




ЛЕКЦИЯ № 10
Тема 1.5 Многопостовые источники питания
ТЕМА
1. Общие сведения о многопостовых источниках питания 2. Конструкция, блок-схема, электрическая схема многопостового источника питания для ручной дуговой сварки. 3. Назначение и устройство балластного реостата4. Обозначение и основные технические данные многопостового источника питания для ручной дуговой сварки.
Литература :
1. И.В. Гуменюк, О. Ф. Иваськов, О. В. Гуменюк Технология электродуговой сварки. - Киев: Грамота, 2007
2. Китаев A.M., Китаев Я.А. Справочная книга сварщика. - М.: Машиностроение,990
3. Шебеко Л.П. Оборудование и технология дуговой автоматической и полуавтоматической сварки, - Москва «Высшая школа» 1986
1. Общие сведения о многопостовых источниках питания
Многопостовой источник питания – это источник, обеспечивающий одновременное питание нескольких сварочных постов, подключенный к дуге через балластные реостаты.
Преимущество многопостовых источников питания:
1. Коэффициент использования выше, чем у однопостовых источников питания, т.к. количество постов выбирается с учетом пауз в работе.
2. Коэффициент мощности выше, т.к. посты не работают в холостую.
3. Источник питания такого типа занимает меньшее количество производственной площади, чем однопостовой при том же количестве постов.
4. Меньше стоимость и затраты на ремонт и обслуживание.
Недостатки многопостовых источников питания:
1. При поломке многопостового источника питания прекращают работу все посты.
2. Необходимость установки многопостового источника питания на фундамент.
3. Большие потери мощности в балластных реостатах и низкий КПД поста.
2. Конструкция, блок-схема, электрическая схема многопостового источника питания для ручной дуговой сварки Рассмотрим конструкцию многопостового источника питания для ручной дуговой сварки на примере сварочного выпрямителя ВДМ-1001У3.Многопостовой выпрямитель типа ВДМ используется для питания выпрямленным током через балластные резисторы нескольких сварочных постов. Упрощенная электрическая схема выпрямителя типа ВДМ – 1001У3 представлена на рисунке 1.
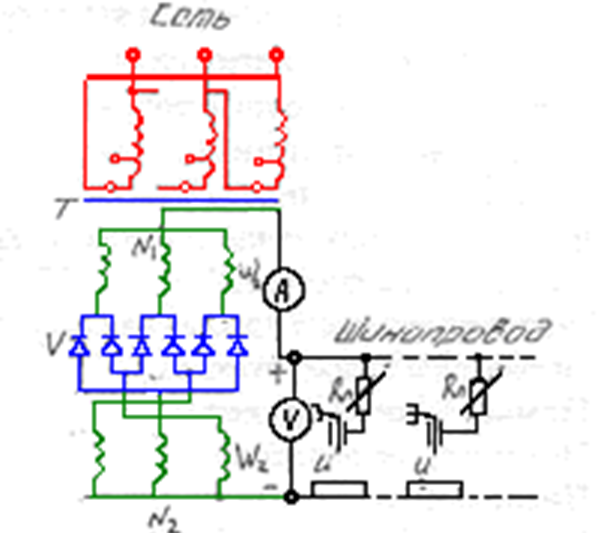
Рис.1- Электрическая схема многопостового сварочного выпрямителя ВДМ-1001У3
Электрическая схема многопостового сварочного выпрямителя
ВДМ-1001У3 состоит из:
¾ Трехфазного сварочного трансформатора, первичная обмотка трехфазного силового трансформатора Т соединена треугольником. Фазы первичной обмотки имеют отводы, что создает возможность повысить вторичное напряжение трансформатора на 5%, в случае понижения напряжения сети. На каждом стержне магнитопровода трансформатора Т расположены витки одной фазы первичной обмотки w1 и одноименные фазы двух одинаковых вторичных обмоток w2. ЭДС вторичных обмоток трансформатора сдвинуты одна относительно другой на 1800. Фазы вторичных обмоток соединены звездами, нейтрали №1 и №2, которых образуют отрицательный и положительные выводы (полюсы) выпрямителя. Последовательно с фазами вторичной обмотки включены неуправляемые кремневые вентили V, число которых зависит от величины тока фаз. Трансформатор имеет жесткую внешнюю характеристику.
¾ Выпрямительного блока, собранного по 6 фазной кольцевой схеме выпрямления.
Сварочные посты получают питание от шинопровода через балластные резисторы Rб, обеспечивающие независимость постов.
Внешняя характеристика сварочного выпрямителя жесткая.
Падающая внешняя характеристика поста обусловлена падением напряжения в балластном резисторе.
От кратковременных перегрузок выпрямитель защищен быстродействующим автоматическим выключателем, включенным на входе первичной обмотки трансформатора, от длительных перегрузок – тепловыми элементами магнитного пускателя.
Назначение и устройство балластного реостата
Сварочные посты получают питание от шинопровода через балластные реостаты, которые подключаются к дуге последовательно, а посты между собой параллельно и обеспечивают независимость постов.

Рис.2- Внешний вид балластного реостата
Балластный реостат предназначен для ступенчатого регулирования сварочного тока и создания падающей характеристики на посту. Балластный реостат представляет собой набор сопротивлений в цепь которых включены шесть рубильников.
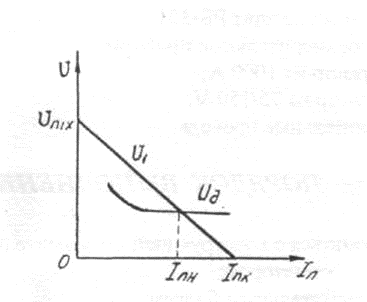 Рис.2- Внешняя характеристика сварочного поста
Рис.2- Внешняя характеристика сварочного поста
Uп=f(Iп) и вольтамперная характеристика дуги Uд=f(Iп)

