




ЛЕКЦИЯ 10. НЕРАЗРУШАЮЩИЕ МЕТОДЫ ИСПЫТАНИЙ (продолжение)
Методы, основанные на использовании ионизирующего излучения
Неразрушающий контроль с помощью ионизирующих излучений эффективно используют во всех областях народного хозяйства.
В настоящее время в строительстве широко применяют контроль рентгеновскими и гамма-излучениями для оценки физико-механических характеристик материалов и качества конструкций. При определении влажности материала оказывается целесообразным использование потока нейтронов.
Преимуществом применения ионизирующих излучений является возможность быстрого и четкого получения определяемых характеристик. Работа с соответствующей аппаратурой хотя и не сложна, но требует наличия подготовленного для этой цели персонала. Необходимо также тщательное соблюдение требований техники безопасности во избежание вредного влияния ионизирующих излучений на организм человека.
Область применения рентгеновского и гамма-излучений
Наиболее важные направления для исследования дефектов в металлических конструкциях следующие.
1. Дефектоскопия сварных соединений. На рис. 1 схематически показано просвечивание сварного шва. Наличие и положение дефекта выявляется на получаемом фотоснимке по более затемненному участку, воспроизводящему очертания отмечаемого дефекта.
а

б

Рис. 1. Выявление дефекта в сварном шве: а- схема просвечивания; 6 - эталон чувствительности (дефектометр); 1 - ионизирующий поток; 2 - наваренный металл шва; 3 - основной металл; 4 - дефект; 5 - фотопленка; 6 - эталон чувствительности
О величине его в направлении просвечивания судят сравнивая интенсивность вызванного им затемнения с затемнением, соответствующим пропилам разной глубины на эталоне чувствительности (рис. 1 ) из аналогичного материала, проецируемым на тот же снимок.
Глубина расположения дефекта выявляется смешением источника излучения параллельно фотопластинке.
Схема определения положения дефекта незначительной толщины показана на рис.2. При этом расстояние х от дефекта до поверхности снимка определяется из соотношения
 , (3.6.)
, (3.6.)
где с, с' и F - размеры, показанные на рис. 2.
При дефектах одинакового размера и формы интенсивность потемнения будет наибольшей при совпадении направления дефекта с направлением просвечивания (рис.3, поз. 2).
При расположении дефекта под некоторым углом (рис.3, поз. 2') излучения будут пересекать его по меньшему протяжению. Минимальная длина до пересечения, а, следовательно, и наименьшая интенсивность потемнения, соответствует ориентировке дефекта перпендикулярно направлению просвечивания (рис.3, поз. 2").
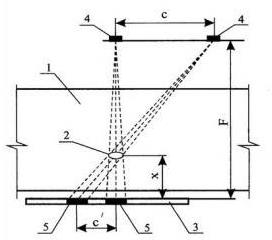
Рис.2. Определение глубины расположения дефекта: 1 - просвечиваемый элемент; 2 - дефект. 3 - фотопленка; 4 и 4' - источник излучения в двух позициях; 5 и 5' - затемненные участки фотопленки; с - смешение источника излучения; с' - смешение центра заснятого изображения, F - фокусное расстояние; х - расстояние от фотопленки до горизонтальной оси дефекта.

Рис.3. К влиянию ориентации дефекта:
1 - просвечиваемый элемент; 2,2', 2" - различные ориентации дефекта;
3 - источники излучения; 4 - направления просвечивания
Дефекты незначительной толщины могут при этом остаться и необнаруженными. Отсюда следует важный вывод, что при применении ионизирующих излучений могут быть пропущены серьезные дефекты, но с малым раскрытием в направлении просвечивания (например, расслоение металла). Во избежание этого просвечивание следует производить по двум несовпадающим направлениям.
В то же время именно перпендикулярные к заданному направлению дефекты наиболее четко устанавливаются ультразвуковыми методами, поскольку даже самые незначительные воздушные прослойки почти полностью гасят волны ультразвуковых колебаний. Оба метода контроля - ультразвуковой и с помощью ионизирующих излучений - таким образом, дополняют друг друга.
2. Определение напряженного состояния металла. Зная длину волны монохроматического рентгеновского излучения и угол падения его лучей на поверхность проверяемой детали, можно на основании замеров на соответствующих рентгенограммах вычислить основной параметр кристаллической структуры исследуемого материала - расстояние между центрами атомов в его кристаллической решетке. Сопоставляя полученное значение с величиной того же параметра в ненапряженном состоянии, можно определить упругую деформацию материала.
Таким образом, может быть выделена (что без нарушения сплошности неосуществимо другими методами) упругая составляющая деформированного состояния металла: в сварных швах после их остывания, в зонах резких перепадов напряжений, в деталях, обработанных давлением, например гнутых профилях, и т. д. Измерения при этом производятся (что также очень существенно) на весьма малых участках поверхности (порядка десятых долей мм2).
Однако рассматриваемый метод требует применения сложной аппаратуры и большой тщательности всех измерений. В то же время напряжения могут быть оценены лишь со сравнительно незначительной точностью (для стали - порядка 100-200 кгс/см2).

