




 Для совмещения операций или переходов при обработке ступенчатых отверстий применяются всевозможные комбинированные инструменты. Наиболее распространены ступенчатые сверла, зенкеры и развертки. Эти инструменты применяются на сверлильных, револьверных, агрегатных станках и токарных полуавтоматах, обеспечивая высокую производительность и простое обслуживание.
Для совмещения операций или переходов при обработке ступенчатых отверстий применяются всевозможные комбинированные инструменты. Наиболее распространены ступенчатые сверла, зенкеры и развертки. Эти инструменты применяются на сверлильных, револьверных, агрегатных станках и токарных полуавтоматах, обеспечивая высокую производительность и простое обслуживание.
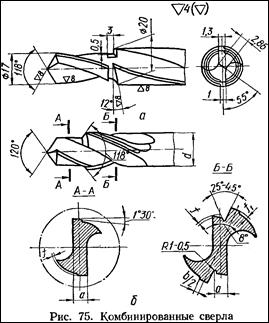
Комбинированные сверла (рис. 75) и зенкеры (рис. 76) при малом перепаде диаметров ступеней, изготавливаются перешлифовкой обычных инструментов (рис. 75, а и 76, а). Такие инструменты допускают сравнительно небольшое количество переточек, ограниченное длиной ступени малого диаметра. Поэтому находят применение сверла и зенкеры с чередующимися зубьями (рис. 78, б и 79, б). У этих инструментов для каждой режущей кромки создается прямая или винтовая канавка и соответствующая ей ленточка. Такие инструменты допускают значительное число переточек, так как калибрующий участок каждой ступени проходит по всей длине рабочей части.
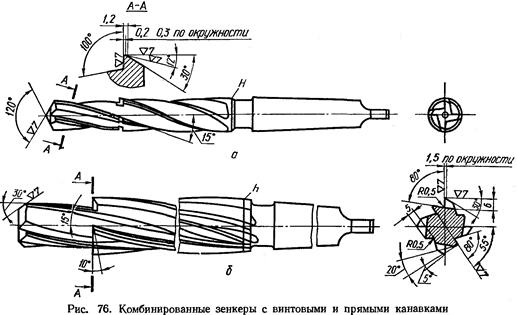 Конструируя инструменты с чередующимися зубьями, варьируя глубиной, толщиной зубьев, угловым шагом, подбирают по возможности одинаковые углы впадин для того, чтобы при фрезеровании канавок меньшее число раз менять угловые фрезы. У рассматриваемых инструментов с чередующимися зубьями только калибрующая часть ступени наибольшего диаметра имеет цилиндрическую ленточку и обратную конусность. Ленточки калибрующих частей других ступеней шириной 0,5-0,6 мм не имеют обратной конусности и затачиваются по всей длине под вспомогательным задним углом, равным 5-6°. Для улучшения направления такие инструменты могут иметь специальную цилиндрическую направляющую часть.
Конструируя инструменты с чередующимися зубьями, варьируя глубиной, толщиной зубьев, угловым шагом, подбирают по возможности одинаковые углы впадин для того, чтобы при фрезеровании канавок меньшее число раз менять угловые фрезы. У рассматриваемых инструментов с чередующимися зубьями только калибрующая часть ступени наибольшего диаметра имеет цилиндрическую ленточку и обратную конусность. Ленточки калибрующих частей других ступеней шириной 0,5-0,6 мм не имеют обратной конусности и затачиваются по всей длине под вспомогательным задним углом, равным 5-6°. Для улучшения направления такие инструменты могут иметь специальную цилиндрическую направляющую часть.
При проектировании комбинированных сверл используется метод последовательного соединения ступеней в одном корпусе. Длина L в этом случае находится как сумма длин всех ступеней отверстия. В этом случае необходимо обеспечить перекрытие обрабатываемых участков режущими кромками инструмента. В местах стыка режущие кромки инструмента должны перекрывать друг друга, так как в противном случае возможны неполная обработка поверхности детали и появление заусенцев. Кроме того, необходимо придавать определенное направление сходу стружки, чтобы избежать появления встречных сталкивающихся стружек, что может привести к поломке инструмента. При проектировании ступенчатых сверл и сверл-зенкеров надо разделять каналы для отвода стружки, т.е. стружку, отделяемую первой ступенью сверла, направлять по одному каналу, а стружку, отделяемую второй ступенью сверла или зенкером, – по другому. Разделение стружки стружколомающими канавками на более узкие и длинные полоски нежелательно, так как у ступенчатых инструментов эти полоски спутываются в клубок, и опасность поломки инструмента не устраняется.
Для обработки сложных отверстий большого диаметра применяются комбинированные инструменты со вставными зубьями.
Задача 1. Рассчитать и сконструировать сверло спиральное для сверления отверстий под винты с цилиндрической головкой, диаметром d2 (табл. 2). Материал детали – см. задачу о фасонных резцах (см. табл. 1.1). Основные размеры сверла выбрать по ГОСТ 10903-77 и 10902-77.
Таблица 2.
| № варианта | Диаметр d2, мм | № варианта | Диаметр d2, мм | Цилиндрический хвостовик |
| 1 Булгаков | 12 Довган | |||
| 2 Васильченко | 13 Забажанов | |||
| 3 Дулов | 14 Зинченко | |||
| 4 Абдулкеримов | 15 Камынина | |||
| 5 Азаренко | 16 Коноваленко | |||
| 6 Клешнева | 17 Кривега | Конический хвостовик | ||
| 7 Кравец | 18 Логвинов | |||
| 8 Бондаренко | 19 Марчук | |||
| 9 Борсук | 20 Нежута | |||
| 10 Гордиенко | ||||
| 11 Гречуха |
Задача 2. Рассчитать и сконструировать сверло спиральное для сверления отверстий под метрическую резьбу номинального диаметра d (табл. 3). Материал детали – см. задачу о фасонных резцах (см. табл. 1.1). Основные размеры сверла выбрать по ГОСТ 10903-77 и 10902-77.
Таблица 3.
| № варианта | Фамилия | Номинальный диаметр d | |
| Кубрак | М3 | Цилиндрический хвостовик | |
| Назарова | М4 | ||
| Неменов | М5 | ||
| Обелец | М6 | ||
| Онищенко | М8 | ||
| Орехов Влад | М10 | ||
| Пятаченко | М12 | ||
| Романенко | М14 | ||
| Плугатаренко | М8 | Конический хвостовик | |
| Подольский | М10 | ||
| Чунин | М12 | ||
| Самойленко | М14 | ||
| Сачик | М16 | ||
| Сидоренко | М18 | ||
| Серый | М20 | ||
| Тесленко | М22 | ||
| Токунов | М24 | ||
| М27 | |||
| М30 |

