Третий этап — компоновка и планировка цеха в целом со всеми его отделениями с учетом уточнений площадей по планировке оборудования всех отделений и участков. Таким образом, общая компоновка цеха выполняется на основе предварительно выполненной большой работы по проектированию его отделений и результатов работ по первым двум этапам. На третьем этапе вначале надо уточнить вопросы компоновки, т. е. расположения площадей отделений цеха между собой, принятые на первом этапе, не произведя пока самой планировки оборудований, a затем уже приступить к планировке.
При размещении конвейеров, верстаков, станков и другого оборудования необходимо соблюдать установленные нормы для проездов, проходов, рабочих мест, а также места для хранения собираемых узлов.
Планировку цеха вычерчивают обычно в масштабе 1: 100 со всеми транспортными и другими устройствами.
Испытательная станция размещают в крайнем пролете, что создает благоприятные условия для отвода выхлопных газов от испытываемых двигателей и для доставки топлива и масла к испытательной станции, а также улучшает условия естественной вентиляции в ней.
Вынос сборки узлов и комплектов в перпендикулярно расположенные пролеты позволяет уменьшить их ширину, так как не надо размещать в них все малые конвейеры. В особенности это существенно в тех случаях массового производства, когда при большом выпуске изделий надо иметь не одну, а две или три нитки главных сборочных конвейеров большой длины и несколько цехов, построенных по принципу изготовления самостоятельных сборочных единиц.
При планировке сборочного цеха, кроме оборудования и транспортных средств, указывают также места рабочих, при этом уточняется и окончательное количество потребных рабочих. Подсчитав по участкам количество рабочих, составляют и общецеховые ведомости с разбивкой рабочих по профессиям и разрядам с указанием проектной величины годовой заработной платы. Количество вспомогательных рабочих определяется ориентировочно по нормам технологического проектирования по профессиям, а не в процентном отношении, как делалось ранее.
Уточнение количества работающих после планировки лучше производить конкретно по выполняемым работам и выявлять количество основных и вспомогательных рабочих по участкам и в целом по цеху, вспомогательный, конторский и инженерно-технический персонал. В общей ведомости работающих в цехе кроме разделения всех работающих по категориям и разрядам работ с указанием величины расходов по заработной плате указывается полученное процентное отношение каждой категории к количеству производственных рабочих и общему количеству работающих в цехе.
4. Проектирование механических цехов массового и
крупно-серийного производства
4.1. Основные положения
Особенности методики проектирования поточного производства состоят в том, что разработка технологии в этом случае производится по точной годовой программе  , определенной для каждой детали с учетом потребностей сборки, запасных частей и поставки деталей по кооперации — по выверенным рабочим чертежам и техническим условиям, с расчетом линий по такту выпуска:
, определенной для каждой детали с учетом потребностей сборки, запасных частей и поставки деталей по кооперации — по выверенным рабочим чертежам и техническим условиям, с расчетом линий по такту выпуска:

где  — годовой выпуск машин согласно плановому заданию в шт.;
— годовой выпуск машин согласно плановому заданию в шт.;
 — количество деталей данного наименования, входящих в машину, в шт.;
— количество деталей данного наименования, входящих в машину, в шт.;
 — годовая программа запчастей, входящих в единичный комплект, отправляемый потребителю вместе с изделием;
— годовая программа запчастей, входящих в единичный комплект, отправляемый потребителю вместе с изделием;
 — годовая программа запчастей, отправляемых потребителю россыпью за отдельную плату (количество
— годовая программа запчастей, отправляемых потребителю россыпью за отдельную плату (количество
запчастей по отдельным деталям в ряде случаев значительно превышает основную программу);
 — годовая программа деталей, отправляемых по кооперации для других предприятий.
— годовая программа деталей, отправляемых по кооперации для других предприятий.
На основании выявленной потребности рассчитывается точная подетальная годовая программа и такт выпуска деталей (табл. 1), который определяется, как и для процессов сборки, по формуле

Таблица 1
Подетальная производственная программа механического цеха
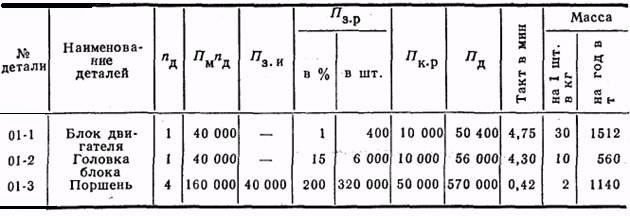
Такт определяется для процессов обработки: а) основных и крупных деталей, которые предполагается обрабатывать на однодетальных поточных линиях, например блок двигателя, корпус коробки скоростей, коленчатый вал и т. д.; б) средних деталей, применяющихся в изделии в значительном количестве, а также поступающих в запчасти и по кооперации; количественно выпуск таких деталей большой, а следовательно, такт малый, приближающийся к штучному времени на операцию; это делает целесообразным вести обработку их (учитывая загрузку оборудования) в однодетальных поточных линиях (поршень, шатун и т. д.); в) средних типовых деталей типа валов, рычагов, корпусов, фланцев, втулок, зубчатых колес и т. д., для которых может быть применен общий типовой процесс обработки нескольких деталей на переменно-поточной линии.
Обработка всех остальных деталей, в основном мелких типа автоматных, вследствие малой величины штучного времени по сравнению с тактом организуется не в поточных линиях, а на

