




Лабораторная работа
«Изучение универсальной лимбовой головки УДГ Д 250 и настройка ее на различные виды работ»
Цель работы
Изучить устройство, кинематику, технологические возможности делительной головки и способы ее настройки на различные виды работ.
Содержание работы
1. По плакатам, данным методическим указаниям, изучить устройство делительной головки типа УДГ-Д.
2. По исходным данным, полученным от преподавателя, произвести расчеты параметров движений в станке и параметров настройки делительной головки для осуществления заданной наладки.
3. В соответствии с заданием учебного мастера и под его контролем произвести наладку станка и делительной головки на нарезание зубьев зубчатого колеса или винтовой канавки заданного шага и осуществить нарезание зубьев зубчатого колеса или винтовой канавки.
Общие сведения о делительных головках
Назначение и типы делительных головок
Делительные головки являются важнейшими принадлежностями консольно-фрезерных станков, особенно универсальных, значительно расширяющих их технологические возможности. Делительные головки предназначены: для установки оси обрабатываемой заготовки под требуемым углом относительно шпинделя станка; для периодического поворота заготовки вокруг ее оси на определенный угол (деление на равные и неравные части); для непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев зубчатых колес.
Существуют следующие типы делительных головок: для непосредственного деления; универсальные (лимбовые и безлимбовые); оптические.
Делительные головки для непосредственного деления используют для выполнения простых делительных работ, при делении заготовки на небольшое число частей. На шпинделе такой головки закреплен диск с определенным числом равнорасположенных пазов или отверстий, куда вводят фиксатор, причем диски могут быть сменными. Шпиндель вместе с делительным диском поворачивают вручную. Такого типа головки могут быть и многошпиндельными.
Безлимбовые делительные головки применяют редко: в них отсутствуют делительные диски, а величину поворота шпинделя устанавливают с помощью сменных зубчатых колес из расчета целого числа оборотов рукоятки. Наиболее распространенными являются универсальные лимбовые и оптические делительные головки.
По ГОСТ 8615 — 69 за основной размер делительных головок принят наибольший диаметр обрабатываемой заготовки D. По стандарту принят ряд головок из шести типоразмеров: 160, 200, 250, 320, 400 и 500 мм. Универсальные головки используются для комплектации фрезерных станков отечественного производства и зарубежных.
Каждому размеру станка (по ширине стола) должен соответствовать определенный типоразмер делительной головки. Так, к консольным фрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется делительная головка с D = 250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) — головка УДГ-Д-320 и т.д.
Универсальная лимбовая делительная головка.
На рис. 8 показана универсальная делительная головка. На чугунном основании 20 со стяжными дугами 9 установлен корпус 10. Ослабив гайки, можно поворачивать корпус на угол, определяемый по шкале и нониусу 12 (шпиндель делительной головки может быть повернут в вертикальной плоскости на угол до 90°).
На опорной плоскости основания делительной головки имеются два параллельных шпинделю сухаря, предназначенные для установки головки в пазы стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием, оформленным по концам в виде конуса Морзе. На одном из них устанавливается центр 21, на другом — оправка дифференциального деления.
На переднем конце шпинделя имеются резьба и центрирующий поясок 7, необходимые для крепления трехкулачкового самоцентрирующего или поводкового патрона. На буртике шпинделя установлен лимб 8 непосредственного деления с 24 отверстиями. В средней части шпинделя расположено червячное колесо с круговой выточкой на торце, в которую входит конец зажима 11. Оно получает вращение от червяка, расположенного в эксцентриковой втулке.
Поворотом втулки рукояткой червяк можно ввести в зацепление или вывести из него. Делительный диск сидит на валу, смонтированном в подшипниках скольжения, установленных в крышке 19. Крышка фиксируется на корпусе 10 центрирующей расточкой и крепится неподвижно к основанию. К делительному диску пружиной прижат раздвижной сектор 18, состоящий из линеек 14 и зажимного винта 13, с помощью которого линейки устанавливают под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 16 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 15, закрепленной на крышке 19. На конце вала размещено коническое зубчатое колесо, находящееся в постоянном зацеплении с коническим зубчатым колесом, сидящим на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 17. Центр задней бабки можно перемещать в горизонтальном и вертикальном направлениях.
В основании 24 расположен корпус 2, который штифтом связан с рейкой. Вращением головки зубчатого вала можно перемещать корпус вверх и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка болтами и гайками. Пиноль 3 перемещается с полуцентром 4 при вращении маховичка 1, укрепленного на винте.
На опорной плоскости основания имеются два направляющих сухаря, выверенных относительно оси пиноли, которые обеспечивают совпадение центров делительной головки и задней бабки при установке их на столе станка. Люнет служит дополнительной опорой при обработке нежестких заготовок. В корпусе 23 люнета расположен винт, перемещающийся с помощью гайки 5 и имеющий призматическую головку 6, которая крепится стопорным винтом 22.
В зависимости от вида выполняемых работ универсальную делительную головку можно использовать для непосредственного, простого, дифференциального деления и фрезерования винтовых канавок.
Если работы проводятся со шпинделем делительной головки повернутым в вертикальной плоскости то деление возможно только непосредственное или простое.

Рис.8 Универсальная лимбовая делительная головка.
Непосредственное деление
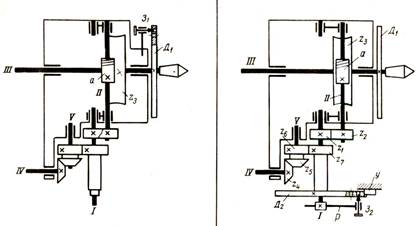
При непосредственном делении червяк головки должен быть выведен из зацепления с червячным колесом (см. рис.9, а). Поворот обрабатываемой заготовки осуществляется вращением шпинделя. Отсчет угла поворота производится по градуированному на 360° диску с ценой деления 1°. Нониус позволяет производить отсчет угла поворота шпинделя с точностью до 5'. Угол поворота (град.) шпинделя при делении на z частей определяется по формуле α= 360°/z.
При каждом повороте шпинделя головки к отсчету, соответствующему положению шпинделя до поворота, следует прибавлять величину α, найденную по этой формуле. У некоторых головок делительный диск (лобовой) для непосредственного деления не градуированный, а имеет три делительных круга с 24, 30 и36 отверстиями. Три ряда отверстий в делительном диске позволяют производить непосредственное деление на 2, 3, 4, 5, 6, 8, 10, 12, 15, 18, 24, 30 и 36 частей. Число промежутков между отверстиями выбранного делительного круга на лобовом делительном диске, пропускаемых при повороте шпинделя головки, определяется по формуле п=а/z, где а — число отверстий выбранного круга на лобовом диске; z — заданное число делений.
а) б)
Рис.9 Кинематические схемы делительной головки при настройке:
а – на непосредственное деление; б – на простое деление.
На делительной головке УДГ-Д-250 диск непосредственного деления имеет 24 отверстия. Деление возможно, если число отверстий на диске делится без остатка на знаменатель дроби, показывающий величину заданного поворота шпинделя. Таким образом на делительной головке УДГ-Д-250 возможно непосредственное деление на 2, 3, 4, 6, 8, 12, 24 части. Поворот шпинделя при этом можно производить рукояткой 1 (если червяк не выведен из зацепления) или непосредственным вращением шпинделя. После каждого поворота шпиндель фиксируют стопором 11 (рис. 8).
Следует иметь в виду, что в условиях единичного и мелкосерийного производства, червяк из зацепления с червячным колесом практически никогда невыводят для непосредственного деления так как эта процедура по сравнению с простым делением относительно сложна.
Простое деление
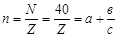
На рис. 9, б показана кинематическая схема универсальных делительной головки УДГ-250 и УДГ-320 при настройке на простое деление. В этом случае червяк должен быть введен в зацепление с червячным колесом.
Простое деление применяют для поворота шпинделя с заготовкой на заданный угол в тех случаях, когда с помощью лимба Д2 (рис. 9,б), с двух сторон которого просверлены отверстия по концентрическим окружностям, можно подобрать концентрическую окружность для отсчета. Отверстия глухие и расположены на обеих сторонах лимба. Число отверстий на окружностях различно. Наиболее распространены лимбы, имеющие с каждой стороны по одиннадцать окружностей с числом отверстий:
с одной стороны:–24, 25, 28, 30, 34, 37, 38, 39, 41, 42 и 43;
с другой – 46, 47, 49, 51, 53, 54, 57, 58, 59, 61 и 66.
При простом делении лимб Д2 неподвижно стопорится с корпусом делительной головки с помощью защелки У. Поворот шпинделя с заготовкой осуществляется вращением рукоятки Р. Число оборотов рукоятки определяют из следующих соображений. За один полный оборот рукоятки шпиндель поворачивается на K/Z4 оборота. Так как червяк К – однозаходный, а число зубьев червячного колеса Z4=40, то одному обороту рукоятки соответствует поворот шпинделя на 1/40 оборота. Следовательно, шпиндель делительной головки повернется на 1 оборот за 40 оборотов рукоятки Р.
Характеристикой N делительной головки называется отношение числа зубьев червячного колеса к числу заходов червяка. В рассматриваемой делительной головке N=40.
Чтобы повернуть шпиндель на 1/Z окружности (Z – число частей, на которое требуется делить окружность), рукоятку Р нужно повернуть на какую-то долю оборота n, определяемую по формуле
 (1)
(1)
где а - целое число оборотов рукоятки; с - число отверстий на одной из концентрических окружностей лимба Д2; в - число промежутков между отверстиями, на которое надо дополнительно к целому числу оборотов a повернуть рукоятку (отверстий будет в+1).
Число с, стоящее в знаменателе дроби, должно быть кратно числу частей Z и равно одному из ранее указанных чисел отверстий на концентрических окружностях лимба Д2 делительной головки. Если такого числа отверстий нет, то знаменатель и числитель дроби умножают на целые числа (2,3,4,5,6 и т.д.), пока не получают в знаменателе дроби числа, равного числу отверстий в одном из рядов лимба.
Пример.
Дано N = 40, Z= 11. Пользуясь формулой (1) находим а, с и в:

Согласно полученной настройке для поворота заготовки на 1/11 окружности необходимо:
1) освободить гайкой 13 (рис.8) рукоятку Р (рис.9,б), переставить ее в положение, при котором фиксатор З2 расположится на окружности лимба с числом отверстий с=66. После этого рукоятку Р закрепить гайкой;
2) раздвинуть лапки сектора так, чтобы между ними по окружности, имеющей с=66 отверстий, находилось (b+1)=(42+1)=43 отверстия. Лапки закрепить винтами. При делении рукоятку Р каждый раз поворачивают на a (в данном случае 3) целых оборотов и дополнительно на b (в данном случае 42) промежутков между отверстиями по окружности с числом отверстий с (т.е. дополнительно на расстояние между лапками сектора).
После поворота рукоятки сектор (для подготовки его к следующему делению) поворачивают в ту же сторону до упора одной из лапок в фиксатор З2.

