




Рісі
| Дәлдік кластары | Бұралу ұзындықтарындағы дәлдік шектер өрісі | |||||
| S | N | L | S | N | L | |
| Сыртқы ойма | Ішкі ойма | |||||
| точный(Дәл | )h4h3( | ]g4[h 4 | )h4h,5( | Н4 | Н5Н4 | 6Н |
| Орташа | h6h5 | ]6g[6h, | )7h6h( g67g | )G5(H, 5 | 6G]6Н[ | )7G(7Н. |
| )грубый(Өрескел | g6g5 - | 6f,6l,6d g8,)h8( | 7l 6l )g8g 9( | - | 7Н,7G | )G8(Н, 8 |
Ауыспалы қондырулар
, аулақ болғанда қолданады.)ойма қосылыстарында, дірілмен бұзылғандар, жұқа қабырғаны бөлшектерде(1 бойынша тек келесідей жағдайларда қолданады, қашан жұмыс істеу үрдісінде қосылыстардың қозғалмауын қамту қажет болғанда, бірақ үлкен керу бөлшектерді бүлдіруге әкелетін жағдайда 8-43842Ойма қосылыстарда ауыспалы қондырулар МЕСТ
қажет, мұнда ауыспалы қосылыстарды қолдану қарастырылған, ондай жағдайда қосымша сыналанатын элементтерді ойластырған дұрыс.)құрылмасына(, ойма қосылыстары конструкциясына)оған қоса қосылыстар саңылаумен болса(Қанша дегенмен ауыспалы қондыруларда өте кіші керулер бөлшектерді өздігінен бұралып босауын ұстай алмайтын болса
болаттан жасалған, ішкі оймалармен жанасатын бөлшектерде шойыннан, болаттардан, аллюминий және магнилі қорытпалардан жасалған. Ауыспалы қондыруларды оймалы қосылыстарды басқа материалдарды қолданғанда қосымша түрде оларды бақылау қажет болады.)шпилканың бұралатын шетіндегі оймасы(Ауыспалы қондырулар сыртқы оймалар үшін арналған
кестеде келтірілген.2.2- суретте көрсетілген, ал ұсынылатын қондырулар, яғни әр түрлі дәлдік шек өрістерінің үйлесімділігі 14.2Н. Ауыспалы қондырулардың дәлдік шек өрістерінің орналасуы 15Н, 4Н, 3 - үш дәлдік шек өрісі)оймалы тесіктерге(m және ішкі үшін 2jk, 4j, 4jh, 4 - төрт дәлдік шек өрісі қарастырылған)шпилкалар(Стандартпен сыртқы ойма үшін
-кесте. Оймалы қосылыстардағы ауыспалы қондырулармен2.21
ұсынылатын дәлдік шектер өрісі
| Ойманың нақтылы диаметрі,мм | Ішкі оймалы бөлшектің материалы | Дәлдік шек өрістері | Қондыру Лар | |
| сыртқы оймаға | ішкі оймаға | |||
| дейін- тен 165 | Болат Шойын, алюминий және магний қорытпалары | m2jk, 4 m2jk, 4 | Н 6Н4 Н,6Н3 Н,6Н5 Н,6Н3 | Н6Н3Н,6Н,4 m2jk, 4 5Н, 6 Н,3Н, 6Н m2jk, 4 |
| дейін03-ден81 | Болат Шойын, алюминий және магний қорытпалары | m2j, 4 m2j, 4 | Н,6Н4 Н,6Н3 Н,6Н5 Н,6Н3 | 4Н, 6 Н,3Н, 6Н m2j, 4 5Н, 6 Н,3Н, 6 Н m2j, 4 |
| дейін54-тен53 | Болат, шойын, алюминий және магний қоспалары | jh4 | Н,6Н5 | Н6,Н5 jh4 |
 Ойма дәлдік шектер өрісінің өтпелі қондырулармен орналасуы 4.21
Ойма дәлдік шектер өрісінің өтпелі қондырулармен орналасуы 4.21
d.0,2...3d, алюминий және магний қорытпалары үшін 1,5...1,521,-d, шойындар үшін521...1,-Оймалы қосылыстарды бұралу ұзындығы ауыспалы қондырулармен қолданылатын бөлшек материалының ішкі оймасымен сәйкес болып және келесідей шектікте болулары керек: болаттар үшін
дан аспауы керек. Кері конустылық ұрықсат етілмейді.%52Сыртқы және ішкі оймалар форма ауытқулары нақты орташа диаметрлердің ең жоғарғы және ең төменгі айырым арасымен анықталады, әрі орташа диаметр дәлдік шегінің
Қондырулар кернеумен
, болаттан жасалған ішкі оймамен қосылатын, әрі жоғарғы беріктіліктегі титан қорытпалары, шойын, алюминий және магний қорытпаларына арналған.)шпилка сонында оймалы бекітуге(1 белгіленген болаттан жасалған бөлшектерге сыртқы ойма үшін8-8064Ойма қосылыстар үшін қондырулар керумен тек, керу арқылы өз бетімен босамайтын, басқадай қосымша сыналатын элементтерсіз болған жағдайда қолданылады. Қондырулар керумен МЕСТ
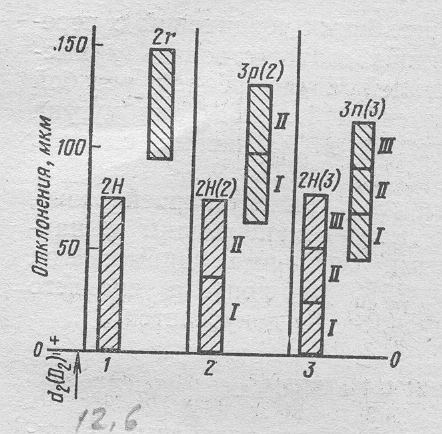
орташа диаметріне d)шпилкаға(Стандартпен сыртқы ойманың 2 орташа диаметрге D)оймалы тесікке(r және ойма үшін 3p, 3n, 3үш дәлдік шек өрісі қарастырылған 2. Сыртқы ойма дәлдік шек өрісіне d бойынша,е6,,с6, ал ішкі оймаға D) сурет5.21(Н 2бір дәлдік шек өрісі 1 керуді.-С, қайсылары сыртқы диаметр бойынша саңылау қамтамасыз етеді, ал орташа диаметр бойынша 5С, 4D, 5D, 4 -бойынша

Ойма дәлдік шектер өрісінің керумен орналасуы
. Сұрыптауды ойма ұзындығы орта бөлімінен меншікті орташа диаметр бойынша жүргізукерек.).6 сурет21(Қосылыстарда аздаған ғана керудің ұлғаюы кернеудің тез өсіп ұлғаюына әкеледі, ол өз кезегінде пластикалық деформация пайда болуы мүмкін, ал өз кезегінде ойма бөлшектерде екі немесе үш өлшем селективті сұрыптап жинастыру топтарын жүргізу қажеттілігін тудырады
кесте. Ойма қосылыстарға керумен ұсынылатын дәлдік шек3.21
өрістері
| Бөлшектер материалда-ры | Дәлдік шектер өрісі | |||||
| Сыртқы оймалар | Р адымдағы ішкі оймалар | Р адымдағы қондырулар | Құрасты-рудың қосымша талаптары | |||
| дейін-мм521, | мм жоғары521, | мм дейін521, | мм жоғары521, | |||
| Шойын және алюминий қорытпала-ры | Іpә | D5Н2 )2(D5Н2 | С5Н5 )2(С5Н2 | D5Н2 r2 | С5Н2 r2 | - |
| Шойын, алюминий және магний қорытпала-ры | )і(n3 | )3(D4Н2 | )3(С4Н2 | D5Н2 r2 | С5Н2 r2 | Екі топқа сұрыптау |
| Болат,жоға-ры берікті-ліктегі және титан қорытпала-ры | )3(n3 | )3(D4Н2 | )3(С4Н2 | )3(D4Н2 )3(n3 | )3(С4Н2 )3(n3 | Үш топқа сұрыптау |
Н6Н дәлдік шек өріс үйлесімінде қолдануға болады, бірақ бұл қондырулар ауыспалыға жататын болған соң, оларды қолдану қосымша тексеруді талап етеді.3ақ -ді өлшем топтарына сұрыптамай-n3р және 3Оймалы қосылыстарды, бір аттас өлшем топтарындағы ойма бөлшектерден жинастыру қажет. Дәлдік шек өрістерін
Оймаларды топтары бойынша сорттау. 1-сорттаусыз; 2-қондыру сорттаумен екі топқа; 3-қоңдыру үш топқа сорттаумен6.21
Ойма қосылыстағы керумен келтірілген құрастырушы, үйлестірілген қондырулар дәлдік шек өрістері 12.3-кестеде келтіріліп ұсынылған. Жақша ішінде сұрыптау топтар саны көрсетілген.
Ішкі және сыртқы оймалардың форма ауытқуы және бұралу ұзындыққа техникалық талаптар ауыспалы қондыруларға арналған сияқты.
Оймаларды бақылау құралдары және әдістері
дифференцир(Ойма параметрлерін жекелей саймандарды және т.б., сонымен қатар технологиялық жабдықтарды жөнге келтіргенде әрі жарамсыздықтың себептерін анықтағанда қолданады.-жеке береді. Бұл күрделі және еңбек шығыны көп әдіс, буны тек қана өте дәл ойманы, калибрлерді, пробкаларды, ойма құрастырушы құрал-жеке бақылайды. Әрбір параметрге жарамдылығы жөніндегі қорытынды шешімді жеке- және комплексті әдістермен бақылауға болады. Жекелей бақылау әдісінде орташа диаметрде, адымды және кескін бұрышы жартысын әрқайсысын жеке).
Шектік ойма калибрлері өндірісте қолдану, сонымен қатар жекелей бақылау өте күрделі.)индивидуальн.(ақ ішкі және сыртқы ойма диаметрлерін оймалы бөлшектің нақты контурын шектікпен салыстыру жолымен. Ойманы бақылауға арналған калибрлерді тек қана массалық, үлкен сериялық кіші сериялық жекеленген - оймаларды бақылаудың комплексті әдісінде қолданады. Бұндай жағдайда бір мезгілде орташа диаметрді, адымды, кескін бұрыш жартысын бақылайды, сондай) сурет7.21(
Оймалар калиблері
жаңа болтпен немесе шпилкамен.- жаңа гайкамен, тесік оймасын - қолда бола беруі өте қиын, сондықтан оймаларды көп немесе жаңа бөлшек қосылысымен бұрауға тексереді, болт оймасын немесе шпилкаларды)наборының(Жөндеу кәсіпорындарында, қайсыларында ойма қосылыстар өлшем типтерінің көптігінен қажетті калибрлердің, толық жиынтығы
Тиісті ойма калибрлерін немесе үлгі ретіндегі бөлшекті таңдау үшін ойманың нақтылы адымын білу қажет, қайсысын ойма өлшеммен анықтау ең жеңіл жол.
Оймалы шаблондар ақ әмбебапты немесе аспапты микроскоппен өлшеуге болады.- өлшемнен ойма кескін толықтығын анықтау үшін, токарлік бұранды кескіш станоктарда сыртқы ойма жасағанда, соңынан орташа диаметрді өлшеу үшін қолдануға болады. Сыртқы ойма орташа диаметрін қажетті дәлдікке байланысты ойма микрометрімен, үш сым әдісімен, сондай- өлшем дерінің негізгі міндеттері ойманың нақьылы адымын іріктеп алып және ең қажетті ойма шаблонын салумен анықтау. Ойма - тен 6мм дейін стандартталған метрикалық кескіндемеден тұратын. Ойма 4,0 ойма адымдары)набор(тиісті болат пластикалар жиынтығы -өлшемдер - немесе ойма) сурет8.21(
 - Оймалар шаблондары
- Оймалар шаблондары
Оймалы микрометр 1. Оймалы микрометрлерді ойма дәлдігіне онша жоғары талаптар қойылмаған уақытта қолданады, өйткені ауысымды үшкірмелер өлшеу нәтижесінде үлкен қателіктер енгізеді.)мм өлшеу ауқымындағы микрометрлер үшін05...52(бойынша2 немесе арнайы орнатушы өлшем)мм ауқымды өлшейтін микрометрлер үшін52...0(тірелгенінше келтіріп)наконечники(қозғалмайтын өкшесінде. Микрометрді нолге реттейді немесе үшкірмелерді 3әрқашан микрометрдің винтінде болуы керек, ал призмалық4)вставка(басқалардан ерекшелігі ауысымды өлшейтін үшкірлерімен айырады. Конустық ендірме)сурет9.21(
 Оймалы микрометр
Оймалы микрометр
Үш сым әдісі диаметрлерін, келесідей сұрыптайды, олардың түйісу ойма кескішімен ойыс ені, дөңес еніне тең деңгейде жүргізілуі керек.)роликтер(. Калибрленген сымдар) сурет0.121(орташа диаметрді дәлдеңкірек анықтау үшін арналған -
Қапсыратын өлшем М қажетті дәлдікке байланысты микрометрмен, микроқатормен, оптикалық өлшеммен өлшеуге болады, ал орташа диаметрді формула бойынша есептеп шығарады
d2).621(66р 8,0+d3 - М =
тарауда түсіндірілген. Ішкі ойма параметрлерін өлшеу тіпті күрделі. Керек болған жағдайда ішкі оймадан төмен температурада балқитын арнайы қорытпаларды қою арқылы көшірмесін алады және оймалар параметрлерін әмбебапты немесе аспапты микроскопта көшірме бойынша анықтайды.-Оймалар параметрлерін өлшеу әдісі аспаптық микроскопта VІ
 Оймалардың орташа диаметрлерін үш сым әдісімен анықтау
Оймалардың орташа диаметрлерін үш сым әдісімен анықтау
Индикаторлы ойма-өлшем. Ішкі оймаларды орташа диаметрлері бойынша сурыптау және бақылау үшін қолдануға болады.). Индикаторлы ойма өлшегіш
гайкамен ауысымды оймалы пробка 1 ұсталынады. Пробканың кесілген бөлігі ішкі ойма типіне сәйкес болуы керек, қайсысын өлшеу қажет.2бекітілген. Аспаптың төменгі бөлгінде8индикатор9гайка0Корпуста 1
индикатормен белгілейдіі.8өзектің өлшеу ендірмелеріне тірелетін 11 және оларды өлшейетін төменгі конустық бөлігін басады. Конустық өзектің жылжуы3упорды бұрып және интермеші4 орналасқан, қайсысы серіппе төменгі жағдайға сығады. Өлшеу кезінде босату кнопкасын 6 басады, қайсысы5конустық өзек0Корпус 1
және ашықтарын бақылау үшін қолдануға болады.)жабық(өлшемді ішкі оймалар диаметрі 16 мм дейінгі саңылаусыз-Индикаторлы ойма
Оймалар калиблері
 жаңа болтпен немесе шпилкамен.- жаңа гайкамен, тесік оймасын - қолда бола беруі өте қиын, сондықтан оймаларды көп немесе жаңа бөлшек қосылысымен бұрауға тексереді, болт оймасын немесе шпилкаларды)наборының(Жөндеу кәсіпорындарында, қайсыларында ойма қосылыстар өлшем типтерінің көптігінен қажетті калибрлердің, толық жиынтығы
жаңа болтпен немесе шпилкамен.- жаңа гайкамен, тесік оймасын - қолда бола беруі өте қиын, сондықтан оймаларды көп немесе жаңа бөлшек қосылысымен бұрауға тексереді, болт оймасын немесе шпилкаларды)наборының(Жөндеу кәсіпорындарында, қайсыларында ойма қосылыстар өлшем типтерінің көптігінен қажетті калибрлердің, толық жиынтығы
Тиісті ойма калибрлерін немесе үлгі ретіндегі бөлшекті таңдау үшін ойманың нақтылы адымын білу қажет, қайсысын ойма өлшеммен анықтау ең жеңіл жол.
Оймалы шаблондар ақ әмбебапты немесе аспапты микроскоппен өлшеуге болады.- өлшемнен ойма кескін толықтығын анықтау үшін, токарлік бұранды кескіш станоктарда сыртқы ойма жасағанда, соңынан орташа диаметрді өлшеу үшін қолдануға болады. Сыртқы ойма орташа диаметрін қажетті дәлдікке байланысты ойма микрометрімен, үш сым әдісімен, сондай- өлшем дерінің негізгі міндеттері ойманың нақьылы адымын іріктеп алып және ең қажетті ойма шаблонын салумен анықтау. Ойма - тен 6мм дейін стандартталған метрикалық кескіндемеден тұратын. Ойма 4,0 ойма адымдары)набор(тиісті болат пластикалар жиынтығы -өлшемдер - немесе ойма) сурет8.21(
- Сурет. Оймалар шаблондары 8.21
Оймалы микрометр 1. Оймалы микрометрлерді ойма дәлдігіне онша жоғары талаптар қойылмаған уақытта қолданады, өйткені ауысымды үшкірмелер өлшеу нәтижесінде үлкен қателіктер енгізеді.)мм өлшеу ауқымындағы микрометрлер үшін05...52(бойынша2 немесе арнайы орнатушы өлшем)мм ауқымды өлшейтін микрометрлер үшін52...0(тірелгенінше келтіріп)наконечники(қозғалмайтын өкшесінде. Микрометрді нолге реттейді немесе үшкірмелерді 3әрқашан микрометрдің винтінде болуы керек, ал призмалық4)вставка(басқалардан ерекшелігі ауысымды өлшейтін үшкірлерімен айырады. Конустық ендірме)сурет9.21(
Сурет. Оймалы микрометр9.21
Үш сым әдісі диаметрлерін, келесідей сұрыптайды, олардың түйісу ойма кескішімен ойыс ені, дөңес еніне тең деңгейде жүргізілуі керек.)роликтер(. Калибрленген сымдар) сурет0.121(орташа диаметрді дәлдеңкірек анықтау үшін арналған -
Қапсыратын өлшем М қажетті дәлдікке байланысты микрометрмен, микроқатормен, оптикалық өлшеммен өлшеуге болады, ал орташа диаметрді формула бойынша есептеп шығарады
d2).621(66р 8,0+d3 - М =
тарауда түсіндірілген. Ішкі ойма параметрлерін өлшеу тіпті күрделі. Керек болған жағдайда ішкі оймадан төмен температурада балқитын арнайы қорытпаларды қою арқылы көшірмесін алады және оймалар параметрлерін әмбебапты немесе аспапты микроскопта көшірме бойынша анықтайды.-Оймалар параметрлерін өлшеу әдісі аспаптық микроскопта Оймалардың орташа диаметрлерін үш сым әдісімен анықтау
Индикаторлы ойма-өлшем. Ішкі оймаларды орташа диаметрлері бойынша сурыптау және бақылау үшін қолдануға болады.).11-сурет21(
.Индикаторлы ойма өлшегіш
гайкамен ауысымды оймалы пробка 1 ұсталынады. Пробканың кесілген бөлігі ішкі ойма типіне сәйкес болуы керек, қайсысын өлшеу қажет.2бекітілген. Аспаптың төменгі бөлгінде8индикатор9гайка0Корпуста 1
индикатормен белгілейдіі.8өзектің өлшеу ендірмелеріне тірелетін 11 және оларды өлшейетін төменгі конустық бөлігін басады. Конустық өзектің жылжуы3упорды бұрып және интермеші4 орналасқан, қайсысы серіппе төменгі жағдайға сығады. Өлшеу кезінде босату кнопкасын 6 басады, қайсысы5конустық өзек0Корпус 1
және ашықтарын бақылау үшін қолдануға болады.)жабық(өлшемді ішкі оймалар диаметрі 16 мм дейінгі саңылаусыз-Индикаторлы ойма
Оймаларды бақылау құралдары және әдістері
саймандарды және т.б., сонымен қатар технологиялық жабдықтарды жөнге келтіргенде әрі жарамсыздықтың себептерін анықтағанда қолданады.-жеке береді. Бұл күрделі және еңбек шығыны көп әдіс, буны тек қана өте дәл ойманы, калибрлерді, пробкаларды, ойма құрастырушы құрал-жеке бақылайды. Әрбір параметрге жарамдылығы жөніндегі қорытынды шешімді жеке- және комплексті әдістермен бақылауға болады. Жекелей бақылау әдісінде орташа диаметрде, адымды және кескін бұрышы жартысын әрқайсысын жеке)дифференцир.(Ойма параметрлерін жекелей
Шектік ойма калибрлері өндірісте қолдану, сонымен қатар жекелей бақылау өте күрделі.)индивидуальн.(ақ ішкі және сыртқы ойма диаметрлерін оймалы бөлшектің нақты контурын шектікпен салыстыру жолымен. Ойманы бақылауға арналған калибрлерді тек қана массалық, үлкен сериялық кіші сериялық жекеленген - оймаларды бақылаудың комплексті әдісінде қолданады. Бұндай жағдайда бір мезгілде орташа диаметрді, адымды, кескін бұрыш  жартысын бақылайды, сондай) сурет7.21(
жартысын бақылайды, сондай) сурет7.21(

