




Является довольно распространённым, так как обеспечивается сравнительно простыми средствами достаточно точное и производительное измерение отверстий, не требуется тщательного базирования измеряемого отверстия относительно пробки. Технические требования регламентируются в ГОСТе 14864-78. Стандарт устанавливает 6 типов пробок для измерения сквозных и глухих отверстий. Пневматические пробки предназначены для бесконтактных измерений цилиндрических отверстий с помощью пневматических длинномеров низкого и высокого давления.
Рисунок 3.2. – Пневматическая пробка
Пневматическая пробка состоит из пробки и рукоятки. Измерительные сопла вставные, запрессованные в тело пробки. Пробки меньших диаметров выполнены как одно целое с измерительными соплами.
В корпусе 1 пробки в двух продольных пазах 3 размещены упругие пластины 4, на которых закреплены измерительные средства 2. Выход наконечников 2 за пределы направляющей части ограниченной винтами – упорами 3.
Таблица 1. - Параметры пневматической пробки.
| Диаметр зазора м/у пробкой и отверстием | 0,04 ¸ 0,06 |
| Шероховатость, Ra | 1,25 |
| Температурный режим,0С | |
| Погрешность измерений, мкм |
4. Расчёт размерной цепи
4.1 Расчёт размерной цепи методом полной взаимозаменяемости.
Для нормальной работы машины необходимо, чтобы составные её детали и поверхности занимали одна относительно другой определённые, соответствующие служебному назначению положения.
Размерная цепь – это совокупность размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи. Размерная цепь состоит из состовляющих звеньев и одного замыкающего.
Замыкающим называют размер, который получается последним в процессе обработки детали,сборки узла машини или измерения.
Состовляющее звено – звено размерной цепи, изменение которого вызывает изменение замыкающего звена.
Состовляющие звенья делятся:
Аі уменьшающее – называется звено, с увеличением которого замыкающее звено Ао испытывает напряжение сжатия.
Аі увеличивающее – называется звено, с увеличением которого замыкающее звено Ао испытывает напряжение растяжения.
Необходимо определить допуски соответствующих размеров деталей сборочной еденици, показанной на сборочном чертеже. Заданы номинальные значения соответствующих размеров цепи и предельные отклонения исходного размера:
Ао=1(+0,3;-0,8)мм, ТО ЧТО НАПИСАНО КРАСНЫМ НЕ ПИСАТЬ Таблица 4.1. - Расчет цепи методом полной взаимозаменяемости.
| № | Тип | Аi,мм | i, мкм | T,мкм | (ES Ai ) ,мм |
| увелич | А1=2 | 0,55 | 2(+0,004) | ||
| увелич | А2=184 | 2,89 | 184(+0,015) | ||
| увелич | А3=2 | 0,55 | 2(+0,004) | ||
| уменьш | А4=5 | 0,73 | 5(-0,048) | ||
| под | уменьш | А5=20 | - | 20(-0,12) | |
| комп. | уменьш | А6=7 | 0,9 | 7(-0,058) | |
| уменьш | А7=58 | 1,86 | 58(-0,12) | ||
| уменьш | А8=30 | 1,56 | 30(-0,01) | ||
| А9=27 | 1,31 | 27(+0) | |||
| А10=11 | 1,08 | 11(-0,07) | |||
| А11=7 | 0,9 | 7(-0,058) | |||
| под | А12=15 | - | 15(-0,12) | ||
| А13=7 | 0,8 | 7(-0,058) | |||

|
где ТАо – допуск замыкающего звена,
Тст – суммарный допуск стандартных изделий(подшипников качения), которые входят в состав размерной цепи; мкм.
і – значение еденици допуска, каждого составляющего звена; мкм.
Найденному значению к соответствует 10 квалитет. Определим допуски состовляющих звеньев ТАі по выдранному квалитету точности и номинальным размерам соответствующих звеньев Аі.
Найдем предельные отклонения замыкающего звена:

Следовательно условие выполняется.
Метод полной взаимозаменяемости целесообразен для цепей малой точности, или цепей с небольшим количеством звеньев. При других данных необходимая точность изготовления деталей может выйти за пределы допустимой точности.
4.2 Расчёт размерной цепи методом регулирования.
Расчёт размерных цепей методом регулирования целесообразно применять там, где требуется точность исходного звена (замыкающего). Этот метод применим в условиях серийного и крупносерийного производства.
Достигается регулировкой одного из звеньев – компенсационного.
Роль компенсатора обычно выполняют специальные звенья конструкционного плана в виде прокладок, упоров, клиньев, регулировочных винтов и т. д. Остальные звенья цепи обрабатываются по большим допускам.
 Компенсаторы (прокладки) заранее изготавливаются требуемых размеров, и они легко подбираются после сборки остальных звеньев для достижения заданного размера замыкающего звена.
Компенсаторы (прокладки) заранее изготавливаются требуемых размеров, и они легко подбираются после сборки остальных звеньев для достижения заданного размера замыкающего звена.
Преимущество метода заключается в возможности относительно простого обеспечения точности исходного звена.
Недостатки: необходимость дополнительных работ по установлению, подбору или регулированию компенсационного звена.
Таблица 4.2 – Расчёт размерной цепи методом регулирования
| №/тип | Аi,мм | i | i2 | TAi | |||
| TAi | TAi2 | ||||||
| 1/увел | 0.55 | 0.3025 | 0.14 | 0.0196 | |||
| 2/увел | 2.89 | 8.3521 | 0.72 | 0.5184 | |||
| 3/увел | 0.55 | 0.3025 | 0.14 | 0.0196 | |||
| 0.73 | 0.5329 | 0.18 | 0.0324 | ||||
| 5/умен подш | - | - | 0.0036 | ||||
| 6/умен | 0.9 | 0.81 | 0.22 | 0.484 | |||
| 7/умен | 1.86 | 3.4596 | 00.46 | 0.2116 | |||
| 8/умен | 1.56 | 2.4336 | 0.39 | 0.1521 | |||
| 9/умен | 1.31 | 1.7161 | 0.33 | 0.1089 | |||
| 10/умен | 1.08 | 1.1664 | 0.27 | 0.0729 | |||
| 11/умен | 0.9 | 1.81 | 0.22 | 0.0484 | |||
| 12/умен подш | - | - | 0.0036 | ||||
| 13/умен | 0.9 | 0.81 | 0.22 | 0.0484 | |||
950=40+85+40+48+120+х+120+100+84+70+58+120+58
Х=93

5. Расчёт резьбовых соединений
5.1. Расчёт резьбового соединения с зазором М38 
Цифра, в резьбовом соединении указывает на степень точности, а за тем указывается основное отклонение.
Из справочника, в зависимости от шага Р, выдираем следующие значения:
Р = 1,5
d2(D2) = 37,026 мм
d1(D1) = 36,376 мм
es (d1, d2, d)= -32 мкм
ei (d)= -407мкм
ei (d2)= -268мкм
Рассчитаем все диаметры для болта M38-8g
dmax =38-0,032=37,968мм
dmin =38 -0,407=37,593мм
d1max = 36,376 -0,032=36,344мм
d1min =не нормируется
d2max =37,026 -0,032=36,994мм
d2min =37,026 -0, 268=36,758мм
EI (D1, D2, D) = 0мкм
ES(D1)= +475мкм
ES(D2)= +315мкм
Рассчитаем все диаметры для гайки М8-8Н
Dmax= не нормируется
Dmin=38 мм
D1max=36,376 +0,475=36,851мм
D1min=36,376 мм
D2max=37,026 +0,315=37,341мм
D2min=37,026 мм

Рисунок 5.1 - Схема полей допусков с зазором.
5.2. Расчет резьбового соединения с натягом М38 
 Натяг резьбового соединения задаётся только по среднему диаметру d2. По наружному и внутреннему диаметру предусмотрены зазоры. Материал детали с заданной внутренней резьбой – сталь или прочные титановые сплавы.
Натяг резьбового соединения задаётся только по среднему диаметру d2. По наружному и внутреннему диаметру предусмотрены зазоры. Материал детали с заданной внутренней резьбой – сталь или прочные титановые сплавы.
Рисунок 5.2 - Схема полей допусков с зазором.
6. Выбор метода и средств измерения точности цилиндрических резьб
Точность резьбы можно контролировать 2-мя методами.
Комплексный метод – контроль расположения контура резьбы в предписанном поле допуска. Осуществляется с помощью резьбовых калибров, резьбовых пробок и резьбовых колец. Дифференцируемый метод – по элементный контроль каждого параметра резьбы.
Для контроля резьб с диаметром больше 18 мм применяют метод 3-х проволочек, для диаметра меньше 18 мм применяют метод слепков при разрезании гайки.
Длина с винчивания рабочего калибра означает, что приведенный средний номинальный внутренний для вала и наружный наименьший для гайки диаметры не выходят проходные предельные отклонения. Непроходимыми калибрами контролируют только средний диаметр резьбы, они не должны свинчиваться более чем на 2 оборота. Контролируемые параметры измеряют многократно.
 Шаг резьбы – измеряют с помощью универсальных или специальных средств. В специальных приборах шаг измеряют путём сравнения с образцом, либо со штриховой мерой.
Шаг резьбы – измеряют с помощью универсальных или специальных средств. В специальных приборах шаг измеряют путём сравнения с образцом, либо со штриховой мерой.
Рисунок 6.1. - Метод 3-х проволочек.
7. Расчет и выбор посадок подшипников качения
Подшипники качения – наиболее распрастронённые стандартные, сборочные еденици, изготовленные на спец. заводах. Они обладают полной взаимозаменяемостью по присоединительным поверхностям, определённым наружным диаметром D наружного кольца и внутренним диаметром d внутреннего кольца.
Посадку подшипника качения на вал и корпус выбирают в зависимости от типа и размера подшипника, условий его эксплуатации, характера и типа нагружения.
Циркуляционное нагружение обычно используется для подвижных колец с небольшим натягом посадочной поверхности. При циркуляционном нагружении колец подшипников посадки выбирают по интенсивности радиальной нагрузки РR.

где: R – радиальная нагрузка на подшипник;
в – рабочая ширина подшипника;
Кn - динамический коэффициент, зависящий от характера динамической нагрузки (Кn =1 – нормальные условия);
F – коэффициент, учитывающий степень ослабления натяга, в случае полого вала. (F=1 – для сплошного вала);
FA – коэффициент неравномерности радиальной нагрузки, между телами качения в многорядных подшипниках. (FA =1 – в однорядных подшипниках).
Рассчитаем посадку шарикого радиального однорядного подшипника 304.
в=15-2*2=11мм=0,011м
Принимаем Кn =1, F=1, FA =1, R=1.5 к*Н.
PR = 
По полученному расчётному значению PR выбираем отклонение вала под внутренее кольцо подшипника по таблице 6 МУ.
js6 –отклонение вала; ø20 мм-диаметр вала;
ø 20 js6 (-0,065; -0,065) Условимся использовать в КР подшипники 6-го класса точности.
L6-внутреннее кольцо;
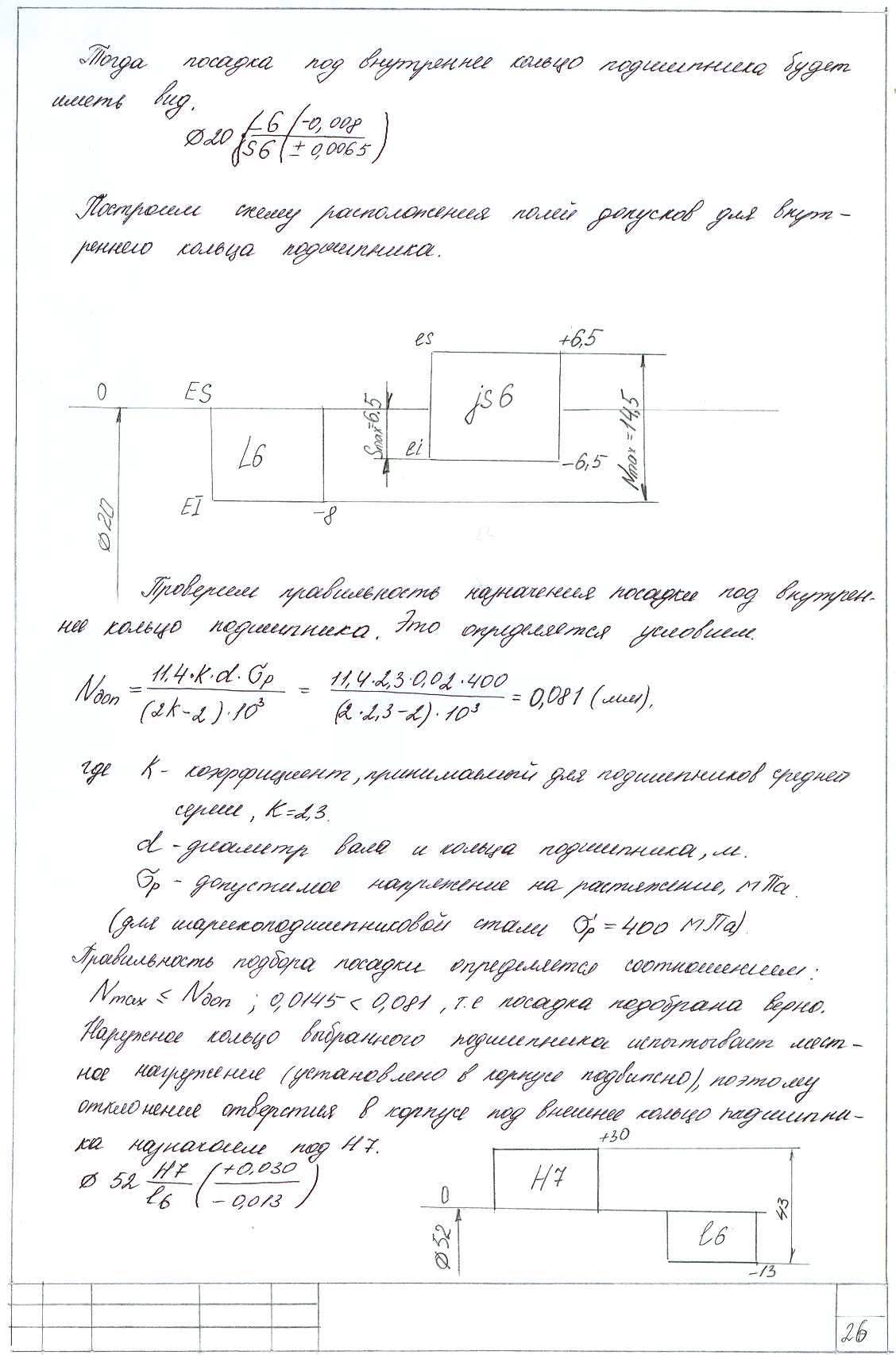 l6-наружное кольцо
l6-наружное кольцо
8. Шероховатость поверхности
Шероховатостью поверхности согласно ГОСТ 25142-82 (СТ СЭВ 1156-78) называют совокупность неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины.
Шероховатость поверхностей изделий независимо от материала и способа. Изготовления можно оценивать количественно одним или несколькими параметрами:  ,
,  ,
,  ,
,  ,
,  ,
,  .
.
Параметры, связанные с высотными свойствами.
Среднее арифметическое отклонение профиля - среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины. Высота неровностей профиля по десяти точкам - сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин в пределах базовой длины. Наибольшая высота неровностей профиля - расстояние между линией выступов профиля и линией впадин в пределах базовой длины.
Параметры, связанные со свойствами неровностей в направлении длины профиля.
Средний шаг неровностей профиля  - среднее значение шага неровностей профиля в пределах базовой длины. Средний шаг местных выступов профиля - среднее значение шага местных выступов профиля в пределах базовой длины.
- среднее значение шага неровностей профиля в пределах базовой длины. Средний шаг местных выступов профиля - среднее значение шага местных выступов профиля в пределах базовой длины.
Параметры, связанные с формой неровностей профиля.
Относительная опорная длина профиля - отношение средней длины профиля к базовой длине.
По заданию задано значение:
 ,среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины.
,среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины.
 , среднее значение шага неровностей профиля в пределах базовой длины.
, среднее значение шага неровностей профиля в пределах базовой длины.
В соответствии с выданным заданием был выбран прибор для измерения шероховатости профилограф.
Профилограф — прибор для измерения величин неровностей поверхностей в нормальном к ней сечении и представлении результатов измерения на шкале прибора в виде значения одного из параметров, используемых для оценки этих
неровностей (рис. 8.1) Большинство профилометров даёт оценку поверхностных неровностей по параметру Ra. Оценка шероховатости по параметру Rz связана с трудностями обработки сигнала.
Принцип действия его заключается в следующем. Игла 1 скользит по шероховатой поверхности и вместе с якорем 2 поворачивается относительно призмы 3, в результате чего меняется зазор между якорем 2 и сердечником 4, что генерирует переменный сигнал в катушках 5 и 6, который усиливается блоком 7 и регистрируется на ленте 10 самописца 8, а также стрелочным прибором 9. Микропроцессор 11 предназначен для вычисления стандартных показателей микрогеометрии, которые высвечиваются на цифровом табло. Для исключения влияния волнистости призма прибора прикреплена к шаровой опоре 12. Шаровая опора обеспечивает скольжение по вершинам микровыступов, огибая волны, поскольку если опора будет скользить по плоской гладкой поверхности, то одновременно будут записываться шероховатость и волнистость.
Прибор позволяет изменять в широком диапазоне масштаб увеличения по осям Х и Y. Возможно увеличение по оси Y до 100000 раз.

Рисунок 8.1 - Схема профилографа
9. Допуски формы и взаимного расположения поверхностей
В основу нормирования и количественной оценки отклонений формы и расположения поверхностей положен принцип прилегающих (прямых, окружностей, плоскостей, цилиндров и т.п.). Количественно отклонения оценивают по наибольшему расстоянию от точек реальной поверхности до соответствующей прилегающей по нормали к последней.
Термины и определения отклонений и допусков формы и расположения установлены ДСТУ 2498 – 94 (ГОСТ 24642 – 81).
Допуск пересечения осей
| 0,006 |
Отклоонением от пееречечения осей EPX, называеться наименьшее расстояние между осями, номинально пересекающимися Делаешь рисунок 2.17д (рисунок 9.1).,
Полем допуска являеться область в пространстве, ограниченная двумя параллельными плоскостями, расположенными симметрично относительно базовой оси и остоящими друг от друга на расстояниии, равном допуску пересечения в диаметральном выражении TPX или удвоенному допуску пересечения в радиусном выражении TPX/ 2 Делаешь рисунок 2.17е (рисунок 9.2)

10. Точность зубчатых колёс
Погрешности изготовления и сборки зубчатых передач вызывают значительные динамические нагрузки, шум, вибрации, дополнительные напряжения на зубья, а так же несогласованности углов поворота и ведомых колес.
Правильный выбор допусков на зубчатые передачи должен обеспечивать кинематическую точность передач, плавность работы, полноту контакта зубьев и необходимый боковой зазор.
Исходя из условий эксплуатации, к зубчатым колесам предъявляются различные требования, как по величине, так и по расположению полей допусков. В зависимости от точности изготовления стандартами установлены отдельно нормы кинематической точности, плавности работы и контакта зубьев колес в передачах.
Профиль, номинальные размеры и шаги эвольвентных зубчатых передач регламентированы ГОСТ 13755 - 81.
Кинематическая точность зубчатой передачи характеризуется величиной кинематической погрешности. Стандартом регламентируется небольшая кинематическая погрешность передачи - наибольшая алгебраическая разность значений кинематической погрешности за полный цикл изменения относительного положения зубчатых колес.
Плавность работы зубчатой передачи характеризуется местной кинематической погрешностью и циклической погрешностью передач.
Полнота контакта зубьев - относительными размерами по длине и высота зуба суммарного пятна контакта сопряженных зубьев.
Боковой зазор в передаче устанавливается в пределах между минимально необходимым (для обеспечения смазки, компенсации погрешности монтажа, учёта изменения смазки),и максимально допустимым зазорами.
Для зубчатых колёс и передач установлены 12 степеней точности, обозначаемые в порядке убывания точности цифрами от 1 до 12
Для каждой степени точности зубчатых колёс и передач установлены нормы кинематической точности, плавности работы и контакта зубьев в передаче, при этом допускается комбинирование этих норм для различных степеней.
Установлено шесть видов сопряжения зубчатых колёс в передаче A,B,C,D,E,H (при сопряжении Н боковой зазор равен нулю, а при сопряжении А он максимальный), а также восемь видов допуска Tin на боковой зазор x,y,z,a,b,c,d,h.
Точность изготовления зубчатых колёс и передач задаётся степенью точности, а требования к боковому зазору видом сопряжения по нормам бокового зазора
Заданная точность 7-6-7А показывает что передача имеет: 7 -степень точности по нормам кинематической точности,6 по нормам плавности, 7 по нормам контакта зубьев, вид сопряжения А.
Данное колесо является кинематическим (отсчетным).
Допуски отсчетных колес:
Fi, - допуск на кинематическую погрешность колеса; Fp- допуск на накопленную погрешность шага; Fr- допуск на радиальное биение зубчатого венца; Fvw - допуск на колебание длины обшей нормали;
Все эти отклонения выявляются за один оборот колеса.
Библиография
1. Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения.-Изд. 5-е.-М.: Машиностроение, 1979.-344 с.
2. Зябрева Н.Н., Перельман Е.И., Шегал М.Я. Пособие к решению задач по курсу “Взаимозаменяемость, стандартизация и технические измерения”.-М.: Высшая школа, 1977.-208 с.
3. Допуски и посадки: Справочник/Под ред. В.Д.Мягкова.-Л.: Машиностроение, 1982.-Ч. 1, 543 с.
4. Допуски и посадки: Справочник/Под ред. В.Д.Мягкова.-Л.: Машиностроение, 1982.-Ч. 2,447 с.
5. ГОСТ 25346-82 (СТ СЭВ 145-75). ЕСПД. Общие положения, ряды допусков и основных отклонений.
6. ГОСТ 25347-82 (СТ СЭВ 145-75). ЕСПД. Поля допусков и основных рекомендуемые посадки.
7. СТ СЭВ 157-75. Калибры гладкие для размеров до 500 мм. Допуски.
8. ГОСТ 14807-69 - ГОСТ 14827-69. Калибры – пробки гладкие диаметром от 1 до 360 мм. Конструкция и размеры.
9. ГОСТ 18358-73 – ГОСТ 18369-73. Калибры – скобы гладкие диаметром от 1 до 360 мм. Конструкция и размеры.
10. ГОСТ 2. 316-68. ЕСКД. Правила нанесения на чертежах надписей, технических требований и таблиц.
11. ГОСТ 23360-78(СТ СЭВ 189-79). ОНВ. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски.
12. ГОСТ 1643-81. Передачи зубчатые цилиндрические. Допуски.
13. ГОСТ 6636-69 (СТ СЭВ 514-77). Нормальные линейные размеры.
14. ГОСТГОСТ 24642-81 (СТ СЭВ 301-76). ОНВ. Допуски формы и расположения поверхностей. Основные термины и определения.
15. ГОСТ 24643-81 (СТ СЭВ 636-77). ОНВ. Допуски формы и расположения поверхностей. Числовые значения.
16. ГОСТ 2.308-79 (СТ СЭВ368-76). ЕСКД. Указание на чертежах допусков формы и расположения поверхностей.
17. ГОСТ 2.309-73. ЕСКД. Обозначение шероховатости поверхностей.
18. ГОСТ 2.403-75. Правила выполнения чертежей цилиндрических зубчатых колёс.
19. СТП КПИ 2.001-83. Курсовые проекты. Требования к оформлению документации.
20. ГОСТ 520-71. Подшипники шариковые и роликовые. Технические требования.
21. ГОСТ 18855-82 (СТ СЭВ 2793-80). Подшипники качения. Расчёт динамической грузоподъёмности, эквивалентной динамической нагрузки и долговечности.
22. ГОСТ 3325-85 (СТ СЭВ 773-77). Подшипники качения. Поля допусков и технические требования к посадочным поверхностям валов и корпусов. Посадки.
23. ГОСТ 1139-80. ОНВ. Соединения шлицевые прямобочные. Размеры и донуски.
24. ГОСТ 16319-80. Цепи размерные. Основные положения. Термины, обозначения и определения.
25. ГОСТ 16320-80. Цепи размерные. Расчёт плоских цепей.
26. ГОСТ 24643-81 (СТ СЭВ 636-77). ОНВ. Допуски формы и расположения поверхностей. Числовые значения.
27. ГОСТ 16093-81 (СТ СЭВ 640-77). ОНВ. Резьба метрическая. Допуски. Посадки с зазором.
28. Баласанян Р.А. Атлас деталей машин. Учебное пособие для техн. вузов. – Х.: «Основа», 1996г. – 256 с.
29. Дунаев П.Ф., Леликов О.П. Конструирование узлов и деталей машин. Учебное пособие для техн. вузов. – 4-е издание, переработанное и дополненное – М.: Высш., 1985г. – 416 с.

