




ЛАБОРАТОРНАЯ РАБОТА № 3
ВЛИЯНИЕ УСЛОВИЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НА СВОЙСТВА СТАЛИ
Цель работы: Изучить влияние температурно-временных условий нагрева и режимов охлаждения при термической обработке на свойства стали.
КРАТКИЕ СВЕДЕНИЯ ИЗ ТЕОРИИ
Металлопродукция с металлургических предприятий поступает на машиностроительные заводы обычно в виде различного проката, поковок, в литом состоянии. Из них изготовляют заготовки деталей машин, которые подвергают предварительной термической обработке. Последующей механической обработкой резанием. получают детали заданной геометрической формы и размеров. Эти детали далее проходят упрочняющую термическую обработку и, в случае сложных машин, направляются на сборку отдельных частей машины, а из сборочных единиц собирается сама машина. Схема обработки и изготовления на машиностроительных заводах объемных деталей машин (рычаги, коленчатые валы и шатуны двигателей внутреннего сгорания, зубчатые колеса и др.) из деформируемых металлических материалов представлена на рис. 8. Как видно, в процессе изготовления деталей машин два раза проводится термическая обработка.
Термическая обработка - процесс обработки изделий из технических материалов путем теплового воздействия (нагрева и охлаждения) с целью изменения их структуры и свойств в заданном направлении.
Термическую обработку применяют как окончательную для получения заданных механических, физических, эксплуатационных свойств деталей машин, а также промежуточную (предварительную) с целью улучшения технологических свойств (обрабатываемости режущими инструментами, обрабатываемости давлением и др.).
Основными видами предварительной термической обработки заготовок из конструкционных сталей в машиностроении являются нормализационный или полный отжиг. Для их проведения заготовки нагревают в случае использования конструкционных доэвтектоидных сталей выше температуры фазового превращения tАСз на 30…50°С и получают структуру аустенита. После некоторой выдержки при температуре нагрева проводят охлаждение на воздухе (нормализационный отжиг) или вместе с печью (полный отжиг), получая структуру из феррита и перлита.
Предварительная термическая обработка снижает твердость стали и улучшает обрабатываемость резанием. За показатель обрабатываемости при резании принимается обычно численное значение скорости резанием при точении резцами из быстрорежущей стали на токарном станке, которой соответствует стойкость резцов 60 минут (время между двумя переточками режущей кромки инструмента).
МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД
¯
Сортовой прокат
¯
МАШИНОСТРОИТЕЛЬНЫЙ ЗАВОД
¯
Изготовление заготовок деталей машин обработкой
давлением (горячей штамповкой и др.)
¯
Заготовка детали
¯
Предварительная термическая обработка заготовок
¯
Механическая обработка резанием на металлорежущих станках
¯
Д етали машин
¯
Упрочняющая термическая обработка деталей
¯
Доводочные операции обработки (при необходимости)
¯
Сборка машины
¯
Машина (изделие)
Рис. 8. Типовая укрупненная схема обработки и изготовления объемных деталей машин на машиностроительном заводе
При содержании углерода в конструкционных углеродистых и низколегированных сталях менее 0,5 % проводят обычно для заготовок нормализационный отжиг, а для сталей, имеющих более 0,5 % углерода – полный отжиг.
Типовая окончательная термическая обработка деталей машин и инструментов состоит из двух операций: 1 - закалки с получением на этапе охлаждения с большой скоростью (для углеродистых сталей в воде и других средах) из аустенита структуры мартенсита (А®М); 2 - отпуска закаленной стали с нагревом до температуры не выше температуры фазового превращения Ас1. Применение термической обработки значительно изменяет механические свойства стали. Схемы основных видов термической обработки для конструкционных доэвтектоидных сталей представлены на рис. 9.
Данные о механических свойствах конструкционных среднеуглеродис-тых (улучшаемых) сталей различного химического состава после закалки и высокого отпуска приведены в табл. 9.
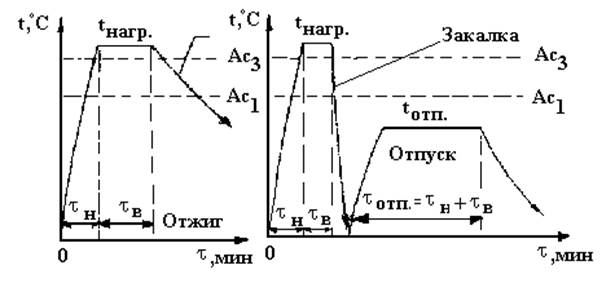 Рис. 9. Схемы термической обработки конструкционных сталей
Рис. 9. Схемы термической обработки конструкционных сталей
Таблица 9. Механические свойства некоторых типовых конструкционных среднеуглеродистых сталей после закалки и высокого отпуска
| Марка стали | Оптовая ценах) | Критический диаметр, ммхх) | Для деталей с поперечным размером, ммххх) | Механические свойства | |
| s0,2, МПа | sВ, МПа | ||||
| 1,0 | 15…20 | ||||
| 40Х | 1,2 | 25…35 | |||
| 40ХН | 1,6 | 50…75 | |||
| 40ХН2МА | 2,1 | 75…100 | |||
| 38ХНЗМФА | 2,6 | 100…200 |
Примечания:
х) Относительные единицы: за 1.0 принята оптовая цена углеродистой качественной стали.
хх) Диаметр образца, закаливающегося насквозь с получением в центре микроструктуры из 95 % мартенсита и 5 % троостита.
ххх) Стали могут быть использованы для изготовления деталей с еще большим поперечным размером. Следует иметь в виду, что в этом случае изделия получают пониженные по сравнению с табличными значениями механических свойств в связи с недостаточной прокаливаемостью по сечению деталей большого поперечного диаметра.
2. МАТЕРИАЛЬНО – ТЕХНИЧЕСКОЕ ОБЕСПЕЧЕНИЕ РАБОТЫ
В работе используются лабораторные электрические печи, автоматические потенциометры для регулирования температуры нагрева в печи, бачки с водой и маслом для охлаждения, заточный станок (точило) для зачистки образцов от заусенцев и окалины, твердомеры, щипцы для загрузки образцов в печь и выгрузки, образцы сталей разных марок, линейка для измерения размеров образцов или штангенциркуль.
Работа выполняется в лаборатории термической обработки. Для нагрева образцов применяются электрические лабораторные камерные или муфельные печи. Примером камерной печи является печь СНОЛ-1.6.2. 5. I/II-М1Х) мощностью 3 кВт. Рабочая камера, в которой проводится нагрев, выполнена из жаростойкой керамики. Нагревательные элементы в виде спиралей расположены в углублениях по боковым стенкам, на поду и в своде печи. Для предохранения спиралей от повреждений и расположения нагреваемых образцов имеется на поду печи плоская керамическая плитка. С целью измерения температуры в рабочую зону печи вставляется термопара. Рабочая камера печи спереди закрывается крышкой. Максимальная температура в рабочей зоне составляет 1100°С. Печь снабжена милливольтметром типа МП-64-02.
Для точного измерения и автоматического поддержания заданной температуры применен особый прибор - автоматический электромеханический потенциометр типа КСП4, к которому с помощью электрических проводов присоединена термопара. Прибор может автоматически записывать данные о температуре в печи на ленточную бумажную диаграмму в прямоугольных координатах.
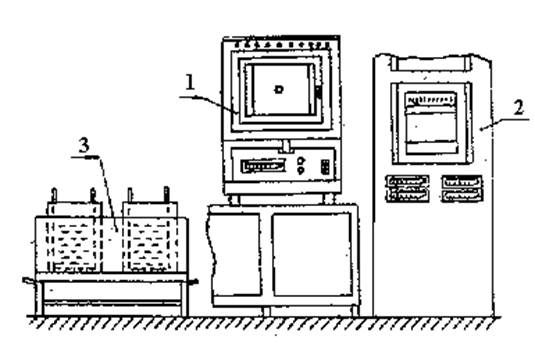
Рис. 10. Схема установки для проведения термической обработки:
1 – печь; 2 – шкаф с потенциометрами; 3 – бачки с охлаждающими
жидкостями.
Рядом с печами располагаются на подставке бачки с водой и минеральным маслом. Бачки имеют "корзинки" с отверстиями, посредством которых образцы после завершения охлаждения вынимаются из охлаждающей среды. Схема установки для термической обработки показана на рис. 10.
Оценка механических свойств образцов проводится в данной работе по численному значению твердости. Твердость - свойство материала оказывать сопротивление пластической деформации при вдавливании под постоянной нагрузкой в плоскую поверхность материала шарика из закаленной твердой стали, алмазного конуса или пирамиды. Имеются различные методы измерения твердости: метод Бриннеля, Роквелла, Виккерса и др.
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ И ОБРАБОТКА ЭКСПЕРИМЕНТАЛЬНЫХ ДАННЫХ.
Практическая часть работы выполняется в следующем порядке:
1. Группе студентов до 3-4 человек преподаватель указывает номер выполняемого задания. Текст задания каждый студент записывает себе в отчет.
2. В соответствии с заданием преподаватель назначает марку стали, определяется ее структурный класс.
3. Определяется по заданию вид термической обработки: закалка, отжиг, закалка с отпуском.
4. Далее переходят к назначению режимов термической обработки:
температуры нагрева, времени нагрева и выдержки, охлаждающей среды. Некоторые показатели режима в зависимости от конкретного задания указываются преподавателем.
Температура нагрева подсчитывается по формулам, приведенным в табл. 10. Численные значения температур фазовых превращений Aс1 и Aс3 принимаются по данным табл. 11. При этом вычисляют два численных значения температуры: минимальное tmin и максимальное tmax. Эти значения температуры характеризуют оптимальный интервал температуры нагрева. Фактическая величина температуры в печи должна находиться в этом интервале (не ниже tmin).
Пример. Закалка стали У12 (Aс1=730°С): tmin = 730 + 70 = 800°С;
tmax = 730 + 100 = 830°С.
Таблица 10. Температуры нагрева и охлаждающие среды при термической обработке стали
| Вид термической обработки стали | Температура нагрева, 0 С | Типовая охлаждающая среда | |
| Стали доэвтектоидные (менее 0,8 %С) | Стали эвтектоидные и заэвтектоидные (от 0,7…0,8 до 2,14%) | ||
| Отжиг | tотж = tАс3 + +(30…50 °С) | tотж = tАс1 + +(30…70 °С) | С печью |
| Нормализационный отжиг | tн.о. = tАс3 + +(50…80 °С) | tн.о. = tАсm + +(30…50 °С) | На спокойном воздухе |
| Закалка | tзак = tАс3 + +(30…50 °С) | tзак = tАс1 + +(70…100 °С) | Углеродистые стали – в воде, легированные – в масле |
| Отпуск закаленной стали | Ниже Ас1 (в зависимости от заданных свойств при 160…650 0С) | Для большинства сталей – на воздухе |
Таблица 11. Температуры критических точек Ас1, Ас3, Асm некоторых сталей
| Марка стали | 40Х | 45Г2 | 35ХГСА | 60С2 | |||||
| Ас1, 0 С Ас3, 0 С | |||||||||
| Марка стали | У7 | У8 | У10 | У12 | ШХ15 | 9ХС | ХВГ | Х12М | |
| Ас1, 0 С Асm, 0 С | - | - | - |
Время нагрева образцов до заданной температуры вычисляют по следующей эмпирической зависимости: tн = 1,5 Д, мин,
где Д - диаметр или толщина образца мм.
Время выдержки при заданной температуре tв = 0,2 tн, мин. Общее время от загрузки образцов в рабочую камеру печи до их выгрузки из печи составляет сумму времени нагрева и выдержки:
t = tн + tв
Пример. Диаметр образца равен 12 мм:
tн = 1,5 × 12 = 18 мин; tв = 0,2 × 18 = 3,6 мин; t= 18,0 + 3,6 = 21,6 мин.
Охлаждающая среда при термической обработке стали назначается по табл.10.
Студенты получают у лаборанта образцы стали заданной марки и зачищают их от заусенцев на заточном станке (точиле). Далее лаборант измеряет твердость образцов до термообработки методом Роквелла по шкале НRВ. Полученное число твердости переводится по таблице в шкалу НВ. Величину твердости записывают в таблицу.
После этого образцы с помощью щипцов загружаются в печь под руководством лаборанта. Предварительно печь отключается от электрической сети. После загрузки образцов в печь дверца закрывается, и печь включается в электрическую сеть. По истечений времени нагрева и выдержки печь отключается от электрической сети, образцы с помощью щипцов быстро выгружаются из печи и помещаются в заданную охлаждающую среду.
После завершения охлаждения образцы зачищаются на заточном станке (точиле) и лаборант измеряет твердость в зависимости от вида термической обработки по шкале НRС или HRB. Полученные числа твердости переводятся по таблице в шкалу НВ. Величины твердости записывают в таблицу. Форма таблицы для записи результатов термической обработки по всему заданию дана ниже:
Влияние термической обработки на твердость стали
| Марка стали. Вид термообработки (т.о.) | Режим термообработки | Твердость стали | ||||||
| t, 0С | t, мин | Среда охлаждения | до т.о. | после т.о. | ||||
| НRB | НВ | НRB | НRС | НВ | ||||
В работе несколько человек студентов выполняют одно из практических заданий по термической обработке сталей с заданным содержанием углерода. На небольших образцах сталей в лабораторных условиях имитируется реальная термическая обработка заготовок, деталей машин и инструментов. Практические задания даны ниже.
ЗАДАНИЕ 1. Изучение влияния охлаждающей среды (скорости охлаждения) на твердость стали.
Четыре образца углеродистой стали заданной марки нагреть, выдержать и охладить: первый образец в воде (полная закалка), второй - в минеральном масле (частичная закалка), третий - на воздухе (нормализационный отжиг), четвертый - в печи (полный отжиг). Измерить твердость образцов до и после термической обработки.
Таблица 12. Скорость охлаждения в различных средах
| Охлаждающая среда | вода | масло | воздух | с печью |
| Примерная скорость охлаждения, градусов /с | 0,05 |
По полученным данным строится график зависимости твердости стали от скорости охлаждения. Сделать выводы: после каких видов термической обработки достигается максимальная и минимальная твердость стали; - о влиянии скорости охлаждения на твердость стали.
ЗАДАНИЕ 2. Изучение влияния закалки на твердость стали с различным содержанием углерода.
Для нескольких образцов углеродистых сталей разных марок проводится закалка. Измеряется твердость образцов до и после закалки.
По полученным данным строятся два графика зависимости твердости от содержания углерода (до закалки для сталей марок У7, У8, У10 и после закалки для всех изученных сталей). Сделать выводы: -о влиянии закалки одной марки стали на твердость и о влиянии содержания углерода на твердость закаленной стали.
ЗАДАНИЕ 3. Изучение влияния температуры отпуска на твердость закаленной стали.
Три образца стали одной марки подвергнуть закалке. Измерить твердость каждого образца до и после закалки.
Провести отпуск закаленных образцов при температуре: первого—200°С, второго - 400°С, третьего - 600°С. Время нагрева и выдержки 30 мин. Измерить твердость после отпуска.
По полученным данным построить график зависимости твердости от температуры отпуска. Сделать выводы: -о влиянии температуры отпуска закаленной стали на твердость; -после отпуска при какой температуре достигается наиболее высокая и наименьшая твердость исследуемой стали.
По полученным данным на доске проводят построение графиков зависимостей твердости НВ от изменяемых факторов: содержания углерода в стали; скорости охлаждения при термической обработке; температуры отпуска закаленных образцов. Для этого каждый студент отмечает в соответствующих координатах экспериментальные точки.
Далее студенты по заданиям формулируют выводы, которые записываются в отчет. Выводы в отчете каждого студента приводятся по всем трем заданиям.
СОДЕРЖАНИЕ ОТЧЕТА
Итоги проведенной работы оформляют в отчете, который должен содержать следующие разделы:
1. Цель работы.
2. Оборудование, приборы и материалы, использованные при выполнении работы.
3. Теоретические положения: понятие термической обработки, типовые виды предварительной и окончательной термической обработки конструкционных сталей, графики термической обработки.
4. Методика проведения работы и полученные результаты. Задание по термической обработке, марка стали, вид термической обработки, выбор режима термической обработки, таблица результатов по всему заданию. Три графика зависимости твердости от изучаемых факторов по всем заданиям.
5. Выводы по работе.
В конце занятия преподаватель путем устного опроса проверяет усвоение знаний по вопросам для самопроверки. Оформленные отчеты проверяются и подписываются преподавателем.
ВОПРОСЫ ДЛЯ ПОДГОТОВКИ К РАБОТЕ
И САМОПРОВЕРКИ
1. Понятие термической обработки.
2. Какие основные виды термической обработки применяются в машиностроении?
3. Какое влияние оказывают полный отжиг и полная закалка с отпуском на механические свойства конструкционной стали?
4. Какие печи применяются для термической обработки в лаборатории материаловедения?
5. Для каких целей применяются потенциометры?
6. Понятие твердости материалов.
7. Как определяется температура нагрева при закалке и отжиге?
8. Какая охлаждающая среда применяется в случае нормализацион-
ного отжига?
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Основная:
Фетисов, Г.П. Материаловедение и технология металлов: учеб. для студентов машиностр. спец. вузов / Г.П. Фетисов, М.Г. Карпман, В.М. Матюшин; под ред. Г.П. Фетисова. – 3-е изд., испр. и доп. – М.: Высш. шк., 2005. 862 с.
Дополнительная:
Арзамасов, Б.Н. Материаловедение: учеб. для вузов / Б.Н. Арзамасов [и др.]; под общ. ред. Б.Н. Арзамасова, Г.Г. Мухина. – 7-е изд., стереотип. – М.: Изд-во МГТУ им. Н.Э. Баумана, 2005. 648 с.

