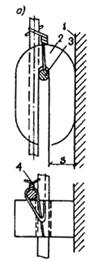
5.116. Сварные соединения анкеров с пластинами втавр следует проектировать в соответствии с табл. 52. При изготовлении тавровых соединений анкеров с плоскими элементами проката используют: дуговую сварку под слоем флюса (поз. 1—3); контактную сварку сопротивлением и непрерывным оплавлением (поз. 4,5); механизированную сварку в среде углекислого газа CO2 (поз. 6,7); ванную одноэлектродную сварку в инвентарных формах (поз. 9); ручную дуговую валиковыми швами в раззенкованное отверстие на плоском элементе проката (поз. 8). Все приведенные процессы могут быть использованы при сварке закладных деталей типа „открытый столик" (см. черт. 127, а, в), а способы сварки по поз. 6-9 - также и для изготовления закладных деталей типа „закрытый столик" (см. черт. 127, б).
5.117. Сварные соединения анкеров и арматурных стержней с пластинами внахлестку следует проектировать в соответствии с указаниями табл. 53. Рекомендуется преимущественно применять контактную рельефную сварку (поз. 2 и 3 табл. 53).
Сварные швы при сварке плоских элементов проката (пластин, уголков и т. п.) необходимо назначать по СНиП II-23-81.
ФИКСАЦИЯ АРМАТУРЫ
5.118 (5.49). Соответствие расположения арматуры ее проектному положению должно обеспечиваться применением средств фиксации.
Фиксацию арматуры рекомендуется осуществлять с помощью:
а) устройств однократного использования, остающихся в бетоне;
б) инвентарных приспособлений, извлекаемых из бетона до или после его твердения:
в) специальных деталей, прикрепленных к рабочей поверхности формы или опалубки и не препятствующих извлечению железобетонного элемента из формы или снятию с него опалубки.
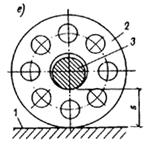
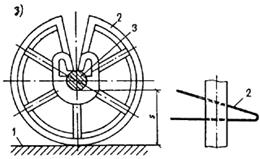
5.119. Рекомендуется применять следующие фиксаторы однократного использования:
а) для обеспечения требуемой толщины защитного слоя бетона — по черт. 130;
б) для обеспечения требуемого расстояния между отдельными арматурными изделиями или стержнями — по черт. 131;
в) для обеспечения требований, указанных в подпунктах „а" и „б", - по черт. 132.
Вид фиксатора для обеспечения толщины защитного слоя бетона у лицевых граней элементов следует выбирать согласно требованиям табл. 54. Не допускается применять в качестве фиксаторов обрезки арматурных стержней, пластин и т.п.
В растянутой зоне бетона элементов, эксплуатируемых в условиях агрессивной среды, не допускается устанавливать пластмассовые подкладки под стержни рабочей арматуры или вплотную к ним - под стержни распределительной арматуры. В таких изделиях следует применять преимущественно подкладки из плотного цементно-песчаного раствора, бетона или асбестоцемента.
5.120. В случае применения фиксаторов однократного использования следует в соответствии с требованиями табл. 54 указывать на рабочих чертежах, какие из этих фиксаторов допускаются в данном элементе.
Толщину защитного слоя бетона в месте установки фиксатора-подкладки рекомендуется принимать кратной 5 мм.
Таблица 52
| Способы сварки анкеров и арматурных стержней с пластинами втавр | Обозначение соединения по ГОСТ 14098-85 Номер позиции табл. 1 СН 393-78 | Класс арматуры | Диаметр стержня d, мм | Толщина прокатного элемента | Минимальное отношение t/d | Расстояние между осями стержней z, мм | Расстояние от оси стержня до края пластины | Длина стержня, мм | Дополнительные указания |
| 1. Механизированная дуговая под флюсом | Т1 | А-I | 8-40 | 0,50 0,55 | При d £ 22 мм | Максимальная длина стержня составляет 400 мм | |||
| А-II | 10-25 28-40 | ³6 | 0,70 0,65 | г = 25 + d; | ³ l,5 d | ³80 | |||
| А-III | 8-25 28-40 | 0,75 0,65 | при d ³ 25 мм z=2d | ||||||
| Aт-IIIC | 10-18 | ||||||||
| 2. Дуговая с малой механизацией под флюсом | Т2 | ³10 | 0,75 | To же | ³l,5 d | ³80 | Соединения типа Т2 из арматуры класса Aт-IIIC не допускаются | ||
| 3. Механизированная под флюсом по элементу жесткости (рельефу) | Т3 * | А-I А-II А-III Aт-IIIC | 8-25 10-25 8-25 10-18 | ³4 | 0,40 0,40 0,50 0,50 | Для d = 8¾16 z³d+25; для d = 18¾25 z³2d+10 | ³l,5 d | ³80 | ¾ |
| 4. Контактная рельефная сопротивлением | Т6 ** | А-I А-II А-III | 6-20 10-20 6-20 | ³4 ³4 ³6 | 0,40 0,40 0,50 | ³50 | ³ 2 d | ³80 | ¾ |
| 5. Контактная непрерывным оплавлением | 17 *** | А-I А-II А-III Aт-IIIC | 10-20 10-20 22-40 10-22 | ³4 ³6 ³12 ³6 | 0,40 0,50 0,50 0,50 | ³80 | ³1,5 d | ¾ | ¾ |
| 6. Дуговая механизированная в среде СО2, в выштампованное отверстие | Т8; Т9 ** | А-I А-II А-III Aт-IIIC | 10-36 10-36 10-36 10-22 | ³4 | 0,30 0,30 0,30 0,30 | ³50 | ³2 d | ³80 | Допускается ручная дуговая сварка |
| 7. Дуговая механизированная в среде СО2 в цикованное отверстие | T10; T11 | А-I А-II А-III Aт-IIIC | 12-25 12-25 12-25 12-18 | ³8 | ³2,5 d | ³l,5 d | ³7 d | ¾ | |
| 8. Дуговая ручная в раззенкованное отверстие | Т12 | А-I А-II А-III Aт-IIIC | 8-40 10-40 8-40 1 0-18 | ³6 ³8 ³6 ³8 | 0,50 0,65 0,75 0,75 | ³3 d | ³2 d | ¾ | ¾ |
| 9. Ванная одноэлектродная в инвентарной форме | T13 | А-I А-II А-III | 16-40 16-40 16-40 | ³8 | 0,50 | ³80 | ³2 d | ³150 | ¾ |
* Технология выполнения сварных соединений изложена в „Рекомендациях по технологии сварки под флюсом наклонных соединений закладных деталей и тавровых соединений по элементу жесткости" (ПЭМ ВНИИС Госстроя СССР, 1982).
** Технология выполнения сварных соединений изложена в „Указаниях по технологии изготовления облегченных штампосварных закладных деталей железобетонных конструкций
*** Технология выполнения сварных соединений изложена в „Инструкции по технологии контактной сварки закладных деталей типа „открытый столик" (ВСН 65), Киев, 1985.
Таблица 53
| Способы сварки анкеров и арматурных стержней с пластинами внахлестку | Обозначение соединения по ГОСТ 14098-85 Номер позиции табл. 1 СН 393-78 | Класс арматуры | Диаметр стержня d, мм | Толщина прокатного элемента | Минимальное отношение t/d | Расстояние между осями стержней z, мм | Расстояние от оси стержня до края пластины | Длина нахлестки в долях диаметра d | Дополнительные указания |
| 1. Ручная дуговая фланговыми швами | Н2 | A-I A-II; A-III Aт-IIIC at-iv:at-ivk at-vck;a-vi; Ат-ivc;at-v A-V | 10-40 10-40 10-28 10-22 10-28 10-28 10-32 | ³4 ³4 ³4 ³5 ³5 ³5 ³5 | 0,3 0,3 0,3 0,4 0,4 0,4 0,4 | ³3 d | ³ d | 3 d 4d 4d 5d 5 d 5d 5d | Расстояние от торца стержня до края пластины должно быть не менее d |
| 2. Контактная по одному рельефу | НЗ | A-I A-II A-III | 6-16 10-16 6-16 | 4-5 | 0,3 | ³4 d | ³ 2 d | 4 d | Расстояние от центра рельефа до торца стержня должно быть не менее 2 d |
| 3. Контактная по двум рельефам | Н4 | A-I A-II A-III Aт-IIIC | 12-16 12-16 12-16 12-16 | 4-6 | 0,3 | ³7 d | ³2 d | 7 d | Соединение следует применять, когда не исключено воздействие на соединение случайных моментов |