




Ручная дуговая сварка применяется во всех областях металлообрабаты-вающей промышленности и строительства. Толщина изделий, свариваемых РЭДС: минимальная – 1 мм; максимальная при однопроходной односторон-ней сварке без разделки кро-мок – 6–8 мм, при использовании разделок прак-тически не ограничена.
Для правильного формирования шва электрод необходимо держать на-клонно по отношению к поверхности свариваемого металла (под углом 70–85°). Изменяя угол наклона электрода, можно регулировать глубину про-плавления основного металла и влиять на скорость сварки и охлаждения рас-плавленного металла.
Зажигание сварочной дуги сварщик производит кратковременным при-косновением конца электрода к изделию (метод короткого замыкания):
способ 1. Осуществить короткий удар электродом в вертикальном на-правлении и затем оторвать его на высоту 4–5 мм от изделия;
способ 2. Осуществить скользящее движение концом электрода по из-делию (50–80 мм) и затем оторвать его на высоту 4–5 мм (зажигание «спич-кой»).

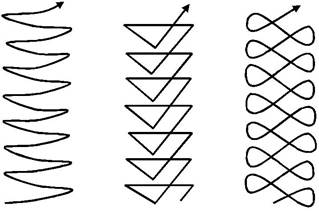
1 2 3 4
Рис. 6.3. Виды поперечных перемещений конца электрода:
1 и 2 –для равномерного прогрева кромок(используются наиболее часто);
3 –при увеличенном нагреве середины; 4 –при увеличенном нагреве кромок
Перемещение электрода (дуги) производится таким образом, чтобы обеспечить проплавление свариваемых кромок и качественное формирование шва. Для получения «узкого» валика осуществляют только продольное пере-мещение электрода без поперечных колебаний. Ширина валика – 0,8–1,5 d э. Для получения «уширенного» валика осуществляют поперечное колебание конца электрода определенной траектории (рис. 6.3).
При сварке (или наплавке валика) необходимо учитывать следующее:
чрезмерное уменьшение длины дуги ухудшает формирование шва и
может привести к короткому замыканию;
чрезмерное увеличение длины дуги приводит к снижению глубины провара, увеличению разбрызгивания электродного металла и ухудшению формирования шва.
Порядок выполнения работы
1. Ознакомиться с областями применения РЭДС, свойствами сварочной дуги, принципом работы и устройством источников питания сварочной дуги, видами сварочных электродов и электродных покрытий, техникой выполнения РЭДС и видами возникающих при сварке дефектов.
2. Освоить методику расчета режима РЭДС, рассчитать режим сварки для сварного соединения, выданного преподавателем.
3. Произвести пробную наплавку однослойных валиков в нижнем по-ложении:
а) освоить способы зажигания дуги и добиться устойчивости ее горения;
б) зажечь дугу и вести электрод вдоль меловой линии, начерченной на стальной планке, с целью образования ниточного валика, поддерживая постоянной длину дуги;
в) оценить по внешнему виду качество наплавленного валика.
Содержание отчета
1. Дать определение электрической дуги.
2. Привести схему ручной электродуговой сварки.
3. Начертить схему сварочного трансформатора и вольт-амперную характеристику.
4. Привести результаты расчетов режима сварки для заданного сварного соединения.
5. Перечислить компоненты покрытий для качественных электродов и указать их назначение.
Контрольные вопросы
1. Дайте определение термина «электрическая дуга».
2. Какие металлургические процессы протекают при ручной электродуговой сварке?
3. Приведите график внешней (вольт-амперной) характеристики источника сварочного тока для ручной электродуговой сварки.
4. Принцип выбора стальных электродов для ручной электродуговой
сварки.
5. Сущность процесса дуговой электросварки.
6. С какой целью металлические электроды покрывают обмазками?
7. Начертите схему понижающего сварочного трансформатора. Объясните принцип его работы.
8. Начертите схему сварочного генератора. Объясните принцип его работы.
Составители: Иванов Сергей Иванович
Петренко Андрей Александрович

