




епловой контроль
Тепловой контроль (ТК) основан на взаимодействии температурного поля поверхности объекта контроля с термометрическими чувствительными элементами (ТЧЭ), преобразовании параметров поля в электрический сигнал и передаче его на регистрирующий прибор.
Таким образом, температурное поле поверхности объекта является источником информации об особенностях процесса теплопередачи, которые, в свою очередь, зависят от наличия дефектов.
Принципиальной предпосылкой для применения методов ТК является различие теплофизических характеристик (ТФХ) материалов дефекта и объекта контроля.
Потенциально методы ТК обладают высокой информативной способностью, поскольку ТФХ чутко реагируют на изменение состава вещества и наличие всевозможных несплошностей и инородных включений. Так, например, коэффициенты теплопроводности различных сред различаются в пределах 10-2¸102 Вт/(м×К), то есть на 4 порядка.
Активным называется ТК, при котором для нагрева объекта до безопасных для него температур используются внешние источники тепла (нагретый газ, контактные нагреватели, галогеновые нагреватели, струя плазмы, лазерный пучок и др.). В пассивном ТК используется эксплуатационный или технологический нагрев объекта.
По зависимости температуры T от времени t различают стационарный (dT/dt = 0) и нестационарный ТК (dT/dt ¹ 0).
По взаимному расположению источника тепла и ТЧЭ относительно объекта различают односторонний (на отражение) и двусторонний (на прохождение) ТК.
Признаком дефекта в методах ТК служит локальный температурный перепад D Т на поверхности объекта, пространственно-временная функция которого D Т (t, x, y, z) зависит от большого числа факторов, среди которых различают внутренние (ТФХ объекта и дефекта, их форма и размеры) и внешние факторы (температура тела, условия теплообмена, мощность источника тепла, скорость его перемещения относительно объекта в нестационарном режиме).
Количественный анализ задач ТК в общем случае связан с решением нестационарных и стационарных тепловых задач относительно температуры поверхности контролируемых изделий.
При нагреве объекта, в котором дефект (например, несплошность) проводит тепло хуже, чем основной материал (рис. 6.1), температурный перепад D Т положителен для поверхности, подвергнутой нагреву, и отрицателен для противоположной поверхности (рис.6.1, б). Иначе можно сказать, что такой дефект оказывает сопротивление тепловому потоку, который, распространяясь вглубь объекта, обтекает дефект по окружающим слоям. При этом в слое до дефекта тепло накапливается, что приводит к повышению температуры на нагреваемой поверхности и понижению температуры – на противоположной.
В случае, если теплопроводность дефекта выше, чем у основного материала, знаки соответствующих перепадов изменяются на противоположные.
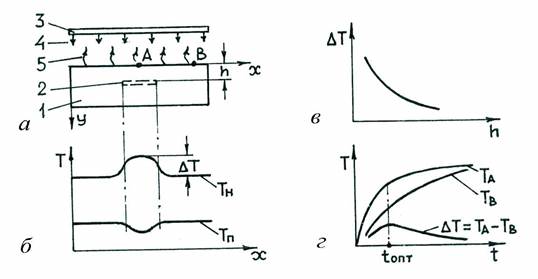
Рис. 6.1. Схема одностороннего теплового контроля (а), температуры нагреваемой (Т н) и противоположной (Т п) поверхностей контролируемой детали 1 в один из моментов ее нагрева (б) и характерные зависимости температурного перепада D Т на нагреваемой поверхности от глубины h залегания дефекта 2 (в) и времени нагрева t (г): 3 – источник тепла; 4 – поток теплового излучения от источника; 5 – собственное излучение детали; Т А и Т В – соответственно температуры точек А и В нагреваемой поверхности; t опт – оптимальный для ТК момент нагрева
Эта модель дефектной ситуации при ТК (рис. 6.1, а и б) отражает основные особенности активного нестационарного ТК:
- локализация температурного перепада в области над дефектом;
- отсутствие резких границ у температурного перепада (рис. 6.1, б);
- зависимость D Т от глубины h залегания дефекта (рис. 6.1, в);
- нестационарность процесса, которая заключается в наличии оптимального момента времени t опт нагрева объекта, когда величина D Т максимальна (рис. 6.1, г).
Так, например, в зависимости от условий ТК значения t опт могут составлять от десятков секунд до нескольких минут для объектов из неметаллических материалов (материалов со сравнительно низкой теплопроводностью) и от нескольких секунд до десятков секунд – для объектов из металлов (материалов с высокой теплопроводностью), что затрудняет ТК последних.
К основным средствам ТК относятся источники тепла (импульсные и непрерывного действия) для нагрева контролируемых объектов и ТЧЭ – главным образом бесконтактные. Действие бесконтактных ТЧЭ основано на регистрации и измерении интенсивности инфракрасного излучения, испускаемого нагретыми объектами.
ТЧЭ, так же, как и источники тепла, могут быть точечными (радиометры и пирометры), а также полосовыми (термопрофили) и площадными (тепловизоры) с оптико-механической системой сканирования поверхности объекта. Чувствительность современных ТЧЭ достигает 0,1¸0,5 К.
К достоинствам ТК относятся бесконтактность, дистанционность, высокое быстродействие обработки информации и возможность одностороннего подхода к объекту. Вместе с тем возможности ТК ограничиваются структурными помехами, вызванными флуктуациями ТФХ объектов контроля. Кроме того, метод неприменим для материалов с очень высокой и очень низкой теплопроводностью.
агнитный контроль
Магнитный контроль предназначен в основном для контроля изделий из металлов, которые способны существенно изменять свои магнитные характеристики под действием внешнего намагничивающего поля, и основан на регистрации магнитных полей рассеяния, возникающих над дефектами, или на определении магнитных свойств контролируемых изделий. Силовой характеристикой магнитного поля служит напряженность Н. Если в магнитное поле ввести объект, то в нем наводится магнитная индукция В, которая пропорциональна напряженности:
В = m × Н, (7.1)
где m - относительная магнитная проницаемость материала объекта.
В случае изделий из неметаллических материалов магнитный контроль используют лишь для контроля их толщины, а также для толщины покрытий на поверхности изделий из ферромагнитных материалов (магнитная толщинометрия).
Принцип работы толщиномеров пондеромоторного действия основан на измерении усилия отрыва или притяжения постоянных магнитов или электромагнитов. Это усилие F пропорционально квадрату магнитной индукции в немагнитном зазоре между магнитом и ферромагнитным изделием, на которое нанесено немагнитное покрытие, или между магнитом и намагниченной подложкой:
F ~ B 2. (7.2)
На результаты измерения толщины в значительной степени влияют магнитные свойства подложек, поэтому калибровать толщиномеры необходимо с помощью подложек, используемых и для контроля изделия. Основным недостатком таких толщиномеров является цикличность процесса измерения толщины, вызванная необходимостью тщательного измерения силы до момента отрыва магнита, что затрудняет автоматизацию контроля.
Действие индукционных толщиномеров основано на определении изменения магнитного сопротивления цепи, состоящей из ферромагнитной основы, преобразователоя прибора и немагнитного зазора между ними, который и является объектом измерения. Преобразователь прибора представляет собой три катушки: возбуждающую и две измерительные, включенные дифференциально. Катушки размещены на ферромагнитном сердечнике. Возбуждающая катушка питается переменным током частотой 200 Гц. Вдали от ферромагнитной подложки электродвижущие силы (ЭДС), наводимые в измерительных катушках, взаимно компенсируются. При поднесении преобразователя к ферромагнитной подложке его магнитнеая симметрия нарушает ся, и в измерительной обмотке наводится ЭДС, которая в определенных пределах пропорциональна расстоянию между подложкой и преобразователем.
Диапазон измеряемых толщин в магнитной толщинометрии достигает 12 мм. Погрешность измерений составляет ±1,5¸3% номинальной толщины контролируемой детали (покрытия).
ихретоковый контроль
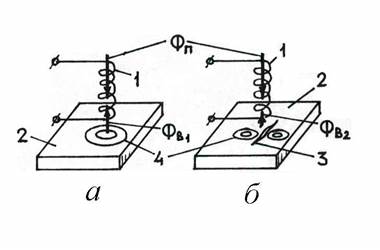 Вихретоковый контроль основанна регистрациивихревыхтоков (токов Фуко), наводимых в контролируемом обьекте переменным электромагнитным полем индуктивной катушки 1 (рис.8.1).
Вихретоковый контроль основанна регистрациивихревыхтоков (токов Фуко), наводимых в контролируемом обьекте переменным электромагнитным полем индуктивной катушки 1 (рис.8.1).
Рис. 8.1. Схема образования вихревых токов в бездефектном (а) и дефектном (б) участках поверхности объекта 2: 1 – полезадающая индуктивная катушка; 3 – поверхностная трещина; 4 – поле вихревых токов
Вихревые токи, наводимые в токопроводящем изделии, создают, в свою очередь, вторичное электромагнитное поле с магнитным потоком Ф в, направленным против основного магнитного потока Ф п. Датчики, в которых сигнал о дефекте формируется во вторичной измерительной катушке, помещенной внутри или рядом с первичной (возбуждающей) катушкой, называются трансформаторными. Если же сигнал формируется в той же возбуждающей обмотке, то датчик называется параметрическим. Он является простым, но его выходной сигнал зависит от температуры.
Вихревые токи испытывают сопротивление, величина которого зависит от силы и частоты переменного тока, электропроводности материала, формы изделия и расстояния от катушки до поверхности изделия.
Последнее обстоятельство является предпосылкой для широкого использования данного метода в вихретоковой толщинометрии изделий из диэлектрических, например, неметаллических материалов и неметаллических покрытий на поверхности металлических изделий. В этом случае контролируемая деталь (покрытие) располагается между индуктивной катушкой и токопроводящей подложкой.
Вторичное электромагнитное поле вихревых токов в подложке воздействует на индуктивную катушку, наводя в ней ЭДС или изменяя ее полное электрическое сопротивление. Регистрируя напряжение на зажимах катушки или ее сопротивление, получают первичную информацию о диэлектрическом зазоре между катушкой и подложкой, толщина которого равна толщине контролируемой детали (покрытия).
Измеряемые данным методом толщины составляют от нескольких мкм до нескольких десятков мм, погрешность измерений обычно находится в пределах до ± 2% толщины контролируемых деталей.
онтроль проникающими веществами
Контроль проникающими веществами включает в себя две разновидности - капиллярный контроль, предназначенный для обнаружения поверхностных дефектов, и течеискание, предназначенное для обнаружения сквозных дефектов, нарушающих герметичность изделий.
апиллярный контроль
Капиллярный контроль (иначе – капиллярная дефектоскопия) основан на использовании эффекта капиллярного проникновения жидкости, смачивающей материал контролируемого изделия, в полости дефектов и регистрации образующихся индикаторных рисунков (следов) визуально или с помощью различных преобразователей.
Эта разновидность контроля проникающими веществами предназначена для выявления дефектов, выходящих на поверхность изделий из металлов, металлокерамики, полимерных и других материалов.
Методы капиллярной дефектоскопии (КД) разделяют на основные (используются только капиллярные явления) и комбинированные (используется сочетание двух и более различных по физической сущности видов НК – капиллярного и некапиллярных), среди которых наибольшее распространение получили основные методы, в которых регистрация индикаторных рисунков осуществляется невооруженным глазом или визуально-оптическими методами.
Типовой процесс КД основными методами включает следующие основные операции (рис. 9.1):
а) тщательную очистку поверхности изделия (промывка, обезжиривание, сушка);
б) заполнение полостей дефектов проникающей жидкостью;
в) удаление излишков проникающей жидкости с поверхности изделия;
г) нанесение проявителя и выявление дефектов.
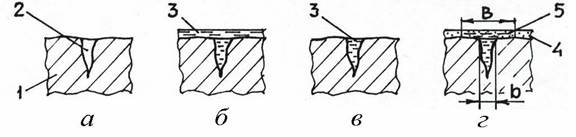
Рис. 9.1. Схема капиллярного контроля детали 1 с применением проявителя 4: а – исходное состояние; б – на поверхность детали нанесена проникающая жидкость 3, заполнившая и полость трещины 2; в – проникающая жидкость удалена с поверхности детали; г – нанесен проявитель; 5 – индикаторный рисунок
Индикация дефектов осуществляется благодаря выходу проникающей жидкости из полостей дефектов на поверхность изделия путем ее адсорбции проявителем или диффузии в него. Образующиеся при этом следы дефектов имеют ширину В гораздо больше, чем фактическая ширина b самих дефектов (рис. 9.1, г). Вышедшая из дефектов жидкость окрашивает часть белой поверхности проявителя или люминесцирует в ультрафиолетовых лучах, образуя индикаторный рисунок, непосредственно воспринимаемый зрением контролера.
Эта информация может быть также воспринята с помощью регистрирующих, анализирующие и передающих систем (оптических, электронно-оптических, телевизионных и др.), переработана и представлена контролеру в виде окончательной информации: оптического изображения, графиков, цифр, световых и звуковых сигналов.
В КД используются следующие физические явления: смачивание, капиллярное проникновение, сорбция.
Основные методы КД классифицируют по свето-колористическим особенностям индикаторных следов дефектов.
При цветном методе (ЦКД) проникающие жидкости после нанесения белого проявителя образуют над дефектом красный индикаторный рисунок, хорошо различаемый глазом.
При люминесцентном методе (ЛКД) индикаторные рисунки над дефектами люминесцируют в ультрафиолетовых лучах.
Люминесцентно-цветной метод (ЛЦКД) является совокупностью цветного и люминесцентного методов. Индикаторные рисунки четко фиксируются в ультрафиолетовых лучах и несколько слабее при дневном свете.
В зависимости от физико-химических явлений, происходящих в дефектоскопических материалах при контроле, различают четыре способа формирования индикаторных рисунков.
Диффузионный способ основан на формировании индикаторного рисунка за счет диффузии проникающей жидкости из полости дефекта в слой проявителя. При этом жидкость окрашивает слой проявителя над дефектом или способствует его люминесцированию. Этот способ имеет наибольшее распространение в КД.
Сорбционный способ основан на формировании индикаторного рисунка за счет сорбции с помощью порошка («сухой» способ) или суспензии («мокрый» способ) проникающей жидкости, люминесцирующей в ультрафиолетовых лучах.
Беспорошковый способ основан на использовании в качестве проникающей жидкости раствора органических кристаллов люминофора в летучем растворителе. После погружения, выдержки и извлечения изделия из проникающей жидкости растворитель легко испаряется, а люминофор остаётся на кромках дефекта. Чтобы избежать свечения при облучении ультрафиолетовым светом всей поверхности изделия, его обрабатывают в растворе, гасящем люминесценцию на поверхности и не воздействующем на люминофор в полости дефекта.
Самопроявляющий способ заключается в том, что после пропитки и удаления с поверхности излишков проникающей жидкости, изделие нагревают. Проникающая жидкость специального состава при нагревании выходит из полости дефекта, затвердевает и образует индикаторный рисунок, люминесцирующий в ультрафиолетовом свете.
В методефильтрующихся частиц (ФКД) используют проникающие жидкости, содержащие окрашенные или люминесцирующие взвешенные частицы с размерами от нескольких микрометров до сотых долей миллиметра. При нанесении на контролируемую поверхность проникающей жидкости происходит ее поглощение в зоне дефекта. Взвешенные частицы, размер которых превышает величину раскрытия дефекта, фильтруются и осаждаются над дефектом. При этом отложение этих частиц, служащее признаком дефекта, легко обнаруживается невооруженным глазом.
Следует отметить, что каждый из основных методов КД имеет различные варианты, характеризуемые типом применяемых дефектоскопических материалов.
В комплект дефектоскопических материалов, как правило, входят три компонента, применяющиеся совместно.
Проникающая (индикаторная) жидкость представляет собой раствор или суспензию красителя или люминофора в смеси органических растворителей (масел, керосина) с добавками поверхностно-активных веществ. Она предназначена для заполнения полостей дефектов и последующего образования индикаторного рисунка.
Очищающая жидкость служит для удаления проникающей жидкости с поверхности изделий в процессе контроля. Для этих целей используют воду с добавками поверхностно-активных веществ (эмульгаторов, ингибиторов коррозии, антивспенивателей), а также органические растворители и смеси масел с керосином.
Проявляющее покрытие предназначено для извлечения проникающей жидкости из полостей дефектов и образования индикаторного рисунка. В виде порошка, суспензии, краски или пленки применяют следующие вещества: окись магния, силикогель, кремнезем, аэросил, белую сажу, бентонит, тальк, мел, каолин и др.
Технологические операции КД по существу идентичны для всех методов, за исключением метода ФКД. Основные операции приведены на рис. 9.1.
Подготовка изделий к контролю заключается в удалении с поверхности масел, покрытий (лакокрасочных, гальванических, оксидных), нагара, продуктов коррозии и других загрязнений, которые могут закрывать полости дефектов и резко снижать эффективность КД. Особенно неблагоприятное влияние оказывает окисная пленка на изделиях из стали и жаропрочных, магниевых, титановых, медных, ниобиевых сплавов и вольфрама.
Способ подготовки изделий к контролю выбирают в зависимости от их материала, вида загрязнений и характера предшествующей механической обработки. Известны 6 основных способов подготовки изделий к контролю.
Механическая очистка заключается в очистке методом дробеструйной обработки, стальными щетками или методами механической обработки.
Химическая очистка представляет собой очистку химическими реактивами.
Электрохимическая очистка - очистка травильными составами с воздействием электрического тока.
Ультразвуковая очистка жидкими растворителями производится наложением ультразвуковых колебаний.
Анодно-ультразвуковая очистка заключается в очистке водными составами с одновременным воздействием ультразвука и электрического тока.
Сушка представляет собой очистку выдержкой на воздухе, прогревом в вакууме или среде инертного газа.
Заполнение полостей дефектов проникающей жидкостью может осуществляться тремя основными способами – капиллярной, вакуумной и ультразвуковой пропиткой.
Капиллярная пропитка осуществляется погружением изделий в емкость с проникающей жидкостью (иногда подогретой), а также обливанием или смачиванием проникающей жидкостью поверхности изделий в течение времени, необходимого для заполнения полостей дефектов под действием капиллярных сил (обычно 15¸20 мин).
Вакуумная пропитка осуществляется путем вакуумирования изделия перед нанесением проникающей жидкости или одновременно с нанесением, что позволяет повысить чувствительность и сократить продолжительность пропитки. При остаточном давлении 10-2 мм. рт. ст. выявляются трещины, шириной на порядок меньше, чем при капиллярной пропитке.
Ультразвуковая пропитка осуществляется под воздействием на проникающую жидкость средней и высокой вязкости ультразвуковых колебаний с частотой 20-22 кГц, при мощности не менее 3 Вт/см2, действующих в плоскости распространения дефекта. Кавитационный эффект на границе «жидкость - твердое тело» ускоряет процесс заполнения капиллярных полостей, особенно загрязненных.
Удаление излишков проникающей жидкости с поверхности изделия осуществляют способом, обеспечивающим ее сохранение в полостях дефектов. При этом учитывают тип проникающей жидкости, шероховатость поверхности и требуемую производительность.
Протирка ветошью или бумагой применяется при использовании невысыхающих жидкостей (трансформаторного масла, масла с керосином и т.п.) для локального контроля изделий.
Промывка органическими растворителями и водой используется при массовом контроле изделий различной формы в цеховых условиях.
Обдувка струей песка, дроби или опилок применяется для удаления невысыхающих или малолетучих проникающих жидкостей при контроле литьевых изделий и штамповок перед механической обработкой.
Гашение люминесценции или окраски проникающей жидкости воздействием на нее вещества-гасителя или облучением применяется при использовании специальных проникающих жидкостей. Чаще всего для удаления излишков проникающей жидкости используют сочетание перечисленных выше способов.
Нанесение проявителя осуществляют тем или иным способом с учетом требуемой чувствительности контроля, свойств проявителя, сложности формы изделия, условий проведения и производительности процесса контроля:
нанесение кистью красок и суспензий применяют при локальном контроле изделий;
распыление и электрораспыление струей воздуха, фреона, инертного газа или под давлением обеспечивает наиболее высокую чувствительность контроля;
погружение и обливание обеспечивает экономию материалов и возможность автоматизации процесса.
Проявление дефектов осуществляют путем выдержки изделий при температуре окружающей среды, при повышенной температуре в вакууме или при вибрации вплоть до образования индикаторного рисунка.
Выявленный индикаторный рисунок анализируют визуально с применением луп малого увеличения с большим полем зрения. С поверхности изделий, прошедших контроль, дефектоскопические материалы удаляют протиркой, промывкой, обдувкой песком или нагревом до температуры сгорания проявителя.
Среди комбинированных методов КД выделяют капиллярно-электростатический (электростатическая порошковая дефектоскопия), капиллярно-электроиндуктивный, капиллярно-магнитопорошковый и капиллярно-радиационный методы.
В капиллярно-электростатическом методе в качестве проникающей используется ионогенная жидкость, легко диссоциирующая на ионы. После ее удаления на поверхность изделия напыляют положительно заряженный порошкообразный пигмент, частицы которого взаимодействуют с отрицательными ионами проникающей жидкости, оставшейся в поверхностных трещинах. Различимые скопления порошка являются признаком дефектов.
Капиллярно-электроиндуктивный метод основан на использовании электропроводных проникающих жидкостей, обнаружение которых в полостях дефектов на поверхности диэлектрических материалов осуществляют вихретоковыми датчиками.
Капиллярно-магнитопорошковый метод предназначен для контроля ферромагнитных металлов.
В капиллярно-радиационном методе используются радиоактивные жидкости и проникающие излучения для обнаружения этих жидкостей в полостях дефектов.
Под чувствительностью КД понимают минимальный размер дефекта, способного образовывать индикаторный рисунок, надежно обнаруживаемый контролером. Так, минимальная ширина раскрытия поверхностных трещин, обнаруживаемых методами КД, может достигать 0,001-0,002 мм, глубина - 0.01-0,03 мм и протяженность - 0,1—0,3 мм.
При использовании методов КД в производственных условиях необходимо предварительно провести подробный анализ технологии изготовления конкретного изделия, определить операции, при выполнении которых возможно образование поверхностных дефектов. Затем в технологическом маршруте устанавливают операции, после которых должен производиться контроль.
Многообразие способов выполнения каждой технологической операции позволяет составлять различные варианты технологии контроля изделий методами КД. Так, например, при контроле люминесцентно-порошковым методом алюминиевых штамповок в качестведефектоскопических материалов используют проникающая жидкость, состоящую из 85% керосина, 15% авиационного масла и 5 г вспомогательного вещества ОП-7 на 1 л смеси, в качестве проявителя - порошок окиси магния, очищающей жидкости - воду.
Недостатками методов КД являются достаточно высокая трудоемкость контроля и сложность механизации, возможность обнаружения лишь тех дефектов, которые имеют выход на поверхность, значительная продолжительность процесса (до 1,5 ч), снижение достоверности контроля при отрицательных температурах, необходимость тщательной предварительной очистки контролируемых изделий и трудности автоматизации контроля.
Благодаря высокой чувствительности, простоте и наглядности результатов методы КД применяют не только для первичного обнаружения, но и для подтверждения поверхностных дефектов, выявленных вихретоковыми, ультразвуковыми и другими методами НК.
ечеискание
Течеискание предназначено для контроля герметичности изделий. Течь – это сквозной канал или пористый участок изделия или его элементов, нарушающий их герметичность.
Негерметичность может объясняться также и проницаемостью основного материала с ненарушенной структурой. Но проницаемость, как свойство материала, должно учитываться и исключаться при выборе материалов и видов соединений. Проницаемость имеет избирательный характер и проявляет себя лишь по отношению к определенным проникающим веществам, в то время как сквозь течи могут проходить все проникающие вещества.
Методы течеискания основаны на применении различных пробных веществ (газов или жидкостей), фиксируемых после проникновения их сквозь течи визуально или с помощью приборов-течеискателей.
Ввиду невозможности прямого измерения линейных размеров сквозных дефектов из-за их извилистости и малых размеров и с целью однозначности их количественной характеристики течи условно характеризуют потоком воздуха, проходящего сквозь них в единицу времени из атмосферы в вакуум при 18°С.
Следует заметить, что абсолютная герметичность недостижима и неконтролируема. Герметичными считаются конструкции, если перетекание сквозь них проникающих веществ достаточно мало, чтобы его влиянием можно было пренебречь в условиях эксплуатации изделия или хранения вещества.
Если герметизация осуществляется ради сохранения вещества, заполняющего изделие, то предельно допустимый поток q доп вещества, перетекающего сквозь течь, рассчитывается по формуле:
q доп = Q доп / t, (9.1)
где Q доп – предельно допустимое к потере количество вещества за время t.
Если же герметизация осуществляется для поддержания требуемого давления Р вещества, заполняющего изделие, то предельно допустимый поток вещества, перетекающего сквозь течь, определяется как:
q доп= D Р × V / t, (9.2)
где D Р - допустимое изменение давления газовой среды в объеме V изолированной полости за время t.
В системе СИ потоки измеряют в м3×Па/c (или Вт). Физический смысл этой единицы в том, что она характеризует количество газа при данной температуре как произведением его давления на занимаемый объем, так и энергией, запасенной в нем.
В зависимости от задач контроля герметичности, геометрических характеристик изделий и имеющегося оборудования различают и используют различные схемы контроля (рис. 9.2): схемы с созданием внутреннего (а, в) или внешнего (б, г) избыточного давления (опрессовка), интегральную схему (а, б) – для установления факта герметичности или негерметичности изделия, и локальную схему (в, г) – для обнаружения участка и места течи.
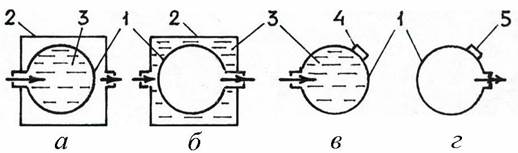
Рис. 9.2. Схемы течеискания: а, б – интегральная; в, г - локальная; а, в – с созданием внутреннего избыточного давления; б, г – внешнего избыточного давления
При течеискании крупногабаритных изделий предварительно устанавливают факт негерметичности, а затем уже выявляют места течей. Известны следующие основные методы течеискания.
Метод керосиновой пробы (капиллярный) основан на явлении капиллярного проникновения пенетранта в дефекты и регистрации контраста на фоне поверхности контролируемого объекта. Керосин обладает высокой проникающей способностью благодаря тому, что он низковязок и хорошо растворяет пленки жира и пробки в несплошностях. В качестве адсорбирующего покрытия используют меловую обмазку. Признаком дефекта являются желтые пятна керосина на меловом фоне. Для лучшей выявляемости дефектов в керосин добавляют красители. Для повышения чувствительности и производительности контроля производят вакуумирование изделия со стороны обмазки и применяют вибрацию. Метод керосиновой пробы применяют при контроле топливных элементов конструкций летательных аппаратов (баков, емкостей, трубопроводов и др.). Чувствительность метода достигает 10-4 Вт.
Гидравлический метод основан на создании в контролируемом объекте избыточного давления жидкости и регистрации мест течи (отпотевания) на наружной поверхности объекта. Применяют также индикацию течей с помощью фильтровальной бумаги. Чувствительность метода – до 10-5 Вт. При контроле изделий гидравлический метод часто совмещают с методом керосиновой пробы.
При люмогидравлическом методе контроля в пробное вещество, например, керосин, добавляют люминофор и проводят осмотр наружной поверхности изделия в ультрафиолетовом свете. Для лучшей выявляемости дефектов на поверхность наносят также индикаторное покрытие, в состав которого входят люминесцентное вещество и сорбент (крахмал), который удерживает воду в течение длительного времени. Чувствительность метода – до 10-5 Вт, а при опрессовке – до 10-7 Вт.
Пузырьковый метод основан на регистрации локальных течей по появлению пузырьков газа при погружении изделия в водяную ванну и подаче газа под избыточным давлением в изделие. Чувствительность метода зависит от испытательного давления и достигает 2×10-6 Вт. При создании вакуума над жидкостью чувствительность увеличивается в 2-2,5 раза за счет роста размеров пузырьков. Если размеры изделия велики, то его наружную поверхность покрывают пенообразующим веществом. Для открытых изделий с односторонним подходом к соединениям применяют переносные вакуумные камеры-присоски с иллюминатором, устанавливаемые на контролируемый участок соединения с предварительным покрытием шва пенообразным веществом.
Манометрический метод основан на регистрации изменения давления внутри изделия с помощью датчиков давления за определенный промежуток времени. Этот метод применяют в двух вариантах: компрессионном, предусматривающем заполнение изделия до давления выше атмосферного (рабочего), и вакуумном, когда изделие вакуумируется. В качестве пробного вещества используются жидкости или газы. Чувствительность компрессионного способа составляет 10-3 - 10-4 Вт, а вакуумного - до 10-6 Вт.
Химический метод основан на индикации течей при химическом взаимодействии пробного вещества с индикаторным слоем, нанесенным на наружную поверхность шва. В качестве пробного вещества используют воздушно-аммиачную смесь или углекислый газ, а в качестве индикатора - бумажные или марлевые ленты, смоченные фенолфталеином, или пасту. Места течей фиксируются в виде черных или фиолетовых пятен на ленте или бесцветных пятен на малиновом фоне пасты. Чувствительность метода достигает 10-9 Вт. Этот метод часто совмещают с пневматическими испытаниями.
Радиационный метод контроля основан на регистрации малых количеств радиоактивных жидкостей и газов по испускаемому ими ионизирующему излучению. Регистрацию ведут с помощью газоразрядных или сцинтилляционных счетчиков с чувствительность до 10-13 Вт.
Галоидный и масс-спектрометрический методы относятся к газоаналитическим методам течеискания.
В галоидном методе в качестве пробного газа используют фреон-12. Действие галоидных течеискателей основано на явлении резкого увеличения эмиссии положительных ионов с анода в преобразователе в присутствии галоидных элементов фтора. С применением галоидных течеискателей возможно проведение как атмосферных (способ щупа), так и вакуумных испытаний (способ обдува). При атмосферных испытаниях изделие заполняют газом под избыточным давлением, а щупом с атмосферным преобразователем производят контроль наружной поверхности шва. При вакуумном варианте контроля вакуумный преобразователь соединяют с контролируемым изделием, а шов обдувают струей пробного газа. Чувствительность способа щупа достигает 10-13 Вт, а способа обдува - 10-13 Вт.
В масс-спектрометрическом методе контроля пробным веществом является летучий газ - гелий, молекулы которого имеют малый размер (~ 0,2 нм) и, следовательно, обладают хорошей способностью проникать сквозь мельчайшие несплошности. Индикация течей производится масс-спектрометрическим анализатором путем разделения ионов различных газов по отношению их массы к заряду. Различают способы контроля щупа и обдувом, а также с использованием вакуумной камеры. Наивысшая чувствительность (до 10-13 Вт) достигается при использовании вакуумной камеры, когда изделие устанавливается внутрь камеры (интегральный контроль). Менее чувствительны способы обдува (10-10 Вт) и щупа (10-9 Вт), но они более производительны и экономичны, и ими обеспечивается локализация течей.
Выбор метода течеискания зависит в основном от класса герметичности испытуемых объектов, который в свою очередь определяется уровнем требований к их герметичности, устанавливаемым НТД. В соответствии с этим все методы течеискания разделены на 5 классов (табл. 9.1).
Т а б л и ц а 9.1
Класс герметичности изделий и требуемая чувствительность методов течеискания
| Класс герметичности | Чувствительность, Вт |
| 10-12 - 10-10 | |
| 10-10 - 10-9 | |
| 10-9 - 10-7 | |
| 10-7 - 10-6 | |
| 10-6 - 10-4 |
В целом контроль течеисканием достаточно длителен и трудоемок, поэтому в настоящее время на производстве ставится задача автоматизировать весь цикл таких испытаний с применением автоматизированных стендов.
лектрический контроль
Электрический контроль основан на создании в объекте контроля электрического поля и измерении его электрических характеристик, которые являются первичными информативными параметрами.
Электроемкостный метод предусматривает введение объекта контроля или его исследуемого участка в электростатическое поле и определение искомых характеристик материала по вызванной им обратной реакции на источник этого поля. Источником поля служит электрический конденсатор, который является одновременно и первичным электроемкостным преобразователем, осуществляющим преобразование физических и (или) геометрических характеристик объекта в электрический параметр. Емкость С и тангенс tg d диэлектрических потерь конденсатора являются первичными информативными параметрами и зависят как от характеристик материала (диэлектрические характеристики, которые в свою очередь зависят от состава, влажности и пористости материала), так и объекта (форма, размеры, состояние поверхности). Кроме того, на результаты контроля могут повлиять и электрические характеристики окружающей среды. Такие методы контроля, которые дают возможность получить информацию о различных параметрах объекта, называют многопараметровыми.
К методам электрического контроля относят также электростатическую радиографию (ксерорадиографию), рассмотренную выше, в разделе 5.2.1.2. В данном методе используются принципы электрического и радиационного контроля. Методы НК, в которых используются два и более видов НК, называются комбинированными. К комбинированным методам относится также и электростатическая порошковая дефектоскопия (см. раздел 9.1).
Электроискровая дефектоскопия основана на прямом электроискровом пробое дефектных мест в диэлектрических покрытиях и изделиях выпрямленным или высокочастотным (частота около 1 МГц) напряжением.
Все эти четыре метода НК (электроемкостный метод, электростатическая радиография, электростатическая порошковая дефектоскопия, электроискровая дефектоскопия) пригодны для контроля объектов из диэлектрических, главным образом – неметаллических материалов.
Для объектов из металлов используется электропотенциальная дефектоскопия, основанная на прямом пропускании тока через контролируемый участок и измерении разности потенциалов или регистрации искажения электро-магнитного поля, вызванного обтеканием дефекта током.
птический контроль
Оптический контроль (ОК) основан на анализе взаимодействия оптического излучения с объектом контроля.
Оптическим излучением или светом называется электромагнитное излучение с длиной волны l = 10-5¸103 мкм, в котором выделяют ультрафиолетовую (l = 10-5¸0,38 мкм), видимую (l = 0,38¸0,78 мкм) и инфракрасную (l = 0,78¸103 мкм) части спектра. С помощью ОК выявляют поверхностные, а также внутренние дефекты, но в изделиях из материалов, прозрачных в оптической области спектра.
Визуальный контроль в видимой части спектра с применением оптических приборов называется визуально-оптическим и широко используется при внешнем осмотре изделий для контроля мелких объектов, расположенных в пределах расстояния наилучшего зрения – 250 мм (приборы – лупы и микроскопы), удаленных объектов (телескопические лупы, зрительные трубы, бинокли) и скрытых объектов (эндоскопы, перископические дефектоскопы).
Преимуществами визуально-оптического контроля являются простота, несложность оборудования и сравнительно малая трудоемкость, недостатками – недостаточно высокая достоверность и чувствительность. Поэтому такой метод применяют для поиска поверхностных дефектов, доступных для визуально-оптического контроля, для поиска более мелких поверхностных трещин при использовании методов капиллярного контроля, а также для анализа характера и типа поверхностных дефектов, обнаруженных другими методами неразрушающего контроля – ультразвукового, вихретокового, магнитного.
В связи с тем, что с возрастанием увеличения оптических приборов существенно уменьшаются поле зрения и глубина резкости, а потому снижаются производительность и надежность контроля, для внешнего осмотра деталей в основном применяют приборы с увеличением не более 20-30´.
К методам ОК относится оптическая голография, которая представляет собой запись объемного изображения (голограммы) объекта контроля. В оптической голографии используются свойства лазерного излучения – монохроматичность, когерентность и направленность. Голограмму получают в результате интерференции разделенного с помощью светоделителя 4 на две части пучка лазера 1 (рис. 11.1):
- пучка, рассеянного голографируемым объектом 3 и
- прямого (опорного) пучка, попадающего на фотопластинку, минуя объект контроля.
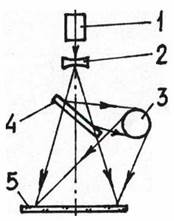
Рис. 11.1. Схема голографической записи: 1 – лазер; 2 - микрообъектив; 3 – объект контроля; 4 - светоделитель; 5 – голограмма
Известны два основных метода осуществления голографической интерферометрии – «живых» и «замороженных» полос. Метод «живых» полос состоит в том, что после экспонирования и фотообработки голограмму устанавливают на прежнее место, затем освещают ее лазерным пучком и наблюдают сквозь нее объект, также оставшийся на прежнем месте, но сдеформированный небольшой механической нагрузкой. При этом оператор увидит объект, покрытый сетью интерференционных полос, характер расположения которых зависит от распределения деформаций по поверхности объекта, а количество полос – от величины деформирующей нагрузки. Интерференционная картина в данном методе возникает в результате сложения двух фронтов световых волн:
· отраженного от объекта в момент наблюдения и
· восстановленного с голограммы опорным лазерным пучком.
Метод «замороженных» полос (метод двух экспозиций) состоит в том, что на одну и ту же фотопластинку двумя экспозициями последовательно записываются голограммы от объекта контроля, находящегося в исходном и деформированном состояниях.
При освещении опорным лазерным пучком такой двукратно экспонированной голограммы восстанавливаются две волны, одна из которых является оптической копией объекта в исходном состоянии, а другая – копией сдеформированного объекта. Эти две волны интерферируют точно так же, как и в первом методе, образуя стабильную картину интерференционных полос. По характеру расположения, форме и ширине полос на голограмме можно оценить степень и характер деформации поверхности изделия в различных его участках, выявить наиболее опасные его зоны, а по аномалиям интерференционной картины – установить факт наличия внутренних дефектов.
адиоволновый контроль
Радиоволновый контроль основан на анализе взаимодействия электромагнитного излучения радиоволнового диапазона с объектом контроля. На практике наибольшее распространение получили так называемые СВЧ- (сверхвысокочастотные) методы радиоволнового контроля (3×109¸3×1011 Гц).
Большинство явлений, используемых или учитываемых в этом виде контроля (прохождение, отражение, дифракция, преломление, затухание), относятся к классу радиооптических процессов. При наличии границы раздела двух сред (воздух и объект контроля) с различными диэлектрическими свойствами (относительная диэлектрическая проницаемость e и тангенс диэлектрических потерь tg d) будут наблюдаться прохождение, а также отражение и преломление радиоволны, коэффициенты которых зависят от соотношения e и tg d обеих сред. Из-за дифракции радиоволна «не заметит» дефекта с меньшими размерами, чем длина волны.
В результате взаимодействия с материалом объекта сигнал ослабляется из-за его поглощения, рассеяния микрочастицами и неидеальной направленности приемно-передающих устройств (радиоантенн). Таким образом, от свойств материала и толщины объекта будут зависеть амплитуда и фаза отраженного и прошедшего сигнала, на чем основаны методы радиоволновой дефектоскопии, толщинометрии и структурометрии изделий из диэлектрических материалов.
В зависимости от взаимного расположения излучающей и приемной антенн различают контроль по прошедшему (двусторонний метод) и отраженному (односторонний метод) излучению.
В зависимости от первичного информативного параметра различают амплитудный, фазовый и амплитудно-фазовый методы радиоволнового контроля. К основным достоинствам радиоволнового контроля относят бесконтактность, возможность одностороннего подхода к объекту, безинерционность и многопараметровость, к недостаткам – сложность расшифровки полезного сигнала и строгие требования по технике безопасности. Ввиду непрозрачности металлов для электромагнитных волн радиоволнового диапазона данный вид НК непригоден для контроля металлических изделий.
Библиографический список
1. Контроль качества в авиационной металлургии: Учебное пособие. А.И. Колпашников, Б.С. Митин, А.А. Федоров и др. – М.: МАТИ, 1981. – 80 с.
2. Федоров С.А. Контроль качества сварных и паяных соединений: Учебное пособие. – М.: Москва, 1989. – 80 с.
3. Неразрушающий контроль металлов и изделий: Справочник / Под ред. Г.С. Самойловича - М.: Машиностроение, 1976.-456 с.
4. Приборы для неразрушающего контроля материалов и изделий: Справочник в 2-х книгах. Кн.1 / Под ред. В.В. Клюева. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1986. - 488 с.
5. Приборы для неразрушающего контроля материалов и изделий: Справочник в 2-х книгах. Кн. 2/ Под ред. В.В. Клюева. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1986. - 352 с.
6. Потапов А.И., Пеккер Ф.П. Неразрушающий контроль конструкций из композиционных материалов. - Л.: Машиностроение, 1977. - 192 с.
7. Ермолов И.Н., Останин Ю.А. Методы и средства неразрушающего контроля качества. М.: Высш. школа, 1986. - 368 с.
8. Выборнов Б.И. Ультразвуковая дефектоскопия. - М.: Металлургия, 1985. - 256 с.
9. Румянцев С.В., Штань А.С., Гольцев В.А. Справочник по радиационным методам неразрушающего контроля / Под ред. С.В. Румянцева - М.: Энергоиздат, 1982. - 240 с.
10. Вавилов В.П. Тепловые методы неразрушающего контроля: Справочник. - М.: Машиностроение, 1991. - 240 с.
11. Технический контроль в машиностроении: Справочник проектировщика / Под общ. ред. В.Н. Чупырина, А.Д. Никифорова. - М.: Машиностроение, 1987. - 512 с.
12. Гончаренко В.А. Управляющий контроль качества изделий из пластмасс: Учебное пособие. - М.: МАТИ, 1992. – 79 с.

