




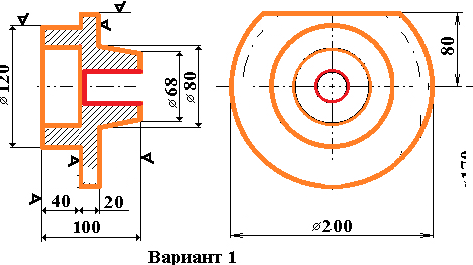
| Класс точностиВ1 | Тип хвостовикацилиндрический | |
| Материал обработкиметалл | Типспиральный | |
| Количество в упаковке, шт.1 | Длина, мм117 | |
| Диаметр, мм8.0 | Рабочая длина, мм75 |

Управляющая программа для станка с ЧПУ - это совокупность элементарных команд исполнительным механизмам станка, записанных в кодированном виде и в технологической последовательности обработки детали. Причем вид элементарных команд зависит от типа системы ЧПУ и кодового языка или языка программирования, принятого для данной системы
для обработки деталей на станке необходимо запрограммировать контур деталей, а также указать условия обработки. такую программу называют управляющей программой обработки детали.
Ниже схематически показан процесс подготовки УП.
| Носитель УП |
| Программирования и ввод управляющей программы в УЧПУ |
| План обработки |
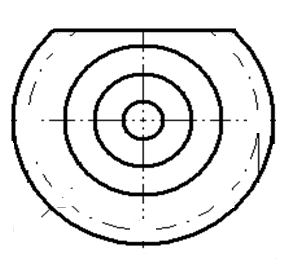
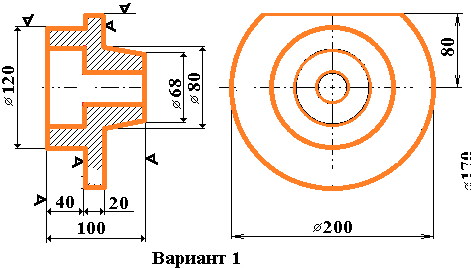
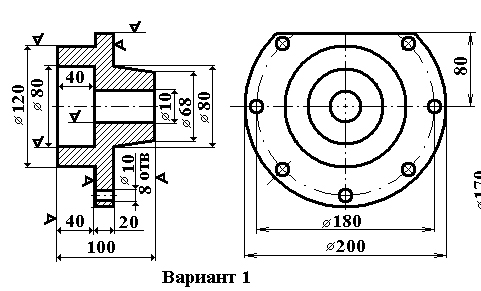
| Чертёж детали |
| 1)Определение объёма обработки на станке и выбор применяемого станка с ЧПУ 2)Определение способа крепления заготовки на станке, выбор необходимой оснастки и приспособлений 3)Определение последовательности обработки (разделение процесса обработки, определение стартовой точки инструмента и траектории перемещения инструмента) 4)Выбор инструмента 5)Определение условий обработки (скорость подачи, скорость вращения шпинделя) |
Программирование обработки детали означает указание траектории перемещения инструмента и вспомогательных действий станка. программирование управляющей программы может осуществляется двумя способами.
-с пульта УЧПУ в режиме редактирования управляющей программы(см. документ "Устройство числового программного управления "Микрос-12Ф" Руководство оператора" ЕИЯГ. 466415.011-02.00 Д1)
-при помощи любого другого текстового редактора в формате DOS с разбиением на строки. В этом случае ввод управляющей программы в УЧПУ осуществляется с помощью гибких дисков или DNC-терминала.
Программы деляется на главное программы и подпрограммы. в автоматическом режиме УЧПУ будет работать по командам главной программы, однако, если в главной программе задана команда "ВЫзов подпрограммы", то дальнейшие действия УЧПУ определяется командами подпрограммы. Далее, если во время выполнения подпрограммы встречается указание "возврат программы", то дальнейшая работа УЧПУ определяется вновь командами главной программы.
| Команда 1 |
| Команда 2 |
| … |
| Вызов подпрограммы |
| Команда n |
| Команда n+1 |
| … |
| Команда 1 |
| Команда 2 |
| … |
| “Возврат из подпрограммы |
В память УЧПУ можно зарегистрировать максимум 9999 главных программ и подпрограмм. Порядок выполнения операций при вводе программ описан в документе "Устройство числового программного управления "Микрос-12Ф"
| Поз | Название | Технические характеристики | Номер пункта |
| Число управляемых координат | 5 координат и шпиндель S X,Y,Z-основные оси Дополнительные оси задаются параметрами аппаратуры (A,B,C,U,V,W) | 3.3.1 | |
| Число одновременно управляемых координат | 5 координат | 3.3.1 | |
| Минимальное задание на перемещение | 0,001мм | 3.3.2 | |
| Максимальное задание на перемещение | +/-999,999мм | 3.2.5 | |
| Формат УП | Формат с переменной длиной кадра, слова и адреса | 3.2.3 | |
| Ввод с точкой | Для адресов X,Y,Z,A,B,C,U,V,W,I,J,K,F может но ввести числовое Значение с использованием десятичной точки | ||
| Скорость позиционирования | Устанавливается параметром для каждой координаты. Максимальное значение-24000мм/мин. | 3.4.1 | |
| Скорость рабочей подачи | Возможно задание в пределах 0-5000мм/мин. Верхний предел скорости Рабочей подачи устанавливается параметром №15 УЧПУ | 3.4.2 | |
| Автоматическое ускорение и замедление | Разгон и торможение происходят по линейному или S-образному закону | 3.4.4 | |
| Задание в абсолютах или приращениях | Возможно задание перемещения в абсолютных Значениях и в приращениях G90-задание в абсолютах G91-задание в приращениях | 3.3.5 | |
| Позиционирование | Функцией G00 задаётся ускоренное перемещение (позиционирования) для каждой оси. В конечной точке происходит замедление и остановка | 3.5.1 | |
| Линейная интерполяция | Функцией G01 задаётся линейное перемещение в указанную точку. | 3.5.3 | |
| Круговая интерполяция | Функциями G02 или G03 зада | 3.5.3 | |
| Задание круговой интерполяции | Радиус R дуги окружности может быть использован для задания круговой интерполяции. Можно запрограммировать дугу окружности от 0 до 360 градусов | 3.5.4 | |
| Задание круговой интерполяции с помощью трёх точек | С помощью задания трёх точек, не лежащих на одной прямой, задаётся дуга окружности | 3.5.4 | |
| Пауза | Функцией G04 задаётся задержка выполнения следующего кадра на время, устанавливаемое с помощью адреса P. | 3.5.10 | |
| Коррекция на длину инструмента (G43,G44,G49) | Функциями G43 или G44 можно осуществить коррекцию на длину инструмента по оси Z.Функцией G49 выполняется отмена коррекции на длину | 3.6.2 | |
| Коррекция на радиус инструмента (G41,G42,G40) | Функциями G41 или G42 можно осуществить коррекцию на радиус режущей кромки резца. Функцией G40 выполняется отмена коррекции на радиус. | 3.6.3 | |
| Установка абсолютных накопителей положения(G92) | Путём программирования функции G92 с адресами X,Y,Z,A,B задаётся координатная система, в которой текущей точке присваиваются заданные значения | 3.3.6 | |
| Программные ограничители | Программные ограничители задают пределы рабочего хода станка. Устанавливаются параметрами | 3.5.15 | |
| Запретная зона (G22,G23) | Обеспечивается задание рабочей и запретной зоны на станке (с учётом приспособления,детали,крепления и т.д.) | 3.5.16 | |
| Технологические функция | Путем программирования кода M и трёхразрядного числа можно осуществить выполнение технологических функций на станке | 3.7 | |
| Макрооперации | Позволяют использовать при составлении управляющих программ различные переменные, вычислительные и управляющие операции | 3.9 | |
| Останов выполнения УП | Останов выполнения УП выполняется нажатием кнопки «СТОП». Нажатием кнопки «ПУСК» выполнение УП возобновляется. | 2) | |
| Подрежимы выполнения | Выполнение УП возможна с различными подрежимами: -покадровое выполнение -пропуск помеченных кадров -выполнение технологических операций -условный останов по функции M01 -ускоренная выполнение УП -блокировка станка -блокировка технологических операций -блокировка индикации -блокировка оси Z. | 2) | |
| Подрежим рестарта УП | Позволяет возобновить выполнение УП с любого места, учитывая при этом ранее накопленную информацию. | 2) | |
| Подрежим отладки | Позволяет выполнить отладку УП путём отображения траектории на экране без её реального выполнения. | 2) |
| Ручная непрерывная подача | (1) Непрерывная подача. Перемещение рабочего органа станка в направлении + или – со скоростью непрерывной подачи (2)Быстрый ход. Перемещение со скоростью позиционирования. | 2) | |
| Шаговые перемещения | Перемещение на величину шага 0.001 0.01 0.1 1и10мм | 2) | |
| Компенсация погрешности (ходового винта и измерительной системы станка) | Компенсация погрешности (ходового винта и измерительной системы станка.) | 2) | |
| Редактирование УП | Ввод и редактирование УП текстовым редактором. | 2) | |
| Ввода/вывода на гибкий диски | Управляющие программы, параметра, коррекции, компенсации можно вывести или ввести с гибкого диска. Управляющие программы можно вывести или ввести на RS-канал. | 2) | |
| Аварийный останов | Прекращается выполнение всех команд, и станок выключается | 2) |
В некоторых случаях, в зависимости от запрограммированных подготовительных функций, один и тот же адрес может иметь разный смысл.
С использованием этих символов можно составить кадр, например
N01 номер кадра
G12 подготовительная функция
X-8 Y18 размерные слова
F6 функция подачи
M03 вспомогательная
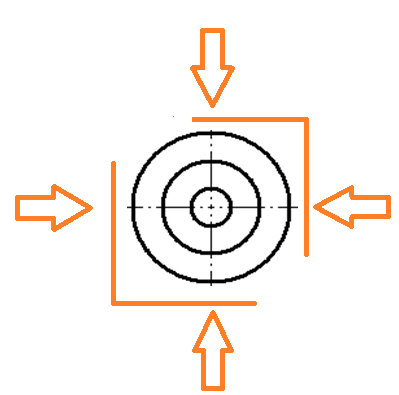
жёлтым выделены тески базирующие заготовку,
стрелками силы удерживающие заготовку к заготовку.
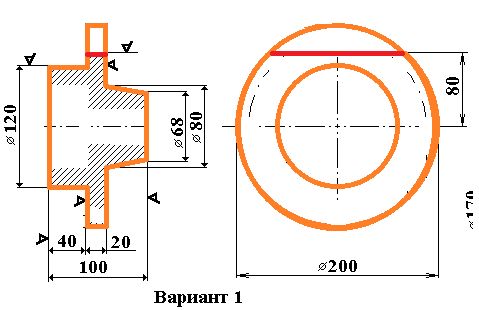

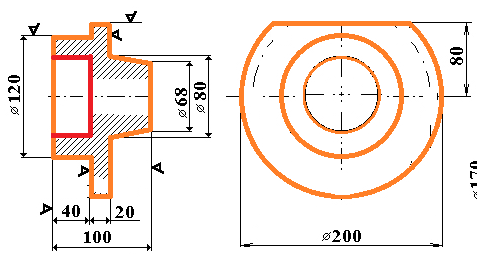
Выше представлена технологическая карта получения заготовки до момента
Перестановки её в станок с чпу
Из за сложности детали её изготовление необходимо выполнить на нескольких станках токарном и фрезерном. Мы напишем программу только для фрезерного.
Следующая программа будет написана для изготовления 5 отверстий
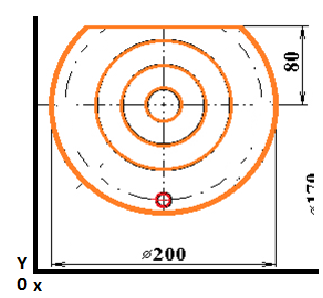
N1 G73 позиция нуля заготовки
N3 G00 Z-45
N4 G00 X150 Y60 перемещение фрезы в пазицию сверление отверстия
N5 G00 Z0 подготовительная функция
N6 G01 Z-45 F20 S600 M03 операция сверление
N7 G01 Z-45 Подъём сверла
N8 M05

N4 G00 X213 Y86 Z-45 перемещение фрезы в пазицию сверление отверстия
N5 G00 Z0 подготовительная функция
N5 G01 F20 Z20 S600 M03 операция сверление
N7 G01 Z-45 Подъём сверла

N7 G00 X240 Y150 Z-45 перемещение фрезы в пазицию сверление отверстия
N5 G00 Z0 подготовительная функция
N8 G01 F20 Z20 S600 M03 операция сверление
N9 G01 Z-45 Подъём сверла

N10 G00 X213 Y213 Z-45 перемещение фрезы в пазицию сверление отверстия
N5 G00 Z0 подготовительная функция
N11 G01 F20 Z20 S600 M03 операция сверление
N12 G01 Z-45 Подъём сверла

N13 G00 X86 Y213 Z-45 перемещение фрезы в пазицию сверление отверстия
N5 G00 Z0 подготовительная функция
N14 G01 F20 Z20 S600 M03 операция сверление
N15 G01 Z-45 Подъём сверла

N16 G00 X60 Y150 Z-45 перемещение фрезы в пазицию сверление отверстия
N5 G00 Z0 подготовительная функция
N17 G01 F20 Z20 S600 M03 операция сверление
N18 G01 Z-45 Подъём сверла
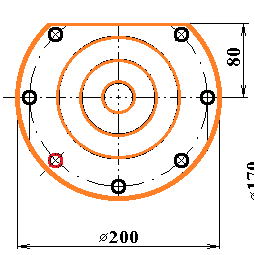
N19 G00 X86 Y86 Z-45 перемещение фрезы в позицию сверление отверстия
N5 G00 Z0 подготовительная функция
N20 G01 F20 Z20 S600 M03 операция сверление
N21 G01 F20 Z-45 Подъём сверла
Все точки были взяты из 3д модели программы Adem
В итоге получается требуемое изделие
Заключение
Цель этой курсовой работы заключалась в разработке технологического маршрута в виде схематического изображения, представлена программа для фрезерования отверстий. Также разработан технологический маршрут в виде схематического изображения.
В проектно-аналитической части были выполнены следующие задачи:
Был произведён анализ материала для заготовки.
Был выбран метод для её получения.
Была схематически разработан и представлен маршрут её изготовления.
Была разработана программа для обработки.
Была разработана 3д модель для определения точек фрезирования.
Данная курсовая работа может быть хорошим справочным материалом для
Разработки техпроцесса.
Добавить операцию сверление переписать программу подобрать сверло
Конец прораммы М02
М04 включение шпинделя добавить рисунок приспособления

