




| П2, П2ВД (62) | 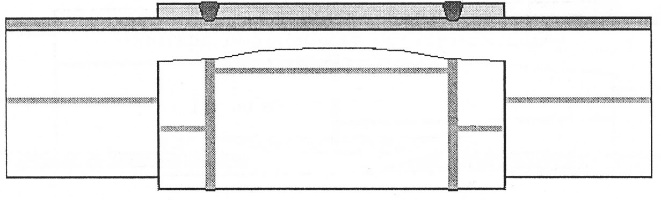
| Обжимная приварная муфта с технологическими кольцами |
Сборка ремонтных конструкций П2, П3, П4, П5, П5У, П6 В1, В2 выполняется в следующей последовательности:
- очистить от изоляции участок трубы, перекрывающий по длине границы муфты на 200 мм в каждую сторону;
- провести ДДК дефекта;
- отметить маркером (мелом) границы и центр дефекта на трубопроводе, границы муфты симметрично относительно центра дефекта;
- уточнить границы участка удаления изоляции и при необходимости дочистить его;
- провести визуально-измерительный контроль (далее - ВИК) участка трубы выходящего за границы муфты на 100 мм в каждую сторону;
- на теле трубы произвести разметку кольцевых угловых швов «муфта - труба»;
- провести неразрушающий контроль методами ПВК и УЗК через каждые 50 мм в обе стороны от линии сварки на расстоянии 50 мм. В случае наличия в контролируемой зоне недопустимых поверхностных или внутренних дефектов (расслоений) приварка муфты к трубе запрещается;
- очистить муфту от ржавчины пескоструйной обработкой или металлической щеткой. Дефекты в виде трещин, закатов, вмятин на поверхности муфт не допускаются. Устранить в процессе зачистки дефекты, выявленные на муфте в виде царапин и задиров глубиной более 0,2 мм и не превышающие 5 % толщины стенки муфты. Толщина стенки муфты в местах зачистки не должна выходить за пределы минусового допуска;
- проверить фактическую толщину стенки муфты ультразвуковым толщиномером, а размеры кромок шаблоном сварщика;
- провести очистку кромок и прилегающих к ним наружной и внутренней поверхности муфт на длину не менее 20,0 мм до чистого металла;
- сошлифовать усиление заводских продольных сварных швов в месте установки муфты (с учетом технологических колец) до величины 0,5 - 1,0 мм под муфтой и на расстоянии не менее 40 мм от торцов муфты. Места снятия усиления швов до величины от 0,5 до 1,0 мм должны быть ровными и не иметь недопустимых дефектов;
- подкладные пластины следует прихватывать сваркой к одной полумуфте со стороны разделки кромки продольного шва для исключения приварки муфты к основной трубе трубопровода. Подкладки выполняют из малоуглеродистой стали (Ст 3, сталь 10, сталь 20) толщиной от 1,0 до 1,2 мм и шириной от 35 до 40 мм по всей длине продольных швов. Прихватки устанавливают с шагом 300 мм, длина прихватки от 10 до 15 мм. Дальнейшую сборку конструкции полумуфты выполняют на трубе. Подкладка должна выступать с каждой стороны продольного стыка на величину не более от 30 до 40 мм. Перекос подкладки от оси шва не допускается. Запрещается приварка продольного шва муфты к трубопроводу;
- установить на трубе две полумуфты, произвести их сборку и фиксацию на трубе. При установке на трубу муфта должна перекрывать дефект на расстоянии не менее 100 мм с каждой стороны. Продольные швы муфты должны быть смещены относительно продольных швов трубопровода на расстояние не менее 100 мм. Расстояние между началом (концом) муфты и кольцевым стыком на трубопроводе должно быть не менее 100 мм.
Расстояние между началом (концом) муфты (с учетом технологического кольца) и ближайшим дефектом должно быть достаточным для его устранение. Сборку муфты и её фиксацию на трубе следует производить с помощью наружных звенных центраторов или гидравлических цепных приспособлений. Количество сборочных приспособлений определяется длиной муфты, но не менее двух на каждый метр длины. При установке муфты на трубу запрещается наносить удары кувалдой или другими предметами с целью получения необходимого обжатия;
- произвести проверку зазора и смещение стыкуемых кромок одновременно с зазором между стенками муфты и основной трубой трубопровода по всему периметру. Стыки под сварку должны собираться с технологическими зазорами от 2,0 до 4,0 мм. Смещение стыкуемых кромок муфты не должно превышать 20 % толщины стенки, но не более 3,0 мм. Муфта (или её элементы) должны плотно прилегать по периметру трубы или с зазором не более 3 мм. Допускаются участки с зазором между полумуфтой и трубой до 5,0 мм, при этом длина таких участков не должна превышать 300 мм;
-провести предварительный подогрев продольных кромок муфты непосредственно перед прихваткой. Необходимость предварительного подогрева и его параметры указываются в ППР и технологических картах. Предварительный подогрев следует производить с использованием плоских газовых подогревателей или газовых горелок, указанных в операционно-технологической карте сборки и сварки ремонтных конструкций и согласованных со службой охраны труда ведения ремонтных работ. Ширину зоны нагрева по оси стыка обеспечить не менее 100 мм. Температуру подогрева контролировать контактными или бесконтактными термометрами или термокарандашами. Контрольные замеры температур выполнять не менее чем в трех точках в зависимости от длины продольного стыка;
-произвести прихватку продольных стыков по длине муфты. Длина прихваток должна быть 60-100 мм. Прихватки выполняются равномерно по длине стыка. Количество прихваток определяется длиной продольного стыка, но не менее 3 шт. Концы каждой прихватки запилить шлифмашинкой. Прихватки должны обеспечить гарантированное проплавление кромок, нормативные зазоры и смещение кромок. Прихватки с недопустимыми дефектами удаляют шлифмашинкой и заваривают вновь.
- при сборке на трубе ремонтных конструкций П2, П4, П5, П5У, П6, В1 и В2 дополнительно выполняют установку технологических полуколец:
Перед монтажом технологических полуколец на основной трубе следует выполнять обработку углового сварного шва «муфта – труба» с помощью шлифмашинки для обеспечения требуемой геометрии разделки кромок.
В процессе сборки должен быть обеспечен зазор в стыке «усиливающая муфта – технологическое кольцо» в диапазоне от 2 до 4 мм. Сборку полуколец на трубе следует выполнять с помощью центраторов.

