




При контроле отклонения от прямолинейности измерительных поверхностей губок используем образец просвета набранный из концевых мер 2-го класса, набор №1.
Концевые меры длины (Рис.2) представляют собой пластины из закаленной стали или твердого сплава, имеющие форму прямоугольных параллелепипедов с двумя плоскими измерительными поверхностями, которые весьма точно обрабатывают путем шлифования и доводки. Концевые меры длины должны изготовляться в соответствии с требованиями стандарта по рабочим чертежам, утвержденным в установленном порядке.
В паспорте указывается марка твердого сплава из которого изготовлены меры длины и значение температурного коэффициента линейного расширения. Который должен лежать в пределах 10,5…12,5 мкм на1м°С, при температуре от 10 до 30 °С.
За номинальную длину концевой меры принимают ее длину в средней части концевой меры. В ГОСТ 9038-90 нормируются допускаемое отклонение длины концевых мер от номинальной при температуре 20 °С, отклонения от плоскопараллельности, плоскостности, притираемость измерительных поверхностей, а также параметр шероховатости.

Рис.2
Концевые меры длины изготавливают следующих классов точности: 0; 1; 2; 3. Класс точности набора определяется низшим классом отдельной меры, входящей в набор.
Концевые меры длины предназначены для использования в качестве:
рабочих мер для регулировки и настройки показывающих измерительных приборов и для непосредственного измерения линейных размеров промышленных изделий;
Концевые меры длины выпускаются наборами. Каждый набор должен быть упакован в футляр, к которому прилагают паспорт. На каждой концевой мере должно быть нанесено значение её номинальной длины и номер набора. На футляре набора должен быть нанесен товарный знак производителя, номер набора, класс точности.
При эксплуатации, концевые меры длины не должны подвергаться резким температурным воздействиям, вибрациям и ударам, а также влияниям магнитных полей.
Преимущества использования концевых мер длины заключается в высокой точности, стабильности, удобством в обращении.
Недостатки – влияние температуры на действительный размер меры.
Микрометр
Для определения отклонения от параллельности губок для измерения внутренних размеров используют микрометр МК-25-2 по ГОСТ 6507-90 (Рис. 3). Диапазон измерения 0…25 мм. Класс точности 2. Цена деления 0,01 мм. В основе конструкции микрометров лежит микрометрическая пара в виде резьбовой (микрометрической) гайки и микрометрического винта, соединенного с отсчетным барабаном. Винтовая пара предназначена для преобразования продольного перемещения винта в окружные перемещения барабана.
Для ограничения усилия на измерительные поверхности предусмотрен фрикцион.
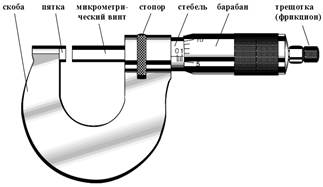
Рис.3
Преимущества микрометра: достаточная точность- так как линия шкалы является продолжением линии измерения, надежность и простота конструкции.
Недостатки: влияние температуры на точность измерения, узкий диапазон измерения, прецизионность изготовления микрометрической пары.
Лекальная линейка
При контроле отклонения от прямолинейности измерительных поверхностей губок используем поверочную линейку типа ЛД, класса точности 1, длиной 80 мм. ЛД- линейка с двухсторонним скосом. Линейки должны быть изготовлены в соответствии с ГОСТ 8026-92 по рабочим чертежам, утвержденным в установленном порядке. Номинальные размеры ЛД-80 (Таблица 1).
Таблица 1.
Лекальные линейки типа ЛД изготовляются из инструментальной легированной стали.
Допуск прямолинейности рабочей поверхности ЛД-80 класса точности 1, при температуре (20±5)°С установлен в 1мкм.

