




V2: 14. Погрешность измерения
I:1
S:Погрешность измерения физической величины средством измерений, возникающую при отклонении температуры среды от нормальной следует рассматривать как
· погрешность из-за изменений условий измерения
I:2
S: Поправка – это…
· величина, вводимая в неисправленный результат измерения с целью исключения систематической погрешности
I:3
S: Предел допускаемой погрешности средства измерений – это:
- нормируемая метрологическая характеристика средства измерений
- максимальная погрешность, установленная нормативным документом для оценки пригодности средства для измерений
I:4
S: Что является исходным при определении предела допускаемой погрешности измерения данного размера?:
· допуск размера
I:5
!!!S: Погрешность отдельного измерения, входящего в ряд измерений, которая для данных условий резко отличается от остальных результатов этого ряда грубая погрешность
V1: Технические измерения
V2: 15. Линейные измерения штангенциркулем
I:1
S: Выберите средство измерения из числа указанных для контроля вала диаметром 20u8:
· микрометр с ценой деления 0,01 мм, пределами измерений 0-25 мм, предельной погрешностью измерения плюс-минус 5,5 мкм
I:2
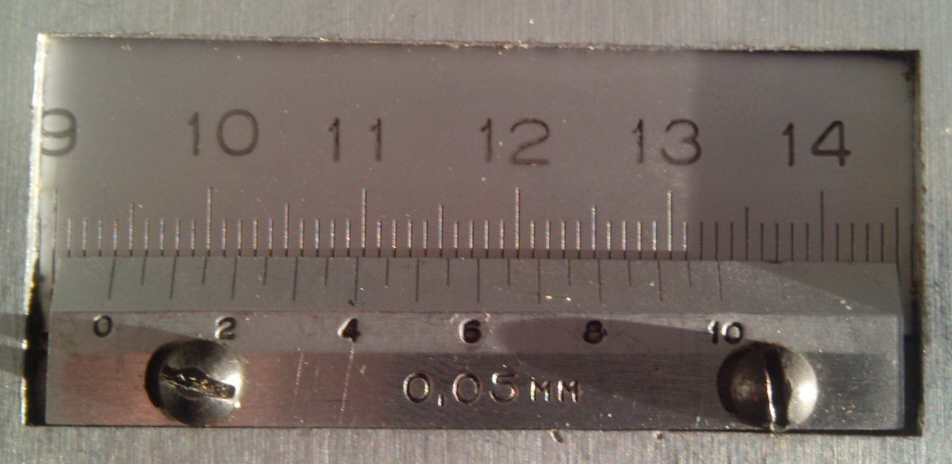
S: Какой размер изображён на рисунке:
I:3
S: Какой размер изображён на рисунке: 
I:4
S: Какой размер изображён на рисунке: 
I:5
· S: в обозначении ШЦ-II II означает: (двусторонние)
· ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
· ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
(на всякий случай)
V2: 16.Угловые измерения
I:1
S: Какой размер получился при измерении угломером оптического типа тупого угла 166*5’ 
I:2
S: Какой размер получился при измерении угломером оптического типа острого угла 76*5’
I:3
S: Какой размер получился при измерении угломером нониусного типа острого угла 57*16’

I:4
S: Какой размер получился при измерении угломером нониусного типа тупого угла 147*16’
I:5
S: Для определения размера допуска угла призматических элементов АТ’α необходимо знать: округленное значение допуска угла в градусах, минутах, секундах(но это не точно!) че то связанное с угловыми единицами(скорее всего первое))))
V2: 17.Линейные измерения нутромерами
I:1
S: Для измерения размера  был настроен нутромер по концевым мерам на размер 50. Поправка для меры 50 была -0,8 мкм. Прибор показал следующее значение измеряемой величины 49,93
был настроен нутромер по концевым мерам на размер 50. Поправка для меры 50 была -0,8 мкм. Прибор показал следующее значение измеряемой величины 49,93

I:2
S: Для измерения размера был настроен нутромер по концевым мерам на размер 50. Поправка для меры 50 была -0,8 мкм. Прибор показал следующее значение измеряемой величины: 50,09

I:3
S: Для измерения размера был настроен нутромер по концевым мерам на размер 50. Поправка для меры 50 была -0,8 мкм. Оцените годность получившегося размера: не годен
I:4
S: Для измерения размера был настроен нутромер по концевым мерам на размер 50. Поправка для меры 50 была -0,8 мкм. Оцените годность получившегося размера: годен
I:5
S: Для измерения размера был настроен нутромер по концевым мерам на размер 50. Поправка для меры 50 была -0,8 мкм. Какой из представленных размеров, можно измерить без повторной настройки нутромера:
V2: 18.Линейные измерения микрометром
I:1

S: Какой размер изображён на рисунке 8,29
I:2
S:  При контрольном измерении концевой меры 25, был получен размер 25,07, после чего измерили размер: 11,65
При контрольном измерении концевой меры 25, был получен размер 25,07, после чего измерили размер: 11,65
I:3
S:  При контрольном измерении концевой меры 25, был получен размер 24,96, после чего измерили размер: 13,3
При контрольном измерении концевой меры 25, был получен размер 24,96, после чего измерили размер: 13,3
I:4
S:  Какой размер изображён на рисунке 14,2
Какой размер изображён на рисунке 14,2
I:5
S: При контрольном измерении концевой меры 25, был получен размер 25,06, после чего измерили две ступени вала с номинальной разницей в 2 мм. Первый диаметр получился 23,12 мм, второй 20,96 мм. Каково действительное значение разницы между валами:
V2: 19. Плоскопараллельные концевые меры длины
I:1
S: Действительное значение физической величины – это:
· значение физической величины, найденное экспериментальным путем и настолько близкое к истинному значению, что может его заменить
I:2
S: эталон единицы величины, находящийся в федеральной собственности, называют государственный
I:3
S: Средство измерений, предназначенное для воспроизведения и (или) хранения физической величины одного или нескольких заданных размеров, значения которых выражены в установленных единицах и известны с необходимой точностью - мера
I:4
S: На что влияет разряд аттестации концевой меры длины: Разряд концевых мер длины показывает, с какой погрешностью измерения аттестация действительного размера длины концевой меры. Разряды это ряды величин погрешностей измерения, допускаемые при аттестации КМД. При аттестации измеряют длину меры в точке «срединной длины», т.е. измеряют длину перпендикуляра, опущенного из середины одной измерительной поверхности меры на другую. В то же время определяют величину отклонения данной меры от плоскопараллельности. Разряд концевых мер длины показывает, с какой погрешностью измерения производится аттестация действительного размера длины концевой меры. Разряды – это ряды значений погрешностей измерения, допускаемых при аттестации КМД.
I:5
S: На что влияет класс точности концевой меры длины: Класс точности меры показывает, какое отклонение имеет действительный размер данной меры, от ее номинального размера.
Класс точности – это ряды допусков на изготовление их действительных размеров в зависимости от величины их номинального размера.
V2: 20. Общие вопросы измерения
I:1
S: Истинное значение физической величины – это:
· идеализированное понятие, непригодное для практических целей и аналогичное понятию 'абсолютная истина'
· значение, которое идеальным образом характеризует в количественном и качественном отношении физическую величину
I:2
S: Совокупность допусков, характеризуемых постоянной относительной точностью (определяемой числом единиц допуска) для всех номинальных размеров данного диапазона – это:
· квалитет
I:3
S: По числу измерений величины измерения могут быть: многократные и однократные
I:4
S: По способу получения результата измерения могут быть: прямые(непосредственные), косвенные, совокупные, совместные, динамические.
I:5
S: Характеризуемый измерением разности между измеряемой величиной и известной величиной, воспроизводимой мерой, называют метод возможно экспертный, но это не точно! СРАВНЕНИЕ – более подходящий
V1: Сертификация
V2: 21.Качество и конкурентоспособность продукции
I:1
S: Методы и деятельность оперативного характера, используемые для удовлетворения требований для качества – это Управление качеством
I:2
S: Совокупность планируемых и систематически проводимых мероприятий, необходимых для создания уверенности в том, что услуга будет удовлетворять определенным требованиям по качеству – это обеспечениекачества
I:3
Количество этапов оценки соответствия продукции установленным требованиям
- заявка на сертификацию;
- оценку соответствия объекта сертификации установленным нормам;
- анализ итогов оценки соответствия;
- решение по сертификации;
- инспекционный контроль за сертифицированным объектом.
I:4
S: … основывается на последних достижениях науки, техники и практического опыта и определяет прогрессивные, а также экономически оптимальные решения многих народнохозяйственных, отраслевых и внутрипроизводственных задач. (экспертный или лабораторный методы определения качества(но это не точно))
I:5
S: Качество — совокупность характеристик объекта, относящихся к его способности... удовлетворять установленные и предполагаемые потребности:
V2: 22. Системы сертификации
I:1
S: Товар (работа, услуга), на который установлены требования, обеспечивающие безопасность жизни, здоровья потребителя и охрану окружающей среды и предотвращение причинения вреда имуществу потребителя, а также средства, обеспечивающие безопасность жизни и здоровья потребителя, подлежат ОБЯЗАТЕЛЬНОЙ СЕРТИФИКАЦИИ
I:2
S: Сертификация отечественной и импортируемой продукции проходит
по Системе ГОСТ Р (но это не точно)
I:3
S: Официальное признание способности эксперта компетентно и независимо сертифицировать товары и услуги в заявленной области сертификации является Аккредитация(скорее всего)
I:4
S: Документ, выданный по правилам системы сертификации для подтверждения соответствия сертифицированной продукции установленным требованиям – это Сертификат соответствия
I:5
S: Соблюдение всех установленных требований к продукции, процессу или услуге - это КОНТРОЛЬ КАЧЕСТВА

