




План лекции. Газопламенный источник энергии. Виды газовых пламен, газосварка и газорезка. Термитная сварка. Физические принципы бесшовной сварки, контактное плавление.
Газовая сварка используется для нагрева металла высокотемпературным пламенем, образующимся в результате сгорания газа ацетилена в смеси с кислородом. В некоторых случаях вместо ацетилена могут использоваться его заменители: пропан-бутан, метан, пары бензина или керосина, МАФ (метилацетилен-алленовая фракция). В последнее время увеличивается объем использования в качестве горючего газа водорода, получаемого электролизом воды.

Рисунок 11.1 Газовая сварка, схема процесса
Горючий газ из баллона или специального газового генератора поступает в сварочную горелку. Из баллона в горелку поступает кислород. В горелке они смешиваются в определенном соотношении и на выходе из сопла поджигаются. Пламя расплавляет кромки свариваемого изделия, присадочный приток, а также выполняет функции защиты расплавленного металла от атмосферы. Регулировка расхода кислорода и горючего газа осуществляется соответствующими вентилями.
Строение пламени при газовой сварке. Пламя состоит из трех зон рис. 11.2:
· ядро пламени (А),
· восстановительная зона (Б),
· факел пламени (В).
Максимальное значение температуры пламя имеет после ядра, в восстановительной зоне. В связи с этим именно в этой зоне должны находиться присадочный пруток и расплавляемые кромки металла. При использовании вместо ацетилена других горючих газов температура пламени снижается. Температура пламени зависит также от пропорции, в которой смешиваются кислород и горючий газ.

Рисунок 11.2 Строение газового пламени и распределение температур по его сечению
Технология газовой сварки. Основными параметрами режима газовой сварки являются мощность пламени, угол наклона горелки и диаметр присадочного прутка. Мощность пламени зависит от толщины металла и его теплофизических свойств. Чем больше толщина металла и выше температура плавления и теплопроводность, тем больше должна быть мощность пламени. Мощность пламени устанавливается расходом горючего газа и кислорода. При сварке стали и чугуна расход ацетилена Va связан с толщиной δ следующим соотношением:
Va = (100–150)δ л/ч
При сварке меди, вследствие ее более высокой теплопроводности:
Va = (150–200)δ л/ч
Угол наклона мундштука горелки по отношению к плоскости изделия также зависит от толщины и теплофизических свойств металла. С изменением толщины стали от 1 до 15 мм угол наклона мундштука изменяется в пределах 10–80°.
Таблица 11.1 - Изменение угла наклона мундштука при газовой сварке в зависимости от толщины стали
| δ, мм | до 1 | 1-3 | 3-5 | 5-7 | 7-10 | 10-12 | 12-15 | > 15 |
| α, ° | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 |
В начальный момент сварки для лучшего прогрева металла и быстрого образования сварочной ванны угол наклона устанавливают наибольшим (80-90°). Затем он уменьшается.
Диаметр присадочного прутка выбирают в зависимости от толщины металла, пользуясь соотношением:
d = δ/2 ÷ δ/2 + 1 мм
В зависимости от техники выполнения сварки различают правый и левый способы.
Рисунок 11.3 Правый (А) и левый (Б) способы газовой сварки
При правом способе газовой сварки пламя сварочной горелки направлено на шов, и процесс сварки ведется слева направо. Горелка перемещается впереди присадочного прутка. При левом способе газовой сварки пламя направлено от шва и процесс сварки ведется справа налево. Горелка перемещается за присадочным прутком. При правом способе газовой сварки обеспечивается лучшая защита сварочной ванны, ниже расход газов, меньшая скорость охлаждения шва. При левом способе лучше формирование шва, так как сварщик хорошо видит процесс сварки. При толщине металла до 3 мм более производителен левый способ, при больших толщинах – правый.
Преимущества газовой сварки. Основным преимуществом газовой сварки является ее независимость от электрических источников питания. Это делает удобным ее применение в строительных и монтажных условиях, где не всегда имеется силовая электрическая сеть. При газовой сварке легко изменяется тепловложение в металл за счет изменения угла наклона горелки и ее расстояния до изделия, что позволяет избегать прожогов даже при сварке тонкого металла. Типичным примером является сварка водопроводных труб малого диаметра, когда отсутствует доступ к обратной стороне шва для размещения подкладок или подварки корня. Оборудование для газовой сварки достаточно мобильно и транспортабельно.
Недостатки газовой сварки. Недостатками газовой сварки являются ее низкая производительность, большая зона термического влияния, высокие требования к квалификации сварщика. В связи с этим на машиностроительных предприятиях при стабильной программе выпуска продукции газовая сварка не может конкурировать с дуговой и практически не применяется.
Термитная сварка. Термитом называется смесь, состоящая из порошкообразного алюминия (20-25 %) и железной окалины (75-80 %). Эта смесь вспламеняется при 1300-1360 0С, развивая во время горения температуру 2600-2700 0С. В зависимости от содержания кислорода в окалине теплота реакции сгорания термита составляет от 575 до 850 ккал/кг. Для сварки применяют термит с теплотой реакции не ниже 720 ккал/кг.
В результате реакции окисления алюминия кислородом окалины образуется жидкая сталь и шлаки, в основном состоящие из окиси алюминия. Жидким термитным металлом заливают свариваемый стык, а шлаки удаляют.
Для увеличения выхода жидкого металла и снижения расхода термита в него вводят до 50 % стальных обсечек от гвоздей или стружки, что удешевляет сварку. Для повышения механических свойств термитного металла в термит добавляют до 4 % ферросплавов (ферромарганца и ферросилиция) и до 0,3 % графита.
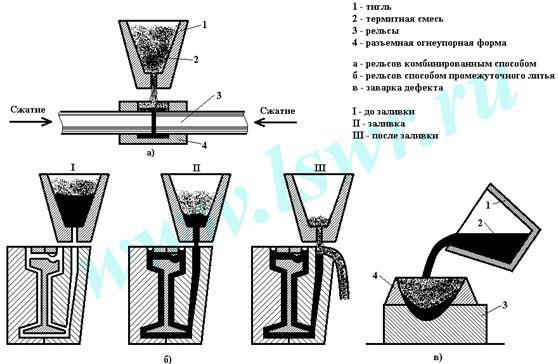
Рисунок 11.4 Термитная сварка
Термитная сварка применяется при сварке стыков рельсов трамвайных и железнодорожных путей, а также стержней и валов сечением до 2000 см 2. Схема термитной сварки показана на рис.11.4. Свариваемые концы рельсов (Рис. 11.4, а) помещают в разъемную огнеупорную форму 4, подогревают бензинокислородной или пропанокислородной горелкой до 900-950 0С и заливают жидким термитным металлом из тигля 1, в который засыпана термитная смесь 2. После воспламенения в тигле термита реакция его сгорания продолжается всего 11-15 сек. Зажигание производиться специальной смесью из порошка окиси бария или стержнями («термитная спичками») из магниевого термита. Между рельсами 3 вставляется стальная пластинка, которая вместе с концами рельса разогревается и приваривается к ним под действием усилия сжатия, создаваемого прессом. Такой способ сварки называется комбинированным, он требует достаточно сложной подготовки. В настоящее время более широко используется способ промежуточного литья (Рис.11.4,б). В этом случае рельсы собирают с зазором 12-18 мм и заливают жидким термитным металлом без последующего сжатия. Так как прочность литого термитного металла меньше, чем свариваемого прокатного, то для получения сварного соединения, равнопрочного свариваемому стержню, вокруг стыка образуют усиление (облив).
На рис.11.4, в показано использование термита для заварки поверхностных дефектов деталей. Вокруг дефекта на детали 3 делается форма 4 из огнеупорной глины. Дефект заливают расплавленным термитом 2 из тигля 1. Для сварки проводов применяют патроны из магнитного термита.
Контактное плавление. Плавление — переход тела из твердого состояния в жидкое может происходить различным образом без обязательного участия и с участием процессов растворения твердой его части в жидкой. Плавление твердого тела без участия процессов растворения естественно назвать автономным плавлением как самостоятельный процесс под воздействием температурного поля. Плавление твердого тела с участием процессов растворения происходит обязательно в контакте с телами в твердом или в других агрегатных состояниях — жидком, газообразном, плазменном. Такие процессы плавления являются контактными, кратко в общем виде могут быть отнесены к разновидностям контактного плавления. Контактное плавление в частном случае контакта твердого и жидкого тел удобно назвать твердожидким контактным плавлением, в контакте твердого тела с газообразным — твердогазовым контактным плавлением; в контакте твердого тела с плазмой другого вещества (ионизированным газом) — твердоплазменным контактным плавлением; плавление в контакте одного твердого тела с другим твердым телом называют иногда просто контактным плавлением, а точнее контактно-реактивное плавление.

