




Производство горячекатаного проката на комбинате осуществляется на непрерывном широкополосном стане (НШС) 2000. Это одно из крупнейших сооружений НЛМК. Площадь, занимаемая агрегатами стана, составляет более 120 тыс. квадратных метров. Длина технологической линии производства стального горячекатаного листа – 1,2 километра. Стан оснащен новейшими системами электронно-автоматического управления приводами всех основных механизмов, а также системами регулирования и управления технологическим процессом,
Непрерывный широкополосный стан 2000 предназначен для горячей прокатки полос, толщиной от 1,45 до 16,00 мм, шириной от 900 до 1850 мм и дальнейшей смотки их в рулоны массой до 36 т.
На стане производят:
- товарный прокат на внутренний рынок и на экспорт из углеродистой и низколегированной стали;
- прокат для дальнейшей холодной прокатки в ПХПП и ПДС (подкат) из углеродистой и низкоуглеродистой стали;
- подкат из электротехнических марок стали (динамной и трансформаторной) для дальнейшей холодной прокатки в ПТС и ПДС.
Холодные слябы мостовым краном со склада подаются на загрузочный рольганг, расположенный перед нагревательными печами. Загрузочный рольганг перемещает слябы к той печи, в которую они должны быть загружены. Для остановки слябов против загрузочных отверстий нагревательных печей служат сигнальные автоматические устройства, обеспечивающие безупорную остановку слябов в нужном положении. С загрузочного рольганга сляб толкателем задвигается в нагревательную печь.
Горячая прокатка начинается с предварительного разогрева слябов в методических нагревательных печах стана до температуры 1150 – 1250 0С в течение 3-4 часов. Печи отапливаются смешенным природно-коксо-доменным газом. В составе участка три толкательных печи и две с шагающими балками. Затем разогретые слябы выдаются на приёмный рольганг стана и транспортируются к черновой группе клетей.
Черновая группа клетей состоит из:
- чернового вертикального окалиноломателя, который при помощи двух вертикально расположенных валков разрушает окалину с поверхности сляба;
- универсальной реверсивной двухвалковой клети № 1;
- четырех последовательно расположенных универсальных четырехвалковых клетей № 2 – 5.
В черновой группе сляб проходит так называемую «черновую» – начальную обработку прокатываясь последовательно в каждой клети до толщины 32 – 44 мм, в зависимости от конечной толщины проката.
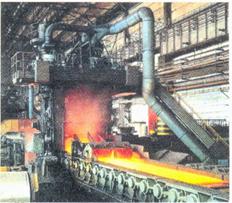
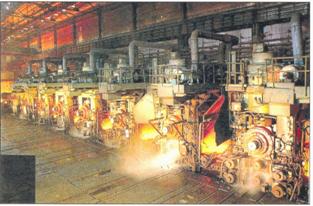
Рисунок 10 – Универсальная Рисунок 11 – Чистовая группа
четырехвалковая клеть черной группы клетей стана 2000
Приёмный рольганг транспортирует нагретые слябы к клети с вертикальными валками диаметром 1200 мм, которые приводятся во вращение двумя электродвигателями переменного тока мощностью в 30 МВт каждый. В этой клети производится ломка слоя печной окалины и обжатие боковых граней до требуемой ширины. Вертикальные валки, обжимая боковые грани сляба, выполняют две функции:
1) калибрует сляб по ширине;
2) разрушает слой окалины, покрывающий сляб.
Для удаления окалины в линии стана установлены специальные приспособления (гидросбивы), которые струей воды (давлением 12,0 – 16,0 МIIа) очищают поверхность металла.
После обжатия по ширине слябы прокатываются в черновом окалиноломателе ДУО № 1 диаметром 1200 мм, а затем в четырех универсальных клетях черновой группы «Кварто» № 2 – 5 по конструкции балковые и состоящие из двух вертикальных и горизонтальных валков. В клетях черновой группы слябы обжимаются до толщины 25 – 40 мм.
Из черновой группы клетей прокат (раскат) транспортируется по промежуточному рольгангу к чистовой группе клетей.
Чистовая группа стан состоит из:
- летучих ножниц, предназначенных для обрезки переднего и заднего концов раската;
- чистового двухвалкового окалиноломателя, предназначенного для разрушения окалины, которая образуется при окислении металла на воздухе во время транспортировки раската по промежуточному рольгангу;
- семи непрерывно-расположенных четырехвалковых клетей.
Перед прокаткой в чистовой группе клетей производится обрезание переднего и заднего концов полосы на летучих ножницах. После обрезки концов полосы и удаления окалины, полоса поступает в чистовую группу клетей, которая состоит из семи непрерывно расположенных клетей «Кварта» № 6 – 12.
В чистовой группе клетей производят «чистовую» или окончательную прокатку до конечной (заданной) толщины полосы. После выхода из последней клети стана полоса транспортируется по отводящему рольгангу, где для обеспечения необходимых механических свойств металла и соблюдения температурного режима смотки охлаждается водой из установки ускоренного охлаждения (душирования) полосы, и далее сматывается в рулоны на моталках.
Смотка полос производится:
- на моталки № 1 – 3 (первая группа моталок) проката толщиной до 6,0 мм;
- на моталки № 4 – 5 (вторая группа моталок) проката толщиной от 4,0 мм до 16,0 мм.
Смотанные рулоны, в зависимости от назначения, по конвейеру направляют:
- в отделочное отделение для обработки или порезки на листы (полосы) на агрегатах резки с последующей отгрузкой потребителям – товарный прокат;
- в отделочное отделение для последующей отгрузки в ПТС и ПДС – подкат для дальнейшей холодной прокатки;
- в ПХПП – подкат для дальнейшей холодной прокатки.
Непрерывный широкополосный стан 2000 горячей прокатки был пущен в строй 31 июля 1969 года. Проектная мощность стана составляла 5 миллионов 780 тысяч тонн стального листа в год. Рекордная годовая производительность стана, достигнутая в 1979 году, была равна 6,1 миллионов тонн (что на 320 тысяч тонн превышает проектную мощность).

